汽油機金屬氣缸墊密封技術及其試制工藝研究
2017-03-10 21:56:11唐京民吳斌峰
汽車科技 2017年1期
唐京民++吳斌峰

摘 要:結合某自主品牌氣缸墊的開發與試制,介紹了目前發動機氣缸墊的發展趨勢、主要結構形式及試制工藝、質量控制。對氣缸墊的研究、試制和應用有一定的借鑒作用。
關鍵詞:氣缸墊;氣缸墊結構;氣缸墊試制
中圖分類號:U466 文獻標識碼:A 文章編號:1005-2550(2017)01-0088-05
Research on sealing technology of metal cylinder gasket and its trial manufacture technology of gasoline engine
TANG Jing-min, WU Bin-feng
( Technical center of Dongfeng Motor Corporation, Wuhan430058, China)
Abstract: Combined with the development and trial manufacture of an independent brand cylinder gasket, this paper introduces the current development trend of the engine cylinder gasket, main structure and manufacture process, quality control.The research, manufacture and application of cylinder gasket has the certain model function.
唐京民
畢業于南昌大學,本科學歷,目前就職于東風汽車公司技術中心,主要研究方向為產品試制技術與研究。
1 概述
發動機是汽車的心臟,發動機性能是汽車性能優劣的關鍵總成之一,其中密封技術是評價發動機可靠性的一個重要指標,直接影響到發動機的運行狀況。本文主要結合某汽車公司自主品牌發動機開發過程,介紹汽油機氣缸墊材料、結構及其試制工藝技術。
2 發動機氣缸墊簡介及其發展方向
發動機氣缸墊位于氣缸蓋與氣缸體之間。其功用是保證缸體和缸蓋結合面處有良好的密封,保證燃燒室的密封,同時防止發動機漏水和漏油。發動機工作過程中,缸內壓力大、排氣溫度高,熱應力和壓應力變化頻繁,條件惡劣。于此同時,缸蓋和缸體隨著這些變化在壓縮、拉伸、繞曲、振動等等,這些變化都需要氣缸墊來承受、調整、補償,以保證發動機正常工作。
傳統的缸墊材料主要是橡膠和石棉,但傳統的材料已不能滿足現代發動機發展的要求,且石棉材料對人體以及環境都會造成很大的危害,已逐步被淘汰。金屬氣缸墊一般以多層金屬板通過鉚接、激光焊接等方式組合而成,金屬表面涂硅氟橡膠。其最大優點是壓緊厚度極易控制、耐久可靠、厚度均勻熱傳導性好,可以減少缸體與缸蓋的壓緊負載、結構變形及螺栓扭矩的損失。表面涂覆硅氟橡膠,則可以彌補因缸體缸蓋加工精度不足導致的漏油、水、氣的密封缺陷,使之具備更合理的整體密封性[1]。
隨著目前發動機性能的提高以及大功率、高轉速、低排放和增壓技術的發展,全金屬氣缸墊的優點已經表現的日益突,已經迅速被國內各大主機廠推廣應用。
3 金屬氣缸墊主要結構
3.1 金屬氣缸墊結構形式
