熱風非織造材料生產(chǎn)線中分切機的技術改造和工藝優(yōu)化
2017-03-09 02:57:40
產(chǎn)業(yè)用紡織品 2017年11期
河北維嘉無紡布有限公司, 河北 石家莊 050500
1 熱風非織造材料的生產(chǎn)及應用概況
非織造技術是源于紡織但又超越了紡織的一門材料加工技術。不同的非織造技術都有著各自的工藝原理,但從宏觀角度來說,其基本原理是一致的,工藝過程大體可概括為纖維選擇→成網(wǎng)→纖網(wǎng)加固→后整理[1]。
熱風非織造材料是眾多非織造材料中的一種,由干法成網(wǎng)中的機械梳理成網(wǎng)再經(jīng)熱熔黏合工藝加工而成。它主要以ES復合短纖維(即PP/PE組分的纖維)[2]為原料,通過喂入、混合、開松、梳理等工序,使塊狀或團狀的纖維分梳成具有一定密度且網(wǎng)面均勻的纖網(wǎng),然后利用化學纖維普遍具有的熱塑性,通過熱風烘箱定型,使纖網(wǎng)受熱,部分纖維熔融,纖維間產(chǎn)生粘連,再經(jīng)冷卻后得到熱風非織造材料。熱風非織造材料工藝流程一般為A、B開包機(角釘式、自動稱重)→一道開松機(刀片式)→二道開松機(鋸齒針布)→末道給棉箱→負壓棉箱→雙錫林雙道夫梳理機→梳出平簾→圓網(wǎng)(平網(wǎng))熱風烘箱→定型機→卷取機→分切機→纏繞打包。
目前,熱風非織造材料主要應用于一次性婦幼衛(wèi)生用品領域,具體有婦女衛(wèi)生巾(護墊)的面層、拒水隔邊及導流層,嬰兒紙尿褲的面層、復合底層、導流層及復合芯體等。近年,隨著經(jīng)濟的快速發(fā)展和人民生活水平的提高,一次性衛(wèi)生用品市場迅猛發(fā)展。尤其是2010年后,隨著人們健康理念的變化,婦女衛(wèi)生巾市場在穩(wěn)步增長的同時,嬰兒紙尿褲的需求量越來越大,成人紙尿褲的市場也潛力驚人,這些都直接促進和帶動了作為上游的衛(wèi)生材料用熱風非織造材料行業(yè)的發(fā)展。
且衛(wèi)生用品的面層由于直接與人體接觸,還需兼具液體滲透性好、反滲小、潔凈透氣、體感舒適、安全衛(wèi)生等特性,所以在熱風非織造材料眾多應用中,對衛(wèi)生材料用熱風非織造材料的品質要求最高。下文將主要以面層用熱風非織造材料為例進行探討。
2 分切機在熱風非織造材料生產(chǎn)中的重要性
