激光-電弧復合焊接高強鋼顯微組織與力學性能
2017-03-27 05:53:23蔡志海何嘉武梁秀兵
裝甲兵工程學院學報 2017年5期
關鍵詞:焊縫
蔡志海, 秦 航, 何嘉武, 柳 建, 梁秀兵
(1. 陸軍裝甲兵學院機械產品再制造國家工程研究中心, 北京 100072; 2. 陸軍裝甲兵學院科研學術處,北京 100072)
目前,高強鋼因具有較高強度和韌性,已作為結構鋼廣泛應用于航空航天、軍工、能源、船舶和石油管道等重要結構件,其一般采用傳統的手工電弧焊接[1-3]。受高強鋼成分、性能及手工電弧焊接技術特點的影響,焊接時常出現焊接效率低、焊接變形大、焊前/焊后處理工序多等問題[4-6],導致手工電弧焊接難以滿足高強鋼高質、高效的焊接要求。激光焊接具有作用時間短、效率高、速度快、變形小、焊縫質量高和焊接精度高的特點,但焊接厚板時對激光焊接的裝夾精度要求過高,設備一次性投入大。
激光-電弧復合焊接[7-10]是一種新型焊接技術,它結合了激光焊接與電弧焊接的優點,具有焊接熔深大、工藝穩定性高、焊接效率高、焊接縫隙橋接能力強、可焊材料范圍廣及焊接變形小等優點。相關研究[11-12]表明:在500~800 MPa級的高強鋼上,激光-電弧復合焊表現出優越的焊接性能,無需焊前/焊后附加工序,焊接效率大幅提升,焊縫組織和力學性能均優于母材。徐國建等[13]研究了焊接參數對激光-電弧復合焊接780 MPa高強鋼板的影響,得到
了工藝參數對焊接性能的影響規律。李響[14]對板厚6 mm的590 MPa高強鋼進行了光纖激光-電弧復合焊接,得到了最佳焊接參數,并對焊縫性能進行了測試。然而,針對1 000 MPa級以上高強鋼的焊接工藝和性能研究仍然較少。鑒于此,筆者分別采用傳統CO2氣體保護焊及激光-電弧復合焊對厚度為8 mm的1 000 MPa級高強鋼進行焊接,并對其工藝及性能進行對比研究。
1 實驗材料及方法
1.1 實驗材料
母材采用1 000 MPa級高強鋼,組織為回火馬氏體,其尺寸為150 mm×100 mm×8 mm。焊絲選用Φ1.2 mm的ER307(H1Cr21Ni10Mn6)不銹鋼。實驗材料的化學成分和力學性能分別如表1、2所示。

表1 實驗材料化學成分 wt%

表2 實驗材料力學性能
1.2 實驗方法
分別采用激光-電弧復合焊和CO2氣體保護焊2種方式對1 000 MPa級高強鋼進行平板對接焊接。激光-電弧復合焊采用IPG公司的YLS-6000光纖激光器和Fronius TPS-5000數字化焊機,其中:激光器的額定功率為6 kW,激光波長為 1 070 nm,激光光束參數積(Beam Parameter Product,BPP)約為4.2 mm·mrad,光纖傳輸芯徑和準直鏡焦長分別為200 μm和200 mm,經焦距300 mm的聚焦鏡聚焦獲得直徑為0.2 mm的光斑。激光頭及焊接頭均掛于KUKA六軸機械臂上,激光垂直于母材板面,而焊絲與母材板面夾角為60°,采用激光在前的方式進行焊接。CO2氣體保護焊使用Fronius TPS-5000數字化焊機配手持焊槍施焊。