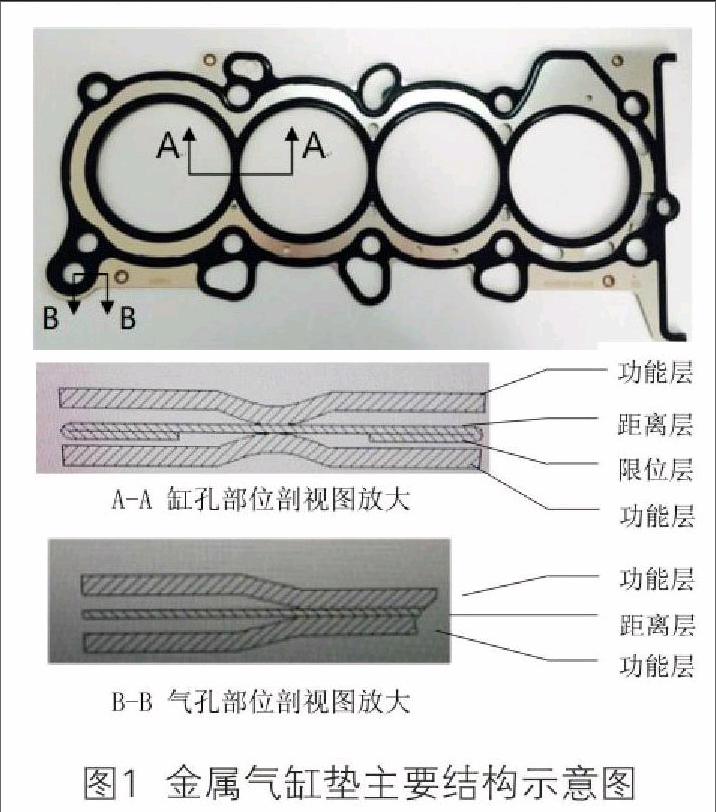
為了適應更高的燃燒壓力及熱負荷要求,必須開發新型的氣缸墊才能確保密封性能。金屬氣缸墊主要由功能層、限位層和距離層構成,如圖1所示。
1)功能層:氣缸墊實現密封功能的主要結構。其上分布著全波紋和半波紋的凸筋結構。
2)距離層:一般位于氣缸墊的中間,用來調整氣缸墊的厚度,以滿足發動機壓縮比的要求。
3)限位層:通常布置在缸口,用來調整氣缸墊的面壓分布。
4)全波紋凸筋:密封缸內高溫高壓燃氣的主要結構。
5)半波紋凸筋:密封冷卻液和潤滑油的主要結構。
6)非金屬涂層:彌補缸體和缸蓋表面的微觀不平度,提供可靠而有效的微觀密封。
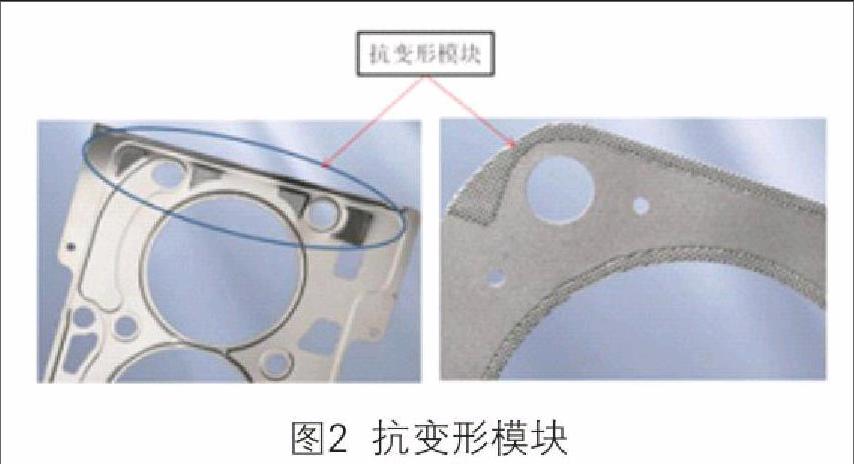
為了滿足發動機更高的密封要求,有些氣缸墊還設計有抗變形模塊,如圖2,一般布置在氣缸墊前后兩端,用來抵消和緩解發動機缸體和缸蓋在工作中產生的變形。
3.2 氣缸墊波紋凸筋結構
全波紋凸筋和半波紋凸筋是氣缸墊上最主要的密封結構,也是最容易出現損壞的部位,主要布置在功能層上,可參看圖1。氣缸墊在工作時,會受到來自缸體、缸蓋多個方向的力作用,根據作用力和反作用力的原理,缸墊同時會產生反作用力作用到缸蓋和缸體上,起到密封作用。全波紋凸筋的作用力要大于半波紋凸筋的作用力,因而全波紋凸筋布置在對密封要求更為嚴格的缸口周圍[2],半波紋凸筋布置在缸體和缸蓋水套和油道周圍。
波紋凸筋分布原則:每個油道孔單獨密封。每個螺栓孔單獨密封,每個燃燒室部位單獨密封,其它水道孔全部密封完全與燃燒室、進油孔、回油孔、螺栓孔隔開。
3.3 抗變形模塊
如圖3所示,當發動機的爆發壓力很大,以致缸蓋彎曲變形嚴重時,有些氣缸墊會在前后兩端設計抗變形模塊結構,用來減小缸孔變形量,改善氣缸蓋的彎曲變形,改善缸墊的密封性能。當然,該結構制作工藝復雜,投入成本較高。從圖4可以看出,增加了抗變形模塊對缸蓋變形影響還是起到了很大的作用。
4 氣缸墊試制
4.1 產品技術要求
1) 和缸體、缸蓋配合尺寸滿足圖紙定義要求
2) 壓緊厚度滿足圖紙定義要求
3) 密封壓力值及分布合理以保證密封功能
4)能夠滿足發動機可靠性臺架試驗考核的要求。
4.2 氣缸墊材料選擇
氣缸墊主要受力來自于:熱應力、燃氣壓力和螺栓預緊力,因此其應具有足夠的抗拉強度。另外,氣缸墊長期與潤滑油和冷卻液接觸,應具有足夠的耐熱和耐腐蝕性,因此對材料的要求也很嚴格。表1介紹了金屬氣缸墊常用材料。
某自主品牌氣缸墊為三層結構,其材料選擇見下:
1)功能層板材料為12Cr17Ni7,彈簧不銹鋼,氣缸墊常用材料。廣泛地用于要求良好綜合性能(耐腐蝕耐熱和成型性)的設備和零部件。
2)限位層板材料為06Cr19Ni10,耐熱不銹鋼,氣缸墊常用材料,廣泛應用于汽車配件、醫療器具、建材、船舶部件等。
3)功能層板上下面印刷氟橡膠,其具有良好的彈性、耐冷卻液、耐油性及耐高溫性。
4.3 試制產品工藝分析
發動機試制,主要是指發動機功能樣機的試制過程,一般用于產品設計的幾何驗證、功能驗證、性能驗證,根據開發周期的長短,有時也用于產品的可靠性、耐久性的驗證。為了達到以上目的,試制樣件必須滿足試制精度高、試制周期短、試制成本低這三個條件。一般的量產工藝,使用沖壓成型,再在成型板上進行壓筋、較平、涂層等工序,壓筋模具采用硬模,也就是量產模具。
