塑性變形工藝在變形鎂合金晶粒細化中的應用
2017-03-09 02:06:18張迪林濤周吉學趙忠魁劉運騰
山東科學 2017年1期
張迪,林濤,周吉學,趙忠魁,劉運騰
(1.山東建筑大學,山東 濟南 250101;2.山東省輕質高強金屬材料重點實驗室(籌),山東省科學院新材料研究所,山東 濟南 250014;3.山東省汽車輕量化鎂合金材料工程技術研究中心,山東省科學院新材料研究所,山東 濟南 250014)
【新材料】
塑性變形工藝在變形鎂合金晶粒細化中的應用
張迪1,2,林濤2,3,周吉學2,3,趙忠魁1,劉運騰2*
(1.山東建筑大學,山東 濟南 250101;2.山東省輕質高強金屬材料重點實驗室(籌),山東省科學院新材料研究所,山東 濟南 250014;3.山東省汽車輕量化鎂合金材料工程技術研究中心,山東省科學院新材料研究所,山東 濟南 250014)
綜述了熱擠壓、軋制、大塑性變形擠壓等不同塑性變形工藝在變形鎂合金晶粒細化中的應用研究進展,認為目前變形鎂合金發展的主要瓶頸是低加工速率導致相關產品的成本居高不下,未來將通過大尺寸半連續鑄錠的多外場晶粒細化和細晶鎂合金快速加工技術等予以解決。
鎂合金;塑性變形工藝;晶粒細化;機理
鎂合金作為一種優質的結構材料,具有比重輕、比強度和比剛度高、阻尼減振降噪能力強、電磁屏蔽性和阻尼性能優異、導熱性良好以及尺寸穩定性強、易于回收利用、無污染、資源豐富等一系列優點,是減重節能、保護環境的首選材料,被譽為“21世紀的綠色工程材料”,廣泛應用于航空、航天、汽車、電子、通訊和兵器制造等行業[1]。
鎂合金按加工方式可以分為變形鎂合金和鑄造鎂合金。變形鎂合金是指可以用擠壓、軋制或鍛造等塑性成形方法加工的鎂合金,與鑄造鎂合金相比,具有更好的塑性成形能力。變形鎂合金根據能否進行熱處理強化,可以分為可熱處理和不可熱處理強化變形鎂合金兩大類。可熱處理強化變形鎂合金有MB7(AZ80)、MB15(ZK60)等,不可熱處理強化的變形鎂合金有MB1、MB2(AZ31)、MB3、MB5(AZ61)和MB8等。根據合金化學成分分類,主要可分為Mg-Al系、Mg-Zn系、Mg-Mn系、Mg-Li系和Mg-RE系等。
變形鎂合金具有的優越性能和巨大發展潛力引起了國內外的高度重視,如何進一步提高鎂合金的塑性,降低鎂合金的生產成本已成為當前鎂合金研究領域亟待解決的問題之一。目前解決此類問題的方法包括合金化改性、弱化鎂合金的基面織構以及晶粒細化等[2]。根據Hall-Petch公式[3-4],晶粒細化可以同時提高材料的塑性和強度,因而與變形鎂合金晶粒細化有關的成形工藝及理論成為當前的研究熱點。本文對塑化變形工藝在變形鎂合金晶粒細化中的應用研究現狀進行了綜述,指出了變形鎂合金晶粒細化發展面臨的問題及未來的發展方向。
1 變形鎂合金的結構及變形特性

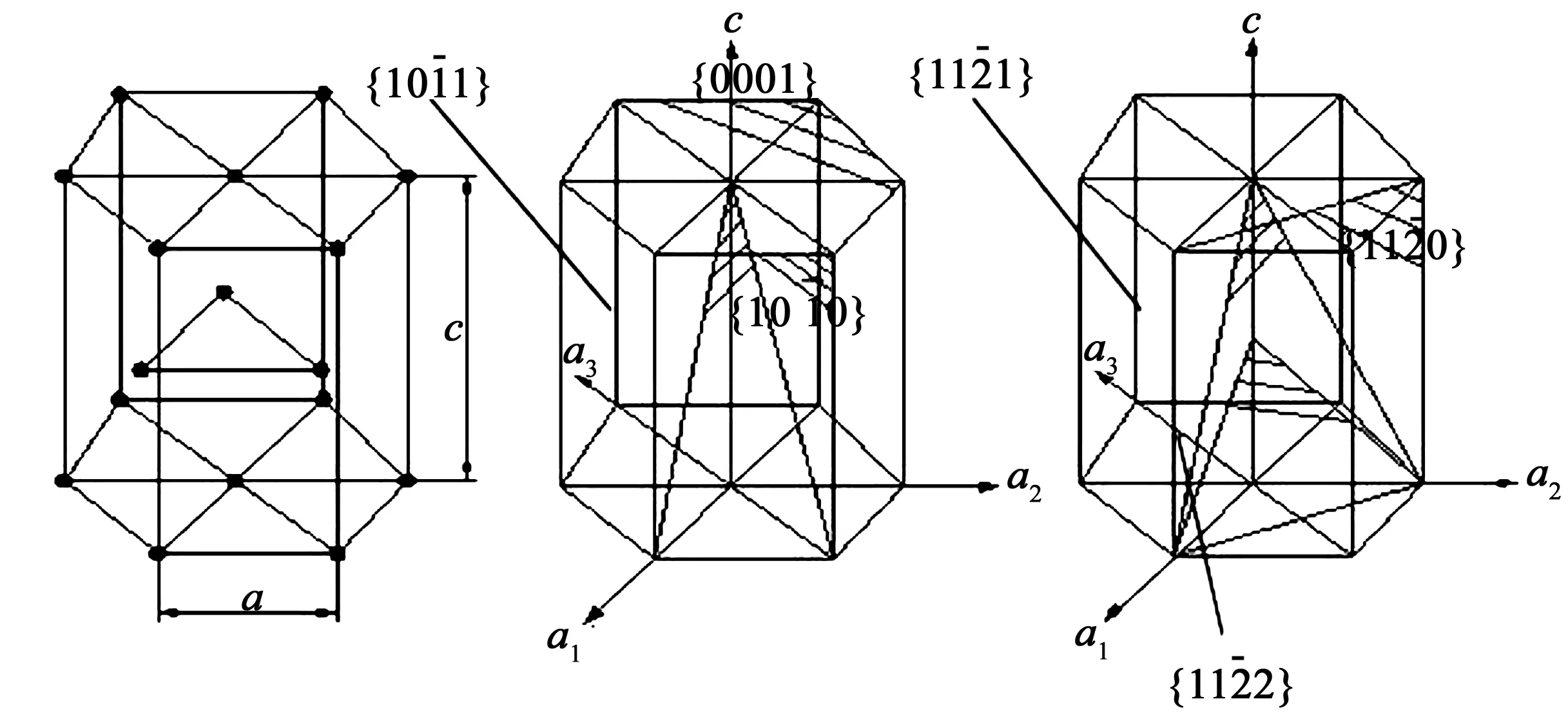
圖1 鎂的晶體結構及滑移系示意圖Fig.1 Schematic diagram of magnesium crystal structure and slip system