激光-電弧復合焊接時,母材不開坡口,焊接方式為單道焊接雙面成形;CO2氣體保護焊接時,母材單邊開30°坡口,坡口無鈍邊,焊接方式為雙面打底焊+正面蓋面焊。其余焊接參數見表3。

表3 焊接參數
1.3 表征和測試手段
沿垂直于焊縫方向切出金相試樣,經打磨、拋光和φ(HCl)∶φ(HNO3)∶φ(甲醇) =45∶15∶20的甲醇王水腐蝕后,用Olympus GX-51型光學金相顯微鏡觀察微觀結構。采用D8型X射線衍射儀(X-Ray Diffraction, XRD)分析焊縫中心的相結構,Cu靶,Kα射線,入射波長λ=0.154 nm,衍射范圍為20°~100°,步長為0.02°。采用Scherrer公式
Dhkl=Kλ/(βcosθ)
(1)
計算晶粒尺寸,式中:Dhkl為垂直于晶面(hkl)方向的晶粒直徑(nm);K=0.89,為Scherrer常數;β為衍射峰半高寬(rad);θ為衍射角(°)。
以母材上表面為基準,距其2、4、6 mm處作垂直于焊縫的顯微硬度分布測試,水平方向步長為0.5 mm,每點測量3次,取平均值。
依據GB/T 228.1—2010《金屬材料拉伸試驗標準》[15]制備與測試拉伸試樣。室溫下,通過WAW-600計算機控制電液伺服萬能試驗機進行拉伸試驗,注意應保持焊縫在標準拉伸試樣的中間位置并垂直于該試樣的縱軸線。每種焊縫拉伸試樣各3個,取平均值。
通過Philips Quant200型掃描電子顯微鏡(Scanning Electron Microscope,SEM)觀察斷口形貌,并通過Genesis型能譜儀(Energy Dispersive Spectrometer,EDS)進行斷面微區成分分析。
2 結果與分析
2.1 顯微組織
圖1、2分別為2種焊接方式得到的焊縫組織形貌。可以看出:1)采用CO2氣體保護焊焊后的鋼板變形大,需壓板機矯正,而采用激光-電弧復合焊焊后的鋼板無變形,這是因為前者焊接速度慢、熱輸入大;2)2種焊接方式的焊縫結構均為柱狀晶組織,但晶粒尺寸不同,其中CO2氣體保護焊的焊縫柱狀晶粒尺寸約為30~40 μm,激光-電弧復合焊約為10~20 μm,這是因為前者熱輸入大、冷卻速度慢,使得焊縫柱狀晶粒得到了充分生長,而后者的熱輸入小、熔池冷卻速度快,在快速冷卻過程中不同生長方向的柱狀晶相互分割,形成大量短小的晶簇,使焊縫晶粒得以進一步細化。

圖1 CO2氣體保護焊焊縫組織形貌

圖2 激光-電弧復合焊焊縫組織形貌
2.2 XRD物相分析
對2種焊縫的中心部位進行XRD掃描,其衍射圖譜見圖3。可以看出:1)2種焊接方式焊縫主要相結構均為奧氏體,是復雜的Cr-Ni-Fe-C化合物,擇優取向均為(111)(200)(311)晶面;2)與激光-電弧復合焊相比,CO2氣體保護焊的焊縫組織出現小角度偏移,晶面間距增大,這是因為CO2氣體保護焊開單邊坡口,使得焊縫組織中有較多的夾雜物,增大了晶格畸變的可能。