在熱風非織造材料的生產(chǎn)中,分切機擔負著分切和成卷兩大作用:分切是將卷取機卷好的整幅布,分切成一定幅寬的產(chǎn)品;成卷是在分切過程中,將切好的非織造布卷成一定卷長和直徑、切面整齊、布幅尺寸穩(wěn)定的布盤。分切機性能的高低、工藝參數(shù)的是否合理,對熱風非織造材料產(chǎn)品的外觀質量影響很大。
在FZ/T 64005—2011《衛(wèi)生用薄型非織造布標準》中,非織造材料的等級劃分主要依據(jù)有兩大項,外觀性能指標就是其中之一(表1)。
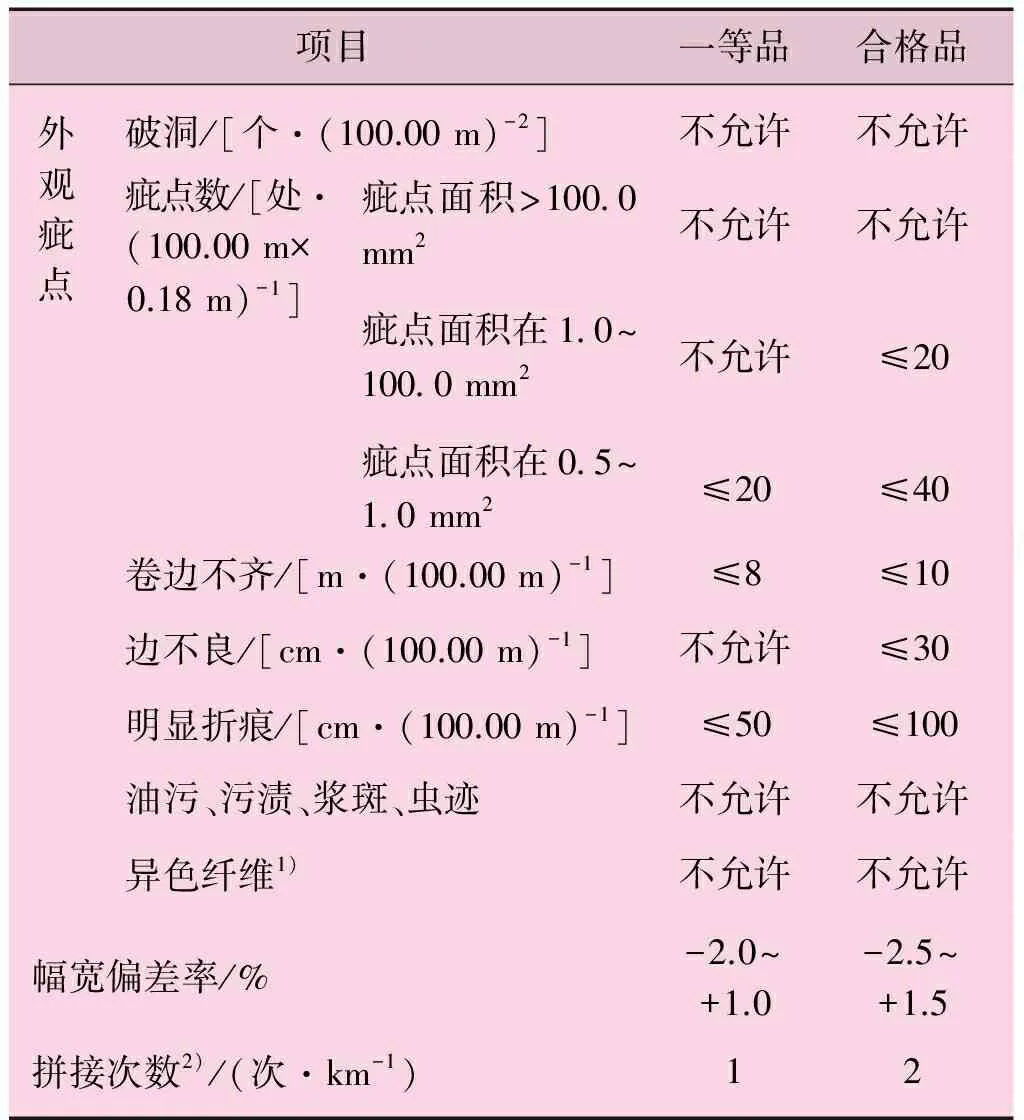
表1 外觀質量分等規(guī)定[3]
注:1) 異色纖維是指與主體原料顏色有差異的纖維;
2) 拼接的最短長度不小于200.00 m
表1中,卷邊不齊、邊不良、明顯折痕、幅寬偏差率及拼接次數(shù)等各項指標,均和分切機的運行是否穩(wěn)定、性能是否滿足產(chǎn)品分切要求直接相關。分切機不僅決定著下游用戶的生產(chǎn)過程是否穩(wěn)定,同時關乎著終端產(chǎn)品的品質:
(1) 卷邊不齊和邊不良會造成下游生產(chǎn)時廢片增加,嚴重者甚至無法使用;
(2) 明顯折痕會造成次品、廢品;
(3) 幅寬太窄會造成用戶無法使用,太寬又會使成本增高;
(4) 拼接次數(shù)太多會造成后續(xù)生產(chǎn)中被迫停機,效能下降。
因此,在實際的生產(chǎn)中,許多國內龍頭企業(yè)都在表1的基礎上,對企業(yè)標準進行了細化,如在外觀指標中增加了圓柱度、端面平整率、卷徑、厚度等,對分切提出了更高要求。
3 我國非織造材料生產(chǎn)線中分切機的發(fā)展歷程
20世紀80年代,婦女衛(wèi)生巾在中國出現(xiàn),顛覆了人們的消費習慣,開創(chuàng)了衛(wèi)生用品新時代。在市場需求的引領下,我國衛(wèi)生材料用非織造材料生產(chǎn)線經(jīng)歷了從無到有的發(fā)展,生產(chǎn)線中的分切機也大致經(jīng)歷了3個發(fā)展階段。
3.1 20世紀80年代初—2000年