2 鎂合金晶粒細化機理及方法
2.1 細化機理
在室溫條件下,晶粒細化對鎂合金性能的影響主要體現在:(1)提高力學性能及塑性變形能力;(2)減少熱裂和縮松等缺陷;(3)改善鎂合金的耐腐蝕性能和加工性能[10 -12]。在提高鎂合金性能的諸多方法中,細化晶粒是目前最主要、最有效的方法,尤其對于不可熱處理的強化變形鎂合金,其作用就更為突出。
目前,晶粒細化方法可以分為物理和化學兩大類。物理方法包括形變處理細化法、物理場細化、快速冷卻法、機械物理細化法;化學方法可分為添加細化劑法與添加變質劑法。其細化機理為:
(1)控制過冷度。通過加大過冷度,增加形核率。一般金屬結晶時,過冷度越大,晶粒越細小。
(2)動態晶粒細化。通過機械或加外場等方法,加快熔體與冷凝殼的熱交換,破碎結晶前沿的骨架,產生大量結晶核,導致晶粒細化。
(3)變質處理。通過向金屬液中添加少量活性物質,促進晶核形成或改變晶核的生長過程。
(4)動態再結晶。通過動態再結晶形成細小的晶粒組織,其細化機制包括晶界弓出形核、粒子促進形核和孿晶誘導形核等。
除了形變處理細化法外的其他方法,主要應用于鑄造過程,其細化晶粒的效果最高能夠達到幾十微米至十幾微米的級別。只有形變處理方法才能使金屬材料細化到微米級甚至更小。因此,本文重點闡述不同塑性變形工藝在變形鎂合金晶粒細化中的應用研究進展。
2.2 變形工藝對晶粒細化的影響
目前,鎂合金塑性加工的相關技術主要有傳統的擠壓、軋制和近年新興的等通道轉角擠壓、往復擠壓、大比率擠壓等塑性成形工藝。通過這些成形工藝,鎂合金晶粒細化水平得到了提高,對應的力學性能也得到顯著提升。
2.2.1 熱擠壓
熱擠壓是將金屬材料加熱到再結晶溫度以上進行擠壓變形的成形技術,其細化機理是合金在擠壓過程中發生了動態再結晶[13]。根據擠壓件流出方向與施加壓力方向相同與否,擠壓可分為正擠壓和反擠壓。通過熱擠壓獲得的變形鎂合金不僅消除了鑄造缺陷,而且組織均勻、晶粒細小。
2.2.1.1 正擠壓
通過正擠壓可顯著細化鎂合金晶粒并提高鎂合金的塑性變形能力。Yang等[14]發現Mg-6Zn-1Y-1Ce鎂合金在擠壓比為12.8:1條件下,擠壓溫度為340 °C時,平均晶粒尺寸為3.3 μm,抗拉強度、屈服強度、斷后伸長率分別為336 MPa、277 MPa、14%;在擠壓溫度為300 °C,平均晶粒尺寸為2.7 μm,抗拉強度、屈服強度、斷后伸長率分別為376 MPa、327 MPa和9%。這是因為擠壓過程中發生了動態再結晶,并且由于第二相的釘扎效應阻礙了晶粒長大。上述結果也表明細化晶粒能夠顯著地提高鎂合金的屈強比(從0.82提高到0.87)。
擠壓后的鎂合金經過適當的熱處理可進一步提高其性能。Mg-8.5Gd-2.3Y-1.8Ag-0.4Zr合金于400 ℃擠壓后經T5處理可以得到最優的力學性能,晶粒尺寸約為5.0 μm,硬度、抗拉強度、屈服強度和斷后伸長率分別達到129 HV、430 MPa、391 MPa和5.2%[15]。擠壓態Mg-6Zn-0.5Er合金經過峰值時效處理后具有最佳的拉伸強度,此時合金的抗拉強度和屈服強度分別為329 MPa和183 MPa,斷后伸長率為12%[16]。

