大型水箱可調(diào)量具設(shè)計(jì)
2017-03-09 02:03:01趙玉波陸迺田蘇賓陳重信
中國(guó)設(shè)備工程 2017年1期
趙玉波,陸迺田,蘇賓,陳重信
(1.中國(guó)科學(xué)院沈陽(yáng)計(jì)算技術(shù)研究所有限公司, 遼寧 沈陽(yáng) 1 1 0 1 6 8;2.中航工業(yè)沈陽(yáng)黎明航空發(fā)動(dòng)機(jī)(集團(tuán))有限責(zé)任公司,遼寧 沈陽(yáng) 1 1 0 0 4 3)
大型水箱可調(diào)量具設(shè)計(jì)
趙玉波,陸迺田,蘇賓,陳重信
(1.中國(guó)科學(xué)院沈陽(yáng)計(jì)算技術(shù)研究所有限公司, 遼寧 沈陽(yáng) 1 1 0 1 6 8;2.中航工業(yè)沈陽(yáng)黎明航空發(fā)動(dòng)機(jī)(集團(tuán))有限責(zé)任公司,遼寧 沈陽(yáng) 1 1 0 0 4 3)
本文介紹一種特殊量具。該量具主要解決了在機(jī)械設(shè)備的檢測(cè)中因被檢測(cè)零件與其周?chē)钠渌慵嚯x太近,造成量具與周?chē)钠渌慵a(chǎn)生干涉,致使常規(guī)量具無(wú)法檢測(cè)的問(wèn)題。
量具;設(shè)備檢測(cè);精度
機(jī)械設(shè)備的精度主要取決于機(jī)械加工精度和組裝精度。事實(shí)上隨著我國(guó)數(shù)控機(jī)床的快速發(fā)展,機(jī)械加工精度有了很大的提高。但機(jī)械設(shè)備安裝后的精度比世界工業(yè)發(fā)達(dá)國(guó)家還有不小的差距。所以組裝過(guò)程及組裝后的檢測(cè)技術(shù)是其重要組成部分。檢測(cè)就像一把尺子。而且很多情況下需高精度檢測(cè)。調(diào)試過(guò)程離不開(kāi)檢測(cè)。鑒定一個(gè)零件或一個(gè)產(chǎn)品的最終精度更是靠檢測(cè)。但在有些情況下因各種原因,采用常規(guī)的量具無(wú)法測(cè)量。所以必須根據(jù)具體情況設(shè)計(jì)專(zhuān)用量具。尤其是對(duì)高精度的檢測(cè),設(shè)計(jì)專(zhuān)用量具難度較大。設(shè)計(jì)土洋結(jié)合的量具是解決此類(lèi)問(wèn)題的有效方法之一。
1 具體問(wèn)題
圖1所示是在大型水箱中垂直安裝相互平行的3根T 3 6 x 6絲杠的橫截面圖(即水平橫截面)圖。
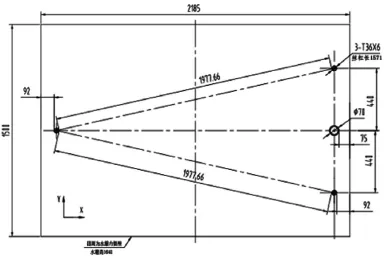
圖1 1:1 0
由于絲杠之間中心距很大,而絲杠與水箱側(cè)壁之間的距離又太近(僅9 2 mm)。從而導(dǎo)致3根絲杠安裝后的中心距無(wú)法測(cè)量。因?yàn)榭ǔ呶膊康亩嘤嚅L(zhǎng)度遠(yuǎn)遠(yuǎn)超過(guò)9 2 mm。就連卡尺的游標(biāo)長(zhǎng)度也超過(guò)了9 2 mm。如果用游標(biāo)卡尺量爪的外側(cè)測(cè)量,不僅卡尺尾端與水箱內(nèi)側(cè)壁產(chǎn)生干涉,而且量爪外側(cè)直線(xiàn)段的長(zhǎng)度也不夠)。由于該三根絲杠之間的相互平行度要求較高(僅為0.0 5 mm)。所以不僅要設(shè)計(jì)適合于此種情況下的專(zhuān)用量具。而且該專(zhuān)用量具必須具有較高的測(cè)量精度。
2 量具要求
(1)保證在測(cè)量過(guò)程中量具的頭部和尾部與水箱的側(cè)面不得產(chǎn)生任何干涉現(xiàn)象,并要留有足夠余量的空間。
(2)測(cè)量過(guò)程要簡(jiǎn)單、方便、快捷(因?yàn)檫€要涉及到3根絲杠安裝后中心距的調(diào)整問(wèn)題,調(diào)整次數(shù)比較多)。
(3)由于設(shè)備在運(yùn)行過(guò)程中3根絲杠上的3個(gè)絲母要在絲杠全長(zhǎng)1 5 0 0范圍內(nèi)運(yùn)動(dòng)。為滿(mǎn)足3根絲杠相互平行度0.0 5 mm的要求。測(cè)量精度應(yīng)為0.0 2 mm。
3 量具結(jié)構(gòu)
該量具是通過(guò)測(cè)量?jī)山z杠內(nèi)側(cè)外圓表面之間的距離再加上絲杠外徑尺寸而計(jì)算出中心距的。這樣就縮短了量具的總長(zhǎng)度。該量具的基體應(yīng)選用有足夠剛度的構(gòu)件作為量具的基體,選擇6.3號(hào)槽鋼作為量具的基體。在該基體上的某一長(zhǎng)度部位安裝(固定)一精度為0.0 2 mm的游標(biāo)卡尺。(該段長(zhǎng)度應(yīng)選一個(gè)尺寸精度十分精確的正整數(shù),以方便測(cè)量時(shí)計(jì)算。其長(zhǎng)度尺寸公差不得超過(guò)±0.0 3)。該量具相當(dāng)于通過(guò)小卡尺的特殊應(yīng)用使小卡尺變?yōu)榫哂刑厥夤δ艿拇罂ǔ撸呓鉀Q了常規(guī