2種焊縫中心衍射數據如表4所示。可以看出:與CO2氣體保護焊相比,激光-電弧復合焊接的焊縫半高寬較大。

圖3 焊縫中心衍射圖譜

焊接方式hkl2θ/(°)晶面間距d/(10-10m)半高寬/(°)CO2氣體保護焊11143.3982.08340.23720050.4391.80780.32731190.2791.08670.440激光?電弧復合焊11144.8722.01830.45620050.8461.79430.57931190.7561.08220.527
2.3 顯微硬度
圖4為距離母材上表面2、4、6 mm處測試得到的垂直于焊縫的顯微硬度分布。
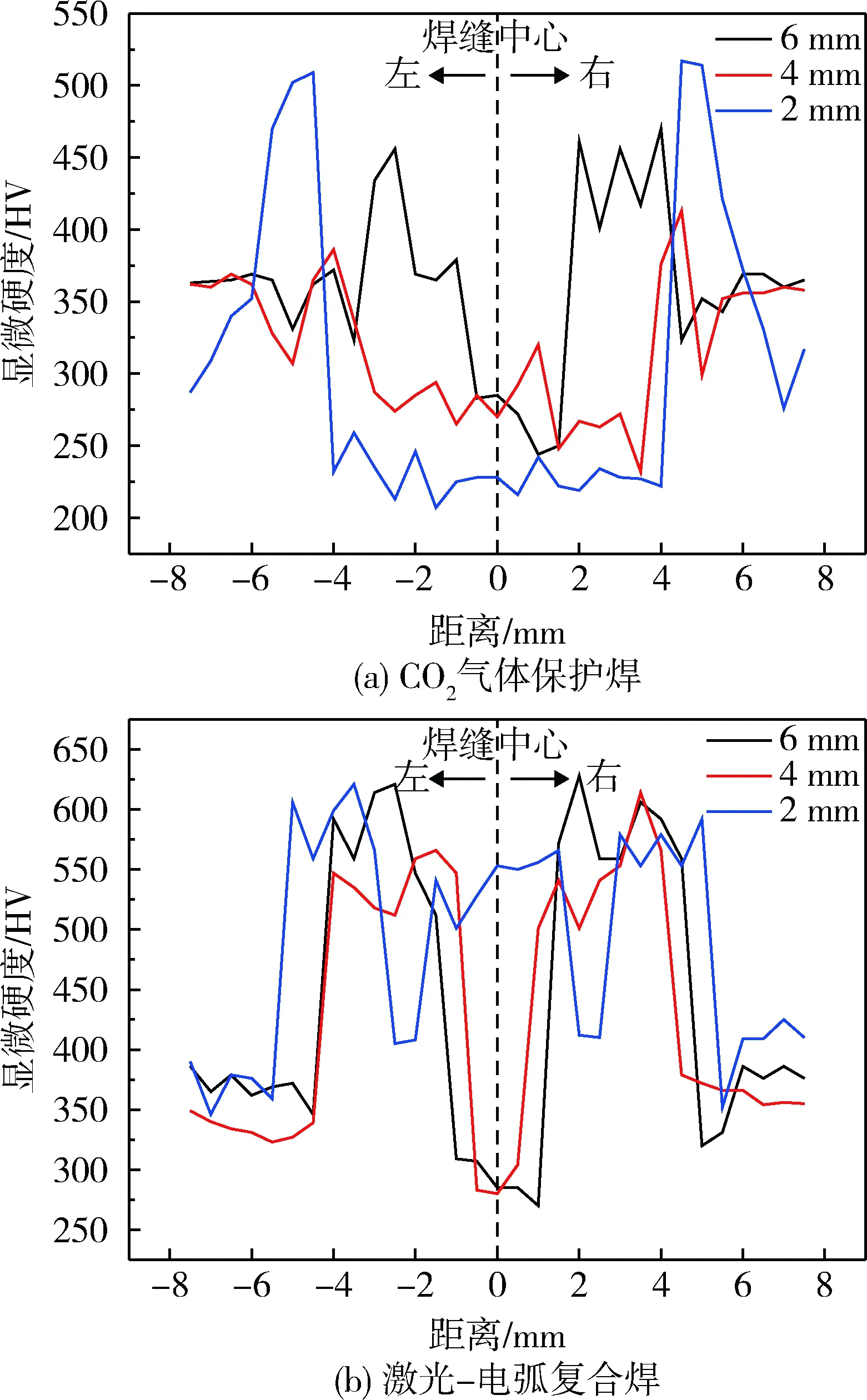
圖4 不同位置測試的顯微硬度分布
由圖4(a)可以看出:CO2氣體保護焊焊縫的顯微硬度呈明顯的“倒三角”結構,最高顯微硬度出現在熱影響區,而焊縫中心則出現了不同程度的軟化。這是因為CO2氣體保護焊采用雙面打底焊+正面蓋面焊的工序,使焊縫中部經歷了二次加熱,導致該處的熱影響區顯微硬度最低,進而使焊縫中心得以軟化。
由圖4(b)可以看出:激光-電弧復合焊焊縫中心的顯微硬度出現了“酒杯型”結構,高顯微硬度區域仍集中在熱影響區,且焊縫上、中、下部的熱影響區的顯微硬度沒有太大差別,但在焊縫上部的焊縫中心出現了較硬區域,在中、下部的焊縫中心出現了不同程度的軟化。這可能是因為激光-電弧復合焊未開坡口,焊縫上部處于熱源區域,使得更多的高強度母材熔入焊縫,提高了焊縫上部的顯微硬度。
對比2種焊縫的顯微硬度可以看出:與CO2氣體保護焊相比,激光-電弧復合焊焊縫接頭各部分的顯微硬度更高,說明晶粒細化對焊縫顯微硬度的提高作用明顯。
2.4 拉伸試驗
圖5為2種焊接方式得到的拉伸試樣斷口宏觀形貌,可以看出:拉伸試樣在焊縫中心處斷裂,而非在熔合線處或者熱影響區。分析其原因為:盡管母材淬硬性的影響使得熱影響區出現高硬度集中,但強度仍很高;雖然熔合線兩側硬度差值極大,但熔合線處的焊縫均是從熱影響區的粗晶區大晶粒中生長出來的,結合強度高;焊縫中心線是兩側焊縫對向生長的終止點,大量晶界的存在大幅降低了焊縫中心的結合強度,更使得中心線位置成為裂紋擴展的主要界面,特別是當焊縫強度遠低于母材強度時,該位置焊縫變得薄弱,容易發生斷裂。
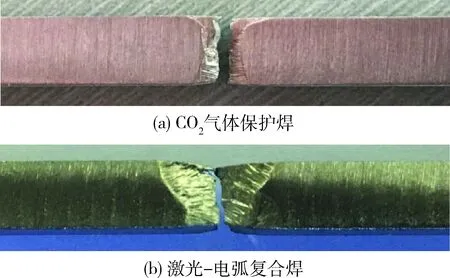
圖5 拉伸試樣斷口宏觀形貌
2種焊接方式得到的拉伸試樣力學性能見表5。可以看出:與CO2氣體保護焊相比,激光-電弧復合焊焊縫的拉伸強度和屈服強度均較高,這得益于激光-電弧復合焊焊縫顯微組織的晶粒細化。但作為1 000 MPa級高強鋼,高淬硬性容易削弱焊縫的塑性變形能力,由表5中看到2種焊縫的斷后延伸率均遠遠低于母材和焊絲,盡管CO2氣體保護焊焊接過程中填充了更多的焊絲材料,且存在二次加熱環節,但對焊后延伸率的改善并不明顯。