這一階段,衛(wèi)生材料用非織造生產(chǎn)設備大多以從我國臺灣引進的設備為主,也包括少量的從日本及歐洲引入的生產(chǎn)線。產(chǎn)品主要是短纖梳理成網(wǎng)熱軋非織造布。這類產(chǎn)品依靠軋輥(一般為1個刻花輥和1~2個光輥)加壓熱黏而成,故布面有明顯的黏合點,材料密度大、布質薄,如面密度為20 g/m2的熱軋非織造布厚度一般為0.3~0.5 mm(依據(jù)《FZ/T 60004—1991非織造布厚度的測定》),但表面柔軟度和滑爽度一般,無蓬松,幾乎無回彈性,且斷裂伸長率低。因此,在分切與成卷時,相貼合的兩層非織造布之間不易產(chǎn)生滑移,成卷切面平齊,里層和外層尺寸無明顯差異,且卷緊很容易。這一時期的分切機,結構相對較簡單,加之當時的衛(wèi)生巾多為直條式,所以分切機能滿足絕大部分客戶要求。
3.2 2001—2008年
這一階段,隨著衛(wèi)生用品市場的快速發(fā)展,我國江蘇常熟、山東青島、河南鄭州等地的眾多企業(yè)相繼研發(fā)出具有自主知識產(chǎn)權的非織造設備。產(chǎn)品仍以熱軋非織造布為主,但熱風工藝已嶄露頭角,熱風非織造材料市場份額開始逐步擴大。這一時期的熱風非織造材料原料多為普通ES纖維,其特性是布面無軋點,布質較蓬松,且柔軟度和表面滑爽度相較于熱軋非織造材料有一定的提升。此階段的分切機仍以原熱軋非織造材料用分切機或改良機型為主,也有一些廠家消化吸收了部分國外的分切機技術,研制出適用于分切普通ES纖維熱風非織造材料的分切機。
3.3 2010年至今
隨著經(jīng)濟的快速發(fā)展,衛(wèi)生用品已從簡單的婦幼衛(wèi)生用品(如衛(wèi)生巾、護墊、嬰兒隔尿巾等)向高檔衛(wèi)材(如更高端的衛(wèi)生巾、嬰兒紙尿褲、拉拉褲、成人紙尿褲及功能性衛(wèi)生護理用品)發(fā)展,應用越來越廣。而高端衛(wèi)材對熱風非織造材料的要求體現(xiàn)在:
(1) 產(chǎn)品追求舒適性和“零觸感”,表層用非織造材料要求手感更柔軟、觸感更滑爽、視覺更細膩;
(2) 嬰兒紙尿褲類產(chǎn)品的底層要求保持一定的蓬松度,面層要求滲透快、反滲小,這就要求非織造材料在生產(chǎn)時要注重布的手感和蓬松度,分切成卷時松緊要適中;
(3) 從下游產(chǎn)品加工角度看,除了要保證成卷外觀質量外,更要注重里外尺寸的穩(wěn)定性,要求幅寬差異小;
(4) 為適應高速機的生產(chǎn),生產(chǎn)卷徑由原來的580.0~600.0 mm普遍增大到750.0~800.0 mm,以減少換卷次數(shù)。