在試制階段,一般采用激光切割成型和軟模制造,一方面縮短了試制周期,另外可以降低成本。某自主品牌發動機氣缸墊主要的工藝流程為:備料→編程→激光切割→涂層→烘干→壓筋→校平→鉚接→打碼→檢測→成品。與量產工藝對比,其主要的差異分析見表2:
表2 試制與量產差異化分析
基于以上差異化分析,試制階段,采用激光切割成型、壓筋模具采用軟模是可以滿足當前階段試制目的。
4.4 產品質量控制
4.4.1 產品尺寸控制
針對試制樣件,產品關注點及主要控制方式有以下幾點:
1)與缸體、缸蓋平面配合的結構和尺寸,一般采用三坐標測量進行檢查,另根據設計定義關重尺寸缸筒部位直徑和定位孔需列入SC(特殊特性)進行控制。
2)全波紋凸筋高度、寬度,列入SC(特殊特性)控制,一般采用專用檢測設備(輪廓度儀)進行檢測。
3)涂覆層厚度,列入SC(特殊特性)控制,采用專用檢測設備(涂層測厚儀)進行檢測。
4.4.2 產品性能驗證
根據主機廠的要求,試制完成后的缸墊需要進行鉛彈試驗和面壓試驗,用以判定氣缸墊壓緊厚度和油孔、水孔部位密封能力。下面介紹下某自主品牌發動機氣缸墊進行的兩項性能試驗。
1) 鉛彈試驗
目的是測定氣缸墊在壓緊后缸口部位的厚度,保證發動機的壓縮比在設計范圍內。
按照內燃機氣缸密封墊片技術條件的要求[3], 預先在試驗用氣缸墊的測量部位上鉆出安放測厚元件的孔,孔徑為3~5mm。在燃燒室孔密封部位等距離選取四個點,如圖5所示。試驗用氣缸墊按圖6裝上,在測量點處放置好測量元件,并按要求擰緊氣缸蓋螺栓,擰緊5min,再按要求松開螺栓,并用精度為0.01mm的千分尺測量測厚元件的厚度,記錄各測量點所測的厚度,確定壓緊厚度及壓緊厚度差。
經過實驗測量后,各鉛塊壓緊厚度與理論要求值偏差-0.02mm,滿足設計定義(與理論值偏差±0.05mm)。
2)面壓試驗分為兩種:
高壓試驗,用來測量缸口全波紋凸筋的面壓值,適用范圍是50-130MPa
中壓試驗,用來測量水套和油道部位半波紋凸筋的面壓值,適用范圍是10-50 Mpa
按照內燃機氣缸密封墊片技術條件的要求[3], 裝配氣缸墊和面壓感應紙,按要求擰緊氣缸蓋螺栓5min后,取出感壓紙,根據感應紙顯色的濃淡確定面壓分布情況。
圖7是某自主品牌發動機氣缸墊面壓試驗后壓印圖,可以看出,面壓感應紙上密封部位的接觸狀況良好,呈均勻色,無斷線現象,其余部位的壓印色澤基本均勻。符合面壓試驗要求。
4.4.3 產品可靠性驗證
在試制樣件完畢后,需要對氣缸墊進行密封可靠性驗證,目前國內對氣缸墊密封可靠性考核尚無專門試驗設備,只能將其裝配在發動機上進行適應性耐久實驗。目前某自主品牌發動機針對氣缸墊考核的試驗主要包括:200h冷熱沖擊試驗,500h一般耐久試驗。
5 結語
氣缸墊結構復雜,接觸介質多樣,環境溫度變化頻繁,其密封性能是評價整機可靠性的重要指標。金屬氣缸墊可以有效解決發動機在惡劣工況下的密封問題及適用于現在日趨嚴苛的排放及環保要求。本文結合實例開發,通過對氣缸墊發展方向、結構形式、密封技術、制造工藝及產品質量控制進行闡述,為今后氣缸墊結構設計及試制驗證提供參考。
參考文獻:
[1]施中堂.汽車發動機密封材料的現狀與發展方向.汽車工藝與材料, 2007年第11期 60頁.
[2]張洪超, 倪計民, 杜倩穎等. 車用發動機氣缸密封墊的密封性能研究.內燃機工程, 2011年10月 第32卷 第5期 87頁.
[3]JB/T 7762-2007,內燃機氣缸蓋墊片技術條件.