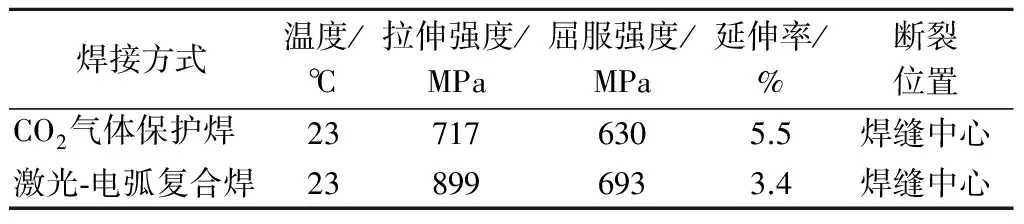
表5 拉伸試樣力學性能
圖6為2種焊接方式得到的拉伸試樣斷口微觀形貌SEM圖。可以看出:CO2氣體保護焊試樣的拉伸斷口韌窩較淺,同時韌窩底部出現大量球狀顆粒物;而激光-電弧復合焊試樣的斷口韌窩細小且較深,少量較開放的韌窩中有非常細小的顆粒物。
經EDS分析,圖6中不同微區的元素組成及其原子百分比如表6所示。可以看出:與激光-電弧復合焊相比,CO2氣體保護焊焊縫斷口中的Mn、Cr、Ni、Mo元素及其周邊區域的C、O元素含量較高;2種焊縫斷口周邊區域的C、O元素含量均明顯低于顆粒物本身。分析其原因為:高強鋼和焊絲的C含量很低但不含O元素,則C、O元素來源應與2種焊接方式均采用CO2保護氣有關。
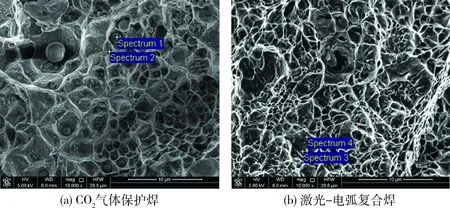
圖6 拉伸試樣斷口微觀形貌SEM圖

%
結合表6,從焊縫中的元素組成角度分析拉伸斷裂位置:焊接過程中,保護氣形成的等離子體中充滿活潑的C、O粒子,它們隨著熔池擾動進入熔池,而焊縫組織在熔池凝固過程中以柱狀晶的方式生長,容易在柱狀晶晶間出現合金元素的偏析,這些合金元素容易與C、O粒子結合,在晶間形成碳化物及氧化物夾雜,進而導致較高的應力集中,在受到外力作用時常常成為裂紋萌生的主要區域;因焊縫組織是垂直于兩側熔合線向焊縫中心生長的柱狀晶,這樣在焊縫中心匯集了大量柱狀晶生長終止面,使焊縫中心處形成了潛在的裂紋擴展面,因而拉伸斷裂發生在焊縫中心線位置。
3 結論
經過對比研究CO2氣體保護焊和激光-電弧復合焊,可以得出如下結論:
1)激光-電弧復合焊不開坡口,節省焊材;單道焊接雙面成型且無需焊后矯正,工藝簡單;焊接速度快,可達1.0 m/min,極大提高了焊接效率。
2)激光-電弧復合焊提高了焊縫的強度,這是因為其較高的能量密度、較低的熱輸入和較快的焊速及冷卻速度,在不改變焊縫組織的情況下使得晶粒明顯細化。
3)CO2氣體保護焊焊縫中合金元素含量更多,焊縫晶粒整體晶格畸變程度較大,焊縫中形成的碳化物、氧化物夾雜更多,在受到外力作用時更易萌生裂紋。
4)由于母材強度級別高,2種焊接方式拉伸試樣斷裂均發生在焊縫中心,說明上述工藝及焊接材料不能達到焊接要求。
下一步,要進一步調整焊接工藝,研究與高強鋼相匹配的焊絲,以提高焊縫強度及韌性。
[1] 劉婷,閆飛,柳桑,等.GH909的窄間隙激光-熔化極氣體保護焊復合焊接工藝研究[J].中國激光,2015,42(9):0903008.
[2] 徐國建,劉珊珊,杭爭翔,等.D406A鋼的光纖激光-電弧復合焊接性能[J].焊接學報,2015,36(8):59-62.
[3] 譚艷艷,馬春偉.高強鋼多道焊接頭顯微組織及力學性能[J].材料導報(B),2015,29(4):114-117.
