瓦蓋擰緊中柔性變距的解決方案探討
2017-03-30 19:23:00陳園園
中國高新技術企業 2017年3期
關鍵詞:解決方案
陳園園
摘要:一直以來在瓦蓋擰緊設備的設計中存在著一定的問題,比如說螺栓與螺栓的間距過小、螺栓與螺栓變距太多、生產節拍過快、產品更新換代太頻繁、每換一款產品,就需要重新設計一臺設備與之匹配。文章根據這些問題對瓦蓋全柔性擰緊設計中變距的解決方案展開了探討。
關鍵詞:設備設計;瓦蓋擰緊;柔性變距系統;解決方案;汽車設計 文獻標識碼:A
中圖分類號:TG65 文章編號:1009-2374(2017)03-0063-03 DOI:10.13535/j.cnki.11-4406/n.2017.03.028
1 瓦蓋擰緊設備柔性化的必要性
進入21世紀來,隨著汽車市場從以生產者為導向轉向以消費者為導向,且行業競爭逐漸激烈,企業利潤也在逐步降低。此外,隨著國家制定《中國制造2025》規劃以及大力發展智能制造,對于汽車及零部件行業來說,產品質量要求更高,企業間的競爭會更加激烈,質量可靠、成本低的產品未來將占據大量市場份額:這就要求企業擁有更先進的生產技術、更智能化的設備,以增加競爭的砝碼。
更先進的生產技術的核心技術就是提高生產線的節拍,因為生產線的節拍影響生產線的成本,而生產線的成本則是汽車生產商考慮更換車型的重要原因。不同車型擁有不同的零部件,所以如果要大規模的更換車型內部零部件,那么所需的加工,安裝設備,節拍也都
不同。
下面用具體數字算算節拍和生產成本的關系。例如,2013年一汽大眾在成都的生產線。生產節拍是60JPH,即每小時生產60輛汽車,也就是每分鐘生產1輛汽車。一天24小時,一年365天,假如一臺車的成本價是10萬,一條生產線的年產值24×365×10萬=87600萬,所以有更大產值才能盡快回本。
2012年在廣汽本田參觀,廠方介紹每年48萬輛的產量,約66秒就生產一臺車。相比于生產速度是48JPH左右(每小時有48臺新車下線),即75秒下線一臺,生產速度最快達到51JPH,通常這個數字維持在47~51JPH之間,即一輛走完流水線大概90分鐘。66秒節拍的生產線將具有更大的市場價格優勢。
那么為了降低成本,提高競爭力,實現智能制造,走可持續化發展道路,現在的汽車生產線都在不斷提高節拍,提高品質,講究柔性化,力求在節拍上、質量上能占有優勢。在設計的極限范圍內,設備設計需要滿足產品的無規律變化,需要考慮更換產品時,不影響整線的生產節拍,即今天的生產線也可以為以后的車型提供生產。
汽車的發動機是汽車的心臟。發動機的更新涉及到油耗、污染等,牽扯到市場競爭的方方面面。而每臺發動機生產線都離不開一臺缸蓋的瓦蓋和凸輪軸蓋的擰緊設備,所以缸蓋的瓦蓋和凸輪軸蓋的擰緊設備的柔性擰緊極為重要,是整條發動機裝配線的核心設備。
2 當前瓦蓋擰緊設備的設計中存在的問題
從當前情況來看,正因為瓦蓋擰緊設備的重要性,擰緊設備的廣泛使用也暴露出了其種種不足。