此外,人們對這類產(chǎn)品的安全性、功能性、舒適性提出了更高的要求。各纖維原料廠家為滿足市場需求,紛紛加大了研發(fā)力度,相繼推出超柔纖維(PE/PET纖維)、超柔增白纖維、超細纖維(1.110~1.667 dtex)等各種高檔、差異化的功能性纖維。由這些纖維生產(chǎn)的產(chǎn)品具有柔軟、蓬松、表面滑爽等優(yōu)點,但斷裂伸長大、易變形、尺寸穩(wěn)定性差。
此階段,國產(chǎn)分切機雖在機型上有所改進,如放卷采用張力全自動閉環(huán)控制、采用雙摩擦軸單獨傳動、選用固定缸和壓布缸雙加壓方式等,但因我國熱風非織造材料生產(chǎn)設備企業(yè)在初期一直把研究的重點放在梳理和烘箱兩方面,注重于梳理機的高速高產(chǎn)、梳理的棉網(wǎng)品質及烘箱技術的改良,對分切成卷沒有投入足夠的人力、物力、財力,造成了目前使用的分切機往往不能達到現(xiàn)有高端衛(wèi)材所要求的上述分切質量。
4 我國熱風非織造生產(chǎn)線中分切機存在的問題及影響
以河北維嘉無紡布有限公司2013年購進的國產(chǎn)圓網(wǎng)熱風非織造生產(chǎn)線所配備的分切機為例,探討我國熱風非織造生產(chǎn)線中分切機存在的問題及影響。
4.1 存在的問題
購進的分切機結構示意如圖1所示。
如圖1所示,分切機的工藝流程為磁粉制動器控制放卷→導輥→張力輥→擴展輥→切刀分切→雙軸(主軸和副軸)摩擦成卷,其存在的問題:
(1) 卷取采用雙軸單獨傳動,故只能依靠同步控制器保持主軸和副軸的固定轉速比,無法實現(xiàn)線性調整;
(2) 熱風非織造材料的張力依靠張力傳感器+張力控制器+磁粉制動器的方式加以控制,控制精度不高;
(3) 卷布軸兩端采用固定氣缸加壓固定、布卷成卷采用壓布輥加壓,但固定氣缸的壓力和壓布輥的壓力不能自動跟蹤調整,故無法實現(xiàn)線性控制;
(4) 人機交互界面不能實現(xiàn)參數(shù)的設定和控制。
4.2 影響
這種分切機對產(chǎn)品造成的影響:
(1) 布盤內外張力分布不均勻,易造成產(chǎn)品最外層寬度尺寸達標時內層尺寸偏大。以嬰兒紙尿褲用增白超柔產(chǎn)品(幅寬145.0 mm,面密度23 g/m2)的生產(chǎn)為例,幅寬誤差要求為±2.0 mm,實測外層幅寬合格,但經(jīng)破壞性試驗切割測量發(fā)現(xiàn),越往芯層尺寸逐漸變大,最里層幅寬在150.0~152.0 mm。這既增加了用戶生產(chǎn)成本,又造成了產(chǎn)品品質隱患,如側漏、復合尺寸錯位等,影響最終產(chǎn)品品質。