2.2.1.2 反擠壓
Cheng等[19]研究了反向擠壓對Mg-6Sn合金的組織、織構和拉伸性能的影響。研究結果表明,反向擠壓Mg-6Sn合金的晶粒尺寸、再結晶體積分數和動態析出第二相體積分數在很大程度上取決于反向擠壓參數,隨著擠壓速度和初坯料溫度的升高,合金的織構強度減弱;Mg-6Sn合金經高溫擠壓后的抗拉強度和經低溫擠壓后的AZ31合金相當,約為260 MPa;經低溫擠壓后,合金的平均晶粒尺寸可減小至4.8 μm,抗拉強度、屈服強度、斷后伸長率可達到252 MPa、194 MPa和20.5%。
程偉麗等[20]發現在250 °C下對Mg-8Sn-1Al-1Zn合金進行反擠壓可有效細化鎂合金的晶粒及提高鎂合金的性能,在反擠壓過程中,通過動態再結晶可將大部分粗大晶粒轉變為平均晶粒尺寸為1.92 μm的細小的等軸晶,其室溫抗拉屈服強度和壓縮屈服強度分別可達285 MPa和260 MPa,合金的拉伸/壓縮屈服點比率R高達0.91,通過細化晶粒顯著削弱了鎂合金固有的拉壓不對稱性問題。
從熱擠壓的相關研究可以看出,合金化的鎂合金采用優化的擠壓工藝參數(擠壓比、擠壓溫度等),可以通過動態再結晶機制獲得組織為微米級的擠壓材。由于合金化的原因,變形鎂合金基體中存在大量第二相,在擠壓過程中其周圍容易產生位錯纏結的高儲能區,由此產生典型的粒子促進形核,新晶粒在第二相釘扎效應下長大過程受到抑制從而細化。晶粒細化后不僅可以顯著提高變形鎂合金的強度與塑性,提高材料的屈強比,還可以弱化變形鎂合金的基面織構,降低材料的拉壓不對稱性。
2.2.2 軋制
軋制是使金屬坯料通過一對旋轉軋輥的間隙,因受軋輥的壓縮而截面減小、長度增加的壓力加工方法。熱軋是目前生產鎂合金板材的主要成形技術,但為了提高鎂合金板材性能還開發了一些特殊軋制成形技術,如異步軋制等。
2.2.2.1 熱軋
在鎂合金再結晶溫度以上進行軋制時,可通過回復和動態再結晶過程形成細小的新晶粒來提高其塑性成形能力。熱軋對鎂合金晶粒的細化程度受軋制溫度、變形程度和軋制道次等因素的影響。變形量一定時,AZ31合金隨軋制溫度的升高,晶粒呈長大趨勢。在330 °C軋制時,鎂合金具有較好的綜合性能,并且隨道次變形量的加大、軋制道次的增加,鎂合金晶粒呈減小趨勢,在經3個變形量均為40%的道次軋制后,板材的平均晶粒尺寸由原鑄錠的120 μm細化至3 ~4 μm,硬度值由原鑄錠的23.8 HRA提高到36.5 HRA[21]。
在一定的軋制道次范圍內,鎂合金晶粒尺寸隨著軋制道次的增加而減小。AZ31鎂合金經過5軋制道次后,晶粒尺寸可減少至約5 μm,抗拉強度、屈服強度、拉伸斷裂應變分別由初始的190 MPa、50 MPa、0.13提高至280 MPa、211 MPa、0.28[22]。ZK60鎂合金經6道次軋制后,晶粒尺寸可由鑄態時的278 μm細化至終軋板時的7.2 μm,其抗拉強度約為307 MPa,屈服強度約為202 MPa,斷后伸長率也提高到21%~25%[23]。