在國內汽車發展產業的第一個階段,那個時候汽車市場以快速搶占市場為目標,汽車生產廠家能快速提出功能需求,產品線只要滿足最基本的功能,就算達到自己的生產目的。在這種大環境下,(1)做設備的工程師的設計觀念太過陳舊,工程師在設計的過程中只是單純的在追求工時、滿足汽車生產廠家提出的設備功能、降低設備成本等。在設計思路表現上還比較保守、僵化,設計的時候缺少針對性,對自己所研究的項目特征、產品特性等都沒有進行深入了解,在設計的時候只是簡單的套用已有的設備,進行新功能的修改;(2)由于在設計的過程中缺乏一定的利益驅動,而且在設計的時候任務也比較繁重,工程師在設計的過程中總是無暇去琢磨技術創新的事情。在這種模式下,一款缸蓋就對應一臺瓦蓋擰緊機。
隨著市場發生改變,市場需求更環保、更經濟、更實用性的汽車出現。產品的更新換代就非常快,那么擰緊設備隨之更換會造成極大的資源浪費,其根本問題主要表現在以下兩個方面(本文所有尺寸單位為mm):
2.1 瓦蓋擰緊設備設計的相關問題
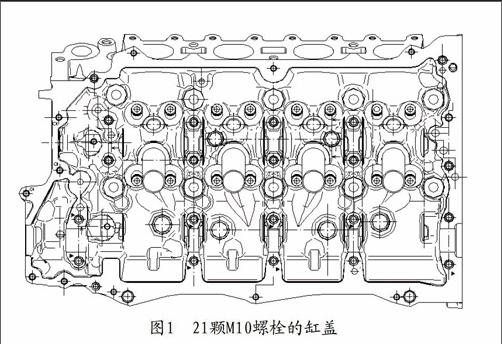
2.1.1 螺栓與螺栓變距太多。將圖1的螺栓單獨羅列出,標注尺寸后,就可以看出螺栓之間的間距問題。
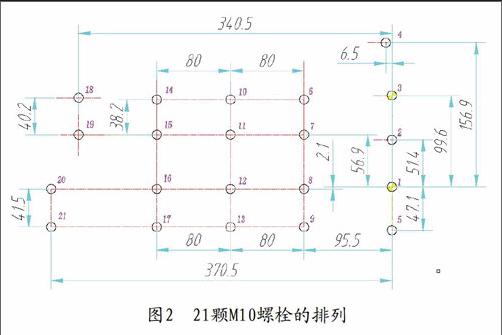
看21顆螺栓的相互間距,在X軸有共同間距80,可以初步設想將6、7、10、11、14、15和8、9、12、13、16、17作為一個擰緊單元,那么18和14之間的間距是85,20和16的間距是115。在Y軸方向41.5、40.2、47.1、99.6、156.9這些距離都需要變距。X軸上從80變到85然后變為115,Y軸上的全變距,這個變距就是整個擰緊設備的核心。變距有幾款常規做法:泵&氣缸&電機+導軌&絲桿&齒輪,有了直線變距機構,就必須設計定位機構、檢測機構、限位機構等附加機構。在這么小的距離變化下,有空間安排下這些機構嗎?這是一個設計難點。
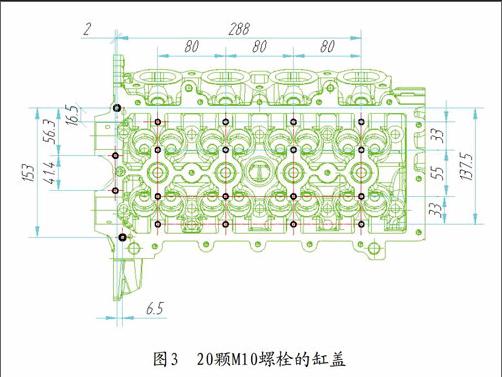
再看看另外一款產品的螺栓間距:
此產品在X軸的變距為2、80、6.5,在Y軸上的變距為16.5、33、56.3、44、153,通過多組數據(不一一舉例),在X軸變距的范圍,1 2.1.2 螺栓與螺栓的間距過小。在圖3中,X軸有個變距為2,即兩顆螺栓的橫向距離只有2mm,在上述對比中,我們發現,間距80是一個可以作為模塊化擰緊的數值,工廠要求擰緊M10螺栓使用的擰緊槍為博士QST42-50CT和博士QST42-50COT,這種擰緊槍的安裝最小直徑為29。如何排布、如何安裝擰緊槍等因素都需要 考慮。 2.2 節拍問題
猜你喜歡
北京測繪(2022年5期)2022-11-22 06:57:43
儀器儀表用戶(2022年4期)2022-04-01 03:17:14
閱讀與作文(英語初中版)(2021年8期)2021-09-13 02:16:29
鐵道通信信號(2020年1期)2020-09-21 08:55:00
家庭影院技術(2020年2期)2020-03-25 13:27:36
模具制造(2019年3期)2019-06-06 02:10:58
鐵道通信信號(2019年12期)2019-05-21 03:06:54
通信電源技術(2018年5期)2018-08-23 01:16:34
數字通信世界(2015年10期)2015-12-21 12:22:54
母子健康(2015年1期)2015-02-28 11:21:44