改進插補算法在數控雕刻系統中的應用分析
2017-03-28 07:45:52吳鵬
山東工業技術 2017年4期
吳鵬
摘 要:數控雕刻系統的發展,提高了對于數控雕刻系統加工精度和效率的要求,使得傳統的插補算法不再滿足于現代數控雕刻系統的發展需求。本文從數控雕刻系統實際需求入手,在FPGA和DSP基礎上設計了三維雕刻機數控系統,并使用數字積分對算法進行了改進,提高了加工速率和精準度。
關鍵詞:數控雕刻系統;改進插補算法;軌跡控制;處理器
DOI:10.16640/j.cnki.37-1222/t.2017.04.237
0 引言
數控雕刻系統通過相應的計算機雕刻軟件將雕刻目標圖形數字化,生成具體的雕刻步驟程序,通常情況下為HPGL格式文件、G代碼等形式,借助USB或RS485、RS232等其他數據傳輸接口,將雕刻程序上傳至單片機控制系統。再由控制系統在特定算法支持下,將路徑信息轉換成數控信息,控制雕刻機完成雕刻作業。插補算法在數控雕刻系統中占據重要地位,直接影響系統加工速率和精準度,因此探討改進插補算法的實際應用具有重要意義。
1 數控雕刻系統方案設計分析
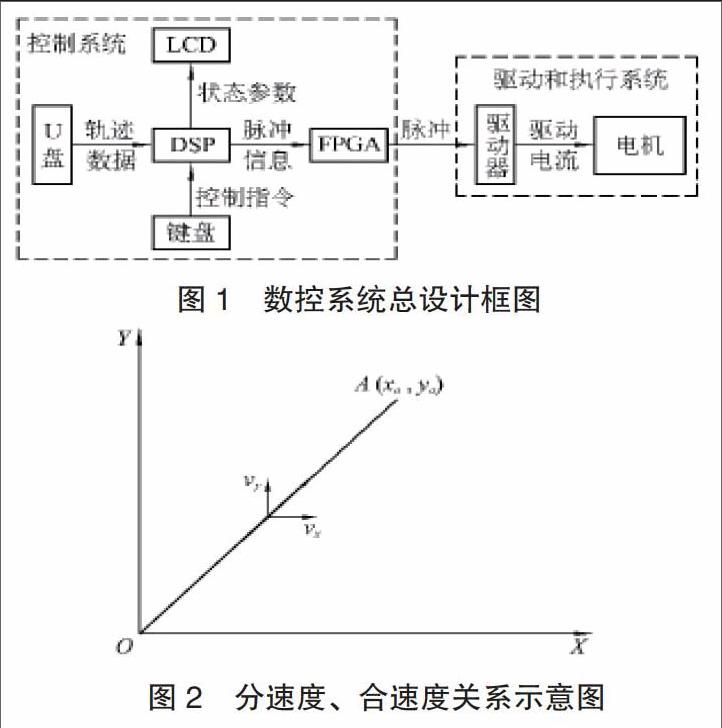
本組數控雕刻系統建立在FPGA芯片和DSP處理基礎上設計完成,具有高性能、高性價比等特點,具體設計框圖如圖1所示。
本組數控雕刻系統實際性能指標要求如下:一,X、Y、Z軸最大行程分別為1000mm、500mm、30mm;二,主軸額定轉速確定為24000r/min,且在額定轉速范圍內控制主軸分級調速;三,執行器件選用步進電機,最高分辨率為0.5μm/pluse;四,原始設計軌跡數據可通過U盤完成讀入,并在分析計算基礎上,控制軌跡和速度,實現三軸聯動;五,加工速度、脈沖當量以及加速度等控制參數可通過鍵盤完成設置,同時具備升降速、暫停等控制功能;六,LCD顯示屏事實顯示加工進度、加工文件名稱、坐標位置等系統信息。
2 數字積分插補算法分析
數控雕刻系統通過控制滾珠絲桿等傳動機構,實現對X、Y、Z三空間軸的聯動控制,同時完成速度控制和插補軌跡控制。因加工對象型面由微小直線段逼近得出,故而將直線段軌跡作為具體加工單位,對其速度和插補進行控制是問題解決的關鍵。對比數字積分法和逐點比較法后,確定使用數字積分法為本組系統的插補算法。最后,針對傳統數字積分法存在的三維空間插補能力薄弱問題,相應提出了一種三維快速數字積分插補算法。
假設對xy平面上存在的直線進行數字積分插補,則坐標原點為直線起點,切終點坐標為A(xa,ya),如圖2所示。
vx表示動點在X軸方向的移動速度,vy表示動點在Y軸方向的移動速度,則動點在X、Y軸方向上的移動距離增量表示為:△x=vx△t,△y=vy△t,聯合直線函數,可得到以下等式
上述等式中,K表示比例系數。在△t時間區間內,X、Y軸方向上的位移增量可表示為△x=vx△t=Kxa△t,△y=vy△t=Kya△t。如△t=1,則可表示為dx=Kxa,dy=Kya的近微分形式。
此時,動點由原點至終點的移動過程,可相應視為每隔△t時間,X、Y軸累加器累加的過程,增量分別是Kxa和Kya。如累加值超出脈沖當量,則產生溢出,伺服系統在溢出脈沖作用下進給一個脈沖當量,最終實現給定直線的走出。經過n次累加后,分別在X、Y軸到達終點A(xa,ya),則有下述等式成立:
在此基礎上,則有nK=1或n=1/K成立,表明累加次數n與比例系數K之間為互為倒數關系,因n僅能在整數中選擇,故而K確定為小數,在確定比例系數K時,需重點考慮△x與△y的和小于1,以確保每次分配的坐標軸進給脈沖控制在單位步距以內。
應用數字積分插補法的核心關鍵在于,每一個坐標方向均需設置有一個被積函數寄存器和累加器。
3 數字積分改進算法分析
上述算法應用過程中,如X軸加工行程為10,則需要16次累加運算,通常情況下行程和進給成正比例關系,較難對加工速度進行準確控制,進而導致加工零件表面質量得不到保障等問題。針對以上問題,選擇做事規格化的方法對其進行改進,以提高插補效率。因累加器容量與積分插補效率間具備反比例關系,故而通常將被積分函數的上限最大值確定為累加器容量的實際下限值,以確保積分函數滿足最大值要求后,其每次插補均為有效插補。如K=1/max{xa,ya},同時將xa、ya設置為被積函數寄存器初始值,則每次雕刻控制器發出一個插補迭代脈沖,在X軸累加器中都會相應產生一個溢出脈沖,有效提高了插補速率,實現了插補運算過程的簡化。對比快速數字積分插補法和普通數字積分插補法可發現,就同一雕刻行程而言,快速數字插補法累加計算次數更少,并且每次長軸累加均會進行進給,取消了判斷過程,實現了編程和計算的簡化。此外,取消了終點判斷過程,長軸脈沖發出結束后,刀具必定同時加工至終點位置。
4 結語
隨著數控雕刻系統的發展,對于加工精度和速率提出了更高的要求,傳統的插補算法不再滿足現代數控雕刻系統的發展需求。本文相應介紹了三維雕刻機數控系統,并使用數字積分對算法進行了改進,通過相應的改進措施,實現了編程與計算的簡化,有效提高了加工速率和加工進度。
參考文獻:
[1]趙森.教學型數控雕刻機及其數控系統研究設計[D].山東理工大學,2014.