軋制工藝在細化鎂合金晶粒的同時還會引起織構的變化。在823 K下對工業用AZ31鎂合金板材進行了約70%壓下量的單道次軋制,剪切帶中再結晶晶粒尺寸在0.4 ~1 μm之間,晶粒發生顯著細化。板材中部的織構為基面織構,在軋制變形前后織構強度未發生明顯改變;然而,板材表面織構經過軋制后轉變成雙峰織構,基面沿板材橫向發生傾轉,雙峰織構的相對強度為26.6,明顯高于板材中部織構強度8.7,板材表面硬度也高于板材中部的硬度79 HV,為83.5 HV[24]。
2.2.2.2 異步軋制
異步軋制是一種上下工作輥表面線速度不等的新軋制工藝(圖2)。目前,有關鎂合金異步軋制的研究大都集中在異速比較低的情況(<1.3),高異速比軋制鮮有涉及。異步軋制不僅能在軋制過程中產生織構,而且對鎂合金晶粒細化具有明顯的效果。在300 °C,上下軋輥速比為1.125時,對AZ31鎂合金一道次38%壓下率軋制后,可獲得均勻分布的細小等軸晶粒,平均晶粒直徑可細化至2.8 μm,抗拉強度為328 MPa,斷后伸長率為26.5%[25]。有實驗證明,適當提高軋制異速比和道次壓下率能夠顯著提高異步軋制的細化能力,其中異速比為1.3時,細化晶粒效果最佳;當異速比過高時,軋輥與軋件會產生相對滑動,導致晶粒細化效果降低。異步軋制具有良好晶粒細化效果的主要原因是剪切作用提高了鎂合金中孿晶數量及分布均勻程度,使位錯纏結被“切碎”,畸變能得以更均勻地分布于變形體內[26]。
從變形鎂合金軋制的相關研究可以看出,研究材料主要集中在商用牌號AZ31和ZK60,經過優化的道次壓下量、軋制溫度和異速比等工藝控制,軋板組織也可以細化到微米級。軋制變形過程中的剪切作用導致孿晶的開動,由此產生了典型的孿晶誘導形核的動態再結晶,由于合金中第二相相對較少,無法對晶粒長大進行釘扎,因此,一般通過較低變形溫度來限制晶粒長大。晶粒細化后鎂合金板材的基面織構得到不同程度的弱化,進而提高了板材的強度與塑性。
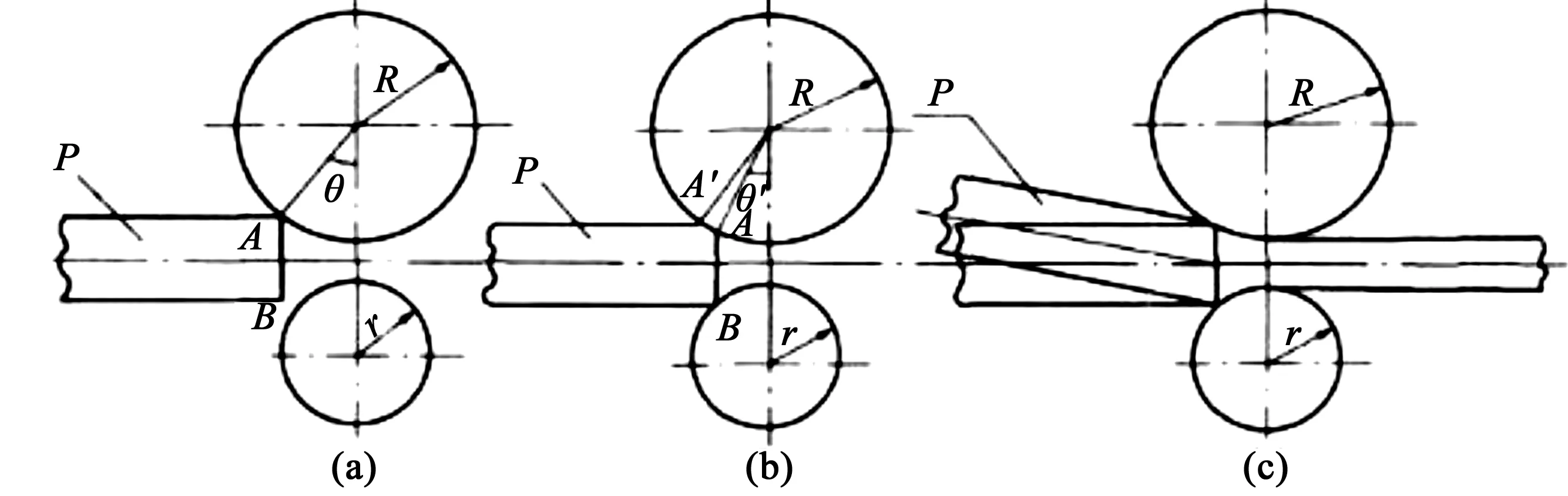
圖2 異步軋制示意圖[27]Fig.2 Schematic diagram of asynchronous rolling
2.2.3 大塑性變形擠壓
大塑性變形擠壓是指材料處于較低的溫度環境中,在大的外部應力作用下發生劇烈塑性變形,從而將材料的晶粒尺寸細化至微米、亞微米或更小尺寸的一種工藝。近年來新出現的大塑性變形擠壓成形技術有往復擠壓、等通道轉角擠壓(ECAP)、大比率擠壓等,經過技術的不斷完善,逐步成為鎂合金塑性成形研究的熱點。
2.2.3.1 往復擠壓
往復擠壓是一種集擠壓和墩粗于一體的大塑性變形工藝,可以有效細化鎂合金晶粒。Wang等[28]通過往復擠壓變形來細化AM60B鎂合金的組織,發現隨著往復擠壓道次的增加,組織得到明顯細化;但是晶粒細化到一定的程度后,進一步擠壓變形也很難使組織得到明顯的細化。經二道次變形后,合金的硬度、抗拉強度、屈服強度和斷后伸長率分別可由鑄態的62.3 HB、201 MPa、64 MPa和11%提高至72.2 HB、286.3 MPa、183.7 MPa和14%;經四道次擠壓變形后,其硬度、抗拉強度、屈服強度和斷后伸長率分別可達73.5 HB、297 MPa、196 MPa和16%。