(2) 切邊易脫落(圖2)并卷入產(chǎn)品中,造成該盤產(chǎn)品切面不齊而導致降等,嚴重者會導致卡軸、被迫停車等,致使整軸布斷頭或分切不齊。
(3) 因張力分布不合理,內松外緊,造成內層打折或端面菊花芯(圖3)。

圖3 端面菊花芯
(4) 布軸兩端容易跑軸脫盤或凸出呈圓弧狀(圖4),導致用戶無法使用,廢品率增加。
圖4 圓弧狀端面
(5) 由于分切過程只依靠張力傳感器+張力控制器+磁粉制動器的方式來調節(jié)熱風非織造材料纏繞的松緊,故易造成張力波動大、尺寸不穩(wěn)定,這在處理各類疵點需中間停機時尤為明顯(圖5)。
圖5 停機造成的端面不齊
5 分切機的原理分析及改造措施
5.1 原理分析
傳統(tǒng)觀點認為,成卷的松緊主要是依靠張力控制器調整布的張力的,張力越大則成卷越緊。這一點對熱軋非織造材料是行之有效的,但對于超柔軟、蓬松的新型熱風非織造材料而言,單純的增加張力只能使布拉緊,幅寬變窄,加上放卷軸到成卷軸之間較長的距離,使得所得熱風非織造材料仍較蓬松,芯層很難卷緊,這便無法實現(xiàn)張力由內到外的線性分布(圖6)。
因此,要保持布盤切面平齊、不脫邊、不跑軸,內外尺寸差異小,最關鍵的是起步成卷要緊,越往外層張力越小,且這種張力變化應呈線性。
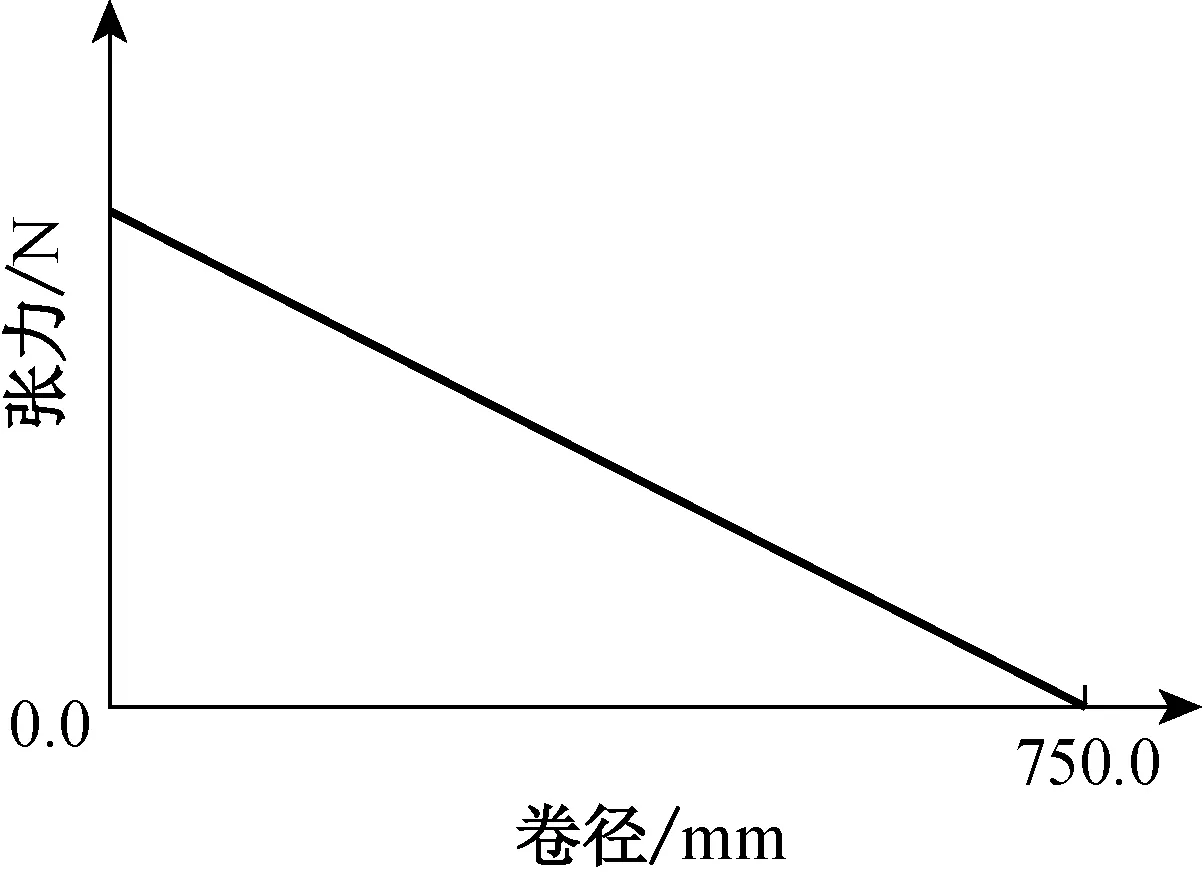
圖6 布卷張力的線性分布
5.2 改造措施
基于對國外先進分切機原理的消化與吸收,并結合多年積累的實踐經(jīng)驗,總結出影響分切機成卷張力的5項因素:(1)磁粉制動器制動對布產(chǎn)生的張力;(2)施加于卷布軸上來自壓輥、軸及固定缸等的壓力;(3)主軸和副軸之間的速差;(4)主軸和副軸的表面摩擦力;(5)導布輥對布的摩擦力。
且鑒于河北維嘉無紡布有限公司分切機的實際情況,第(4)、第(5)項滿足使用要求,因此,特針對前3項制定以下改造方案,并委托國內某知名紡織院校自動化研究所負責其中PLC編程工作:
(1) 升級PLC程序,通過數(shù)字電位器調節(jié)主軸變頻電機轉速、計米器的模擬量輸入單元檢測當前主軸轉速,計算當前分切長度及主軸轉速,利用PLC中rs485通信實時調節(jié)副軸變頻電機轉速呈線性變化。