[4] 尹強,馬成勇,彭云,等.焊后熱處理對900MPa 級含銅鋼焊縫組織與性能的影響[J].熱加工工藝,2012,41(15):143-147.
[5] LIU F C,YU X B,HUANG C P,et al.Microstructure and mechanical properties of AerMet 100 ultra-high strength steel joints by laser welding[J].Journal of Wuhan University of Technology (Material science edition),2015,30(4):827-830.
[6] 譚艷艷,馬春偉.高強鋼焊接研究現狀及發展趨勢[J].上海工程技術大學學報,2014,28(4):374-377.
[7] KAH P.Overview of the exploration status of laser-arc hybrid welding processes[J].Reviews on advanced materials science,2012,30(2):112-132.
[8] 劉鳳德,張宏,杜劭峰,等.激光功率對CO2激光-MAG電弧復合焊電弧與熔滴行為的影響[J].機械工程學報,2013,49(4):75-81.
[9] 宋剛,劉澈,宋秋平,等.基于Labview的脈沖激光-電弧復合焊接相位匹配觸發控制系統[J].焊接學報,2014,35(10):13-16.
[10] 劉黎明,王紅陽,宋剛.能源節約型激光誘導電弧復合焊技術及應用[J].焊接學報,2015,36(11):9-12.
[11] HEE S B,HAN S B,YOU C K.Analysis of residual stress on AH32 butt joint by hybrid CO2laser-GMA welding[J].Journal of computational materials science,2010,49(2):217-221.
[12] ROEPKE C,LIU S,KELLY S,et al.Hybrid laser arc welding process evaluation on DH36 and EH36 steel[J].Welding journal,2010,89(7):140-150.
[13] 徐國建,李響,邢飛,等.激光-電弧復合焊接高強鋼的性能[J].沈陽工業大學學報,2014,36(6):647-651.
[14] 李響.高強鋼的激光-電弧復合焊接研究[D].沈陽:沈陽工業大學,2015.
[15] 中國標準化管理委員會.金屬材料拉伸試驗標準:GB/T 228.1—2010[S].北京:中國標準出版社,2011.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