Mg-4Al-4Si合金經過往復擠壓8道次后,Mg2Si顆粒尺寸可由鑄態下的120 μm減小至2 μm,α-Mg基體晶粒尺寸可由鑄態下的50 μm減小至8 μm。合金的極限抗拉強度、屈服強度和斷后伸長率分別由鑄態的108.8 MPa,72.3 MPa,2.6%提高至251.7 MPa、210.5 MPa和14.8%[29]。通過往復擠壓可顯著地細化晶粒, AZ31鎂合金在225 °C經過往復擠壓3道次,能獲得晶粒尺寸為0.62 μm的超細晶AZ31鎂合金[30]。
2.2.3.2 等通道轉角擠壓
等通道轉角擠壓又稱等徑角擠壓,是一種利用機械剪切和動態再結晶的綜合作用,使傳統的鑄錠均質化、細晶化的新技術。如圖3所示,該技術通過采用一種圓角的L形擠壓器,在擠壓時使原料旋轉一定角度,產生很大的切變,將亞晶粒轉變為一系列大角度晶界,從而獲得細晶組織。等通道轉角擠壓的晶粒細化機制是一種非均勻的動態再結晶形核并長大的過程,其中起到關鍵作用的是孿晶;擠壓過程中動態再結晶主要是在孿晶界或晶界上形核并長大,從而對原始組織中的大晶粒進行了“分割”,形成雙模態晶粒結構,使晶粒得到細化[32]。
何運斌等[33]發現ZK60鎂合金的最佳等通道轉角擠壓溫度范圍為210~240 °C,在此溫度范圍內進行等通道轉角擠壓能獲得較好的晶粒細化效果。在240 °C對ZK60合金進行4道次等通道轉角擠壓后,晶粒可細化至2.8 μm;但是超過4道次后,合金的細化效果明顯減弱。通過擠壓的Mg-1Zn-2Nd合金晶粒甚至可以達到亞微米級別,晶粒直徑細化至300 ~400 nm,在300 °C時的斷后伸長率最大為381.8%[34]。Mg-12Gd-3Y-0.5Zr合金在擠壓溫度接近0.5Tm時,經過4道次等通道轉角擠擠壓,平均晶粒尺寸也可達到亞微米級別,為500 nm左右,其抗拉強度、屈服強度、斷后伸長率分別可達355 MPa、293 MPa、13.5%[35]。
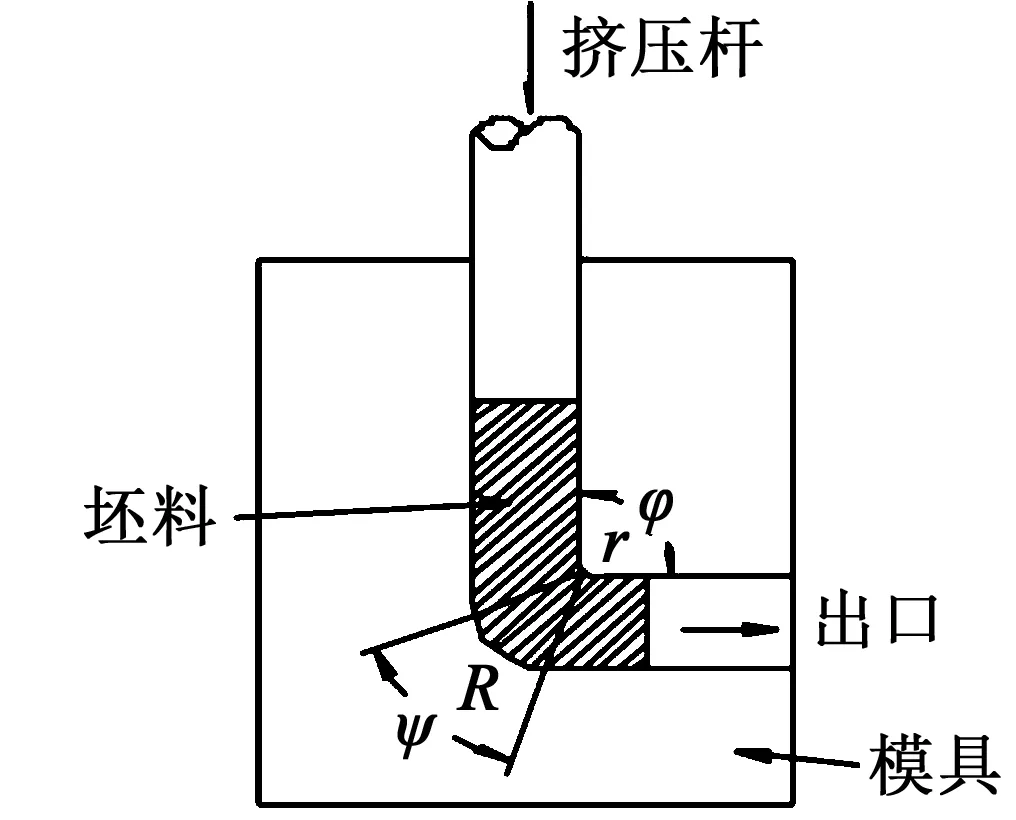
圖3 等通道轉角擠壓示意圖[31]Fig.3 Schematic diagram of ECAP
等通道轉角擠壓不可能無限制地細化晶粒,當擠壓到一定道次后,晶粒尺寸會趨于穩定,不再細化。但是,進一步擠壓可以使晶粒大小變得更加均勻。等通道轉角擠壓對鎂合金的細化效果還受合金元素的影響,隨著鎂合金中合金元素含量的增加,擠壓后晶粒相對要小些[36]。
2.2.4 大比率擠壓
大比率擠壓與傳統擠壓不同,其擠壓比遠遠大于傳統擠壓,通常為100∶1。擠壓時由于擠壓比較大,晶粒會被拉長以致斷裂成微小的顆粒,晶粒之間的摩擦會進一步地加劇破碎過程,而且彌散分布的第二相質點也會阻礙晶粒長大,從而獲得細小晶粒使組織得到細化。實驗證明,大比率擠壓對鎂合金晶粒具有明顯的細化作用,鑄態坯的抗拉強度、屈服強度、斷后伸長率分別為86 MPa、24 MPa、4.8%,經過一次擠壓后,粗大的鑄態晶粒可細化至35 μm,抗拉強度、屈服強度、斷后伸長率提高至189 MPa、84 MPa、12%;所得棒材經再次擠壓,晶粒再次得到細化,平均晶粒尺寸可達9 ~10 μm,抗拉強度、屈服強度、斷后伸長率分為199 MPa、124 MPa、10.7%[37]。