(2) 增加模擬量輸入輸出模塊和數(shù)字式比例閥。實現(xiàn)壓布氣缸、固定氣缸壓力初始值和目標值設定,并根據(jù)當前分切長度,利用模擬量輸出單元使固定氣缸和壓布氣缸的氣壓根據(jù)分切長度實時自動調節(jié),呈線性變化。
(3) 改變氣動電路的控制,結合PLC控制,實現(xiàn)固定氣缸和壓布氣缸的安全下降和快速升起。
(4) 確定分切機上電初始狀態(tài),緊急情況下按下“急停”按鈕,固定氣缸和壓布氣缸快速升起。
(5) 完善張力控制系統(tǒng),升級擴展輥和張力控制器,提高張力控制精度,保持張力平穩(wěn)。
(6) 優(yōu)化工藝。在參數(shù)控制界面中增加了一些工藝控制參數(shù),如固定氣缸開始壓力與最小壓力、壓布氣缸開始壓力與最小壓力、固定氣缸下降時間、壓布氣缸下降時間、副軸最大速度和開始速度、轉速上限等;在主頁面中實現(xiàn)了對分切機運轉狀態(tài)的實時監(jiān)控和相關參數(shù)設定,具體包括主軸和副軸的速度、卷長、報警長度、卷長清零及分切長度的實時監(jiān)控等。
6 分切機改造前后的對比
6.1 工藝優(yōu)化
以分切幅寬165.0 mm、面密度20 g/m2面層用熱風非織造材料工藝為例,分切機改造前后的工藝如表2所示。
6.2 改造前后效果對比
分切機改造后,在切面平整度、尺寸穩(wěn)定性、切邊脫落、邊不良、邊盤成形不良等方面均有明顯改善,分切質量明顯提高,由分切造成的降等和次品大幅度下降(表3)。

表3 分切機改造前后二等品率
7 結語
分切對熱風非織造材料的外觀質量具有非常重要的影響。且隨著衛(wèi)生用品的快速發(fā)展,設備的智能化越來越高,制造工藝也越來越復雜,所以,未來對熱風非織造材料的需求會更加趨向于個性化和差異化。卷徑、內外幅寬偏差率、成卷張力操控性等是衡量分切機的幾項重要指標。重視分切質量,加大對分切機的研究和工藝優(yōu)化,對熱風非織造材料的生產(chǎn)很重要。
[1] 柯勤飛,靳向煜.非織造學[M].上海:東華大學出版社,2010:1-2.
[2] 郭秉臣.非織造布的性能與測試[M].北京:中國紡織出版社,1998:42.
[3] 中華人民共和國工業(yè)和信息化部.衛(wèi)生用薄型非織造布:FZ/T 64005—2011[S].北京:中國標準出版社,2011.