變形鎂合金的大塑性變形,雖然可以通過孿晶誘導形核等動態再結晶機制將材料的晶粒尺寸細化到微米甚至亞微米尺寸,大幅提高材料的強度和塑性,但因變形溫度較低,且低溫變形條件下鎂合金比鋁合金等的變形抗力更強,造成設備的能耗和對模具的磨損更大,以致于大塑性變形得到的產品尺寸一般較小。這兩方面原因限制了大塑性變形工藝的大規模工業化應用,因而需要進一步開發新的塑性成形工藝加工細晶的變形鎂合金產品。
3 存在問題與發展方向
3.1 存在問題
近年來,變形鎂合金晶粒細化工作逐漸受到國內外學者的重視,相關研究取得了大量的研究成果,變形鎂合金產品也開始在汽車、電子等領域得到初步應用。然而,由于變形鎂合金的發展歷史較短,加之鎂合金固有的密排六方結構難以在常溫進行塑性加工,現階段的塑性變形工藝及其研究還存在許多不足。
(1)變形鎂合金牌號很少。成熟的變形鎂合金只有十幾個牌號,主要有Mg-Al-Zn系列、Mg-Zn-Zr系列和Mg-RE系列等,而GBT3190—2008變形鋁及鋁合金化學成分[38]中鋁合金牌號有273個,因此,較少的變形鎂合金牌號無法滿足大規模推廣應用的需求,同時也制約了鎂合金晶粒細化相關研究的開展。
(2)缺乏先進的低成本、低能耗大直徑鎂合金半連續鑄錠細晶技術。這從變形鎂合金坯料或源頭上制約了后續擠壓、軋制相關技術和產品的研發。
(3)缺乏高效率、低成本的鎂合金塑性加工技術。大尺寸、超薄和復雜鎂合金產品生產成套技術還不完善。另外,一些現有的晶粒細化技術(如等通道轉角擠壓等)加工的產品尺寸較小,延緩了細晶變形鎂合金的大規模工業化應用。
(4)鎂合金晶粒細化后二次變形中組織與變形工藝的關系及相關變形機制研究還不深入。尤其是鎂合金晶粒細化到微米及亞微米尺度時,相關變形機理研究還不多見。
3.2 發展方向
隨著變形鎂合金相關研究的深入開展,鎂合金晶粒細化工藝及后續加工技術將有著更為廣闊的發展空間。
(1)開發高強度、高韌性、高塑性的變形鎂合金新牌號,并開展相應的強韌化機理及晶粒細化組織調控研究。
(2)開展多外場(電磁場和超聲外場)作用于鎂合金的大尺寸半連續鑄造技術研究,加強對熔體凝固過程的控制,獲得比較理想的凝固條件,以達到從鑄錠階段減小晶粒尺寸、均勻化組織進而提高鎂合金力學性能的目的。
(3)開展不同晶粒度高溫快速成形過程中塑性變形機理研究。分析微米及亞微米尺度鎂合金晶粒的變形機理,建立組織、織構與力學性能關系的數學模型,為細晶鎂合金熱加工提供理論指導,進而提高生產效率、降低成本。
(4)開發細晶變形鎂合金快速塑性加工工藝。重點在預變形工藝和等截面多道次重復變形工藝領域開發新技術,開展相關技術的變形機理研究,探討變形過程中組織和織構的演變規律。
(5)開發大尺寸、薄壁細晶鎂合金產品生產技術,拓展變形鎂合金的應用領域。開展相應加工工藝的有限元模擬,實現對變形鎂合金細晶組織與性能的調控。
[1]徐紹勇, 龍思遠, 曹鳳紅. 熱處理對擠鍛復合成形AZ61鎂合金組織與性能的影響[J]. 熱加工工藝, 2010, 39(24):199-203.
[2]BETTLES C,BARNETT M. Advances in wrought magnesium alloys[M]. Cambridge,UK:Woodhead Publishing, 2012.
[3]HALL E O. The deformation and ageing of mild steel: iii discussion of results[J]. Proceedings of the Physical Society, Section B, 1951, 64(9):747-753.
[4]PETCH N J. The cleavage strength of polycrystals[J]. J Iron Steel Inst, 1953, 174:25-28.
[5]SONG C J, HAN Q Y, ZHAI Q J. Review of grain refinement methods for as-cast microstructure of magnesium alloy[J]. China Foundry, 2009, 6(2):93-103.
[6]嚴凱, 孫揚善, 白晶,等. ECAP對粗晶AZ31鎂合金的晶粒細化機制的影響[J]. 熱加工工藝, 2011, 40(10):70-73.
[7]WANG S R, SONG L H, KANG S, et al. Deformation behavior and microstructure evolution of wrought magnesium alloys[J]. Chinese Journal of Mechanical Engineering, 2013, 26(3):437-447.
[8]應韜. ECAP變形對AZ91鎂屑固相成形材料顯微組織與力學性能的影響[D]. 哈爾濱:哈爾濱工業大學, 2009.
[9]夏翠芹, 劉平, 任鳳章,等. 細晶變形鎂合金的研究進展[J]. 材料導報, 2006, 20(9):89-92.
[10]萬迪慶, 袁艷平, 周新建. 高強鎂合金組織細化方法研究現狀[J]. 材料導報, 2015, 29(9):76-80.
[11]李玉娟, 湯愛濤. 鎂合金晶粒細化的研究進展[J]. 材料導報, 2013, 27(17):125-130.
[12]高聲遠, 張志強, 樂啟熾,等. MgCO3在AZ31鎂合金中的細化效果及機理[J]. 材料科學與工藝,2011,19(3):49-52.
[13] LEIL T A, HORT N, DIETZEL W, et al. Microstructure and corrosion behavior of Mg-Sn-Ca alloys after extrusion[J]. Transactions of Nonferrous Metals Society of China, 2009, 19(1):40-44.
[14] YANG W P, GUO X F. A high strength Mg-6Zn-1Y-1Ce alloy prepared by hot extrusion[J]. Journal of Wuhan University of Technology(Materials Science Edition), 2013, 28(2):389-395.
[15] ZHOU H, WANG Q D, CHEN J, et al. Microstructure and mechanical properties of extruded Mg-8.5Gd-2.3Y-1.8Ag-0.4Zr alloy[J]. Transactions of Nonferrous Metals Society of China,2012,22(8):1891-1895.
[16] LIU K , WANG Q F, DU W B, et al. Microstructure and mechanical properties of extruded Mg-6Zn-xEr alloys[J]. Transactions of Nonferrous Metals Society of China, 2013, 23(10):2863-2873.
[17] 呂濱江, 彭建, 童小山,等. 擠壓溫度對Mg-2.0Zn-0.3Zr-0.9Y新型鎂合金組織和性能的影響[J]. 稀有金屬材料與工程, 2013, 42(4):841-844.
[18] 梁書錦, 王欣, 劉祖巖,等. AZ31鎂合金不同溫度擠壓后組織性能研究[J]. 稀有金屬材料與工程, 2009, 38(7):1276-1279.
[19] CHENG W L, HUO R, TIAN Q W, et al. Dependence of microstructure, texture and tensile properties on working conditions in indirect-extruded Mg-6Sn alloys[J]. Rare Metal Materials & Engineering, 2015, 44(9):2132-2137.
[20] 程偉麗, 霍瑞, 陸楊婕,等. 超細晶反擠壓Mg-8Sn-1Al-1Zn合金的組織和性能[J]. 稀有金屬材料與工程, 2014,43(11):2824-2828.
[21] 陳維平, 陳宛德, 詹美燕,等. 軋制溫度和變形量對AZ31鎂合金板材組織和硬度的影響[J]. 特種鑄造及有色合金, 2007, 27(5):338-341.
[22] MIAO Q, HU L X, SUN H F, et al. Grain refining and property improvement of AZ31 Mg alloy by hot rolling[J]. Transactions of Nonferrous Metals Society of China, 2009, 19(S2):s326-s330.
[23] WANG X, CHEN W Z, HU L X, et al. Microstructure refining and property improvement of ZK60 magnesium alloy by hot rolling[J]. Transactions of Nonferrous Metals Society of China, 2011, 21(S2):s242-s246.
[24] GUO F, ZHANG D F, YANG X S, et al. Microstructure and texture evolution of AZ31 magnesium alloy during large strain hot rolling [J]. Transactions of Nonferrous Metals Society of China, 2015, 25 (1): 14-21.
[25] 丁茹, 王伯健, 任晨輝,等. 異步軋制AZ31鎂合金板材的晶粒細化及性能[J]. 稀有金屬, 2010, 34(1):34-37.
[26] 孟強, 蔡慶伍, 江海濤,等. 異步軋制對AZ31鎂合金靜態再結晶及晶粒細化的影響[J]. 北京科技大學學報, 2011, 33(1):47-52.
[27] 張文玉, 劉先蘭. 異步軋制技術及其在鎂合金中的應用[J]. 鍛壓技術, 2008, 33(2):1-5.
[28] WANG L P, CHEN T, JIANG W Y, et al. Microstructure and mechanical properties of AM60B magnesium alloy prepared by cyclic extrusion compression[J]. Transactions of Nonferrous Metals Society of China, 2013, 23 (11):3200-3205.
[29] 宋佩維. 往復擠壓Mg-4Al-4Si鎂合金的顯微組織與力學性能[J]. 中國有色金屬學報, 2012, 22(7):1863-1870.
[30] CHEN Y J, WANG Q D, LIN J B, et al. Grain refinement of magnesium alloys processed by severe plastic deformation[J]. Transactions of Nonferrous Metals Society of China, 2014, 24 (12): 3747-3754.
[31] 符韻, 魯美琪, 陳毅挺,等. 等徑道角擠壓工藝對鑄態AZ91D鎂合金組織的影響[J]. 精密成形工程, 2014,6(5):64-68.
[32] 嚴凱, 孫揚善, 白晶,等. ECAP對粗晶AZ31鎂合金的晶粒細化機制的影響[J]. 熱加工工藝, 2011, 40(10):70-73.
[33] 何運斌, 潘清林, 劉曉艷,等. ECAP法制備細晶ZK60鎂合金的微觀組織與力學性能[J]. 材料工程, 2011(6):32-38.
[34] 李英杰, 張秀芝, 李鋒,等. 等通道轉角擠壓Mg-1Zn-2Nd合金的力學性能[J]. 特種鑄造及有色合金, 2010, 30(5):408-411.
[35] YANG H J , AN X H, SHAO X H, et al. Enhancing strength and ductility of Mg-12Gd-3Y-0.5Zr alloy by forming a bi-ultrafine microstructure[J]. Materials Science and Engineering A, 2011, 528(13/14):4300-4311.
[36] 張金龍,趙西成,謝輝. 鎂合金等徑角擠壓組織細化及演變機理[J].西安航空學院學報,2014,32(5):30-34.
[37] SUN H F, LI C J, XIE Y, et al. Microstructures and mechanical properties of pure magnesium bars by high ratio extrusion and its subsequent annealing treatment[J]. Transactions of Nonferrous Metals Society of China, 2012, 22(12):4667-4677.
[38] 中華人民共和國國家質量監督檢驗檢疫總局,中國國家標準化管理委員會.GBT3190—2008變形鋁及鋁合金化學成分[S].北京:中國標準出版社,2008.
Recent developments in grain refinement through plastic deformation for wrought magnesium alloy
ZHANG Di1,2, LIN Tao2,3,ZHOU Ji-xue2,3, ZHAO Zhong-kui1, LIU Yun-teng2*
(1.Shandong Jianzhu University, Jinan 250101,China ; 2. Shandong Provincial Key Laboratory for High Strength Lightweight Metallic Materials (in preparation), Advanced Materials Institute, Shandong Academy of Sciences,Jinan 250014,China;3. Shandong Engineering Research Center for Lightweight Automobiles Magnesium Alloys, Advanced Materials Institute, Shandong Academy of Sciences,Jinan 250014,China)
∶In this paper, the applications of different various plastic deformation processing, such as hot extrusion, rolling and large plastic deformation, on grain refinement of wrought magnesium alloy were reviewed systematically. The high cost of related products caused by low processing speed has been regarded as one of the main factors limiting the development of wrought magnesium alloys. But in the future, this problem can be solved by semi-continuous casting preparation of large size using multi-outfield and rapid processing of fine grained magnesium alloys.
∶magnesium alloys;wrought;grain refinement;mechanism
2016-07-01
山東省自然科學基金(ZR2015EQ019)
張迪(1990—),男,碩士研究生,研究方向為鎂合金塑性成形。
*通信作者,劉運騰(1980—),男,副研究員,博士,研究方向為鎂合金塑性成形。E-mail: liu_yunteng@126.com
TG146.2
A
1002-4026(2017)02-0033-08
10.3976/j.issn.1002-4026.2017.01.007
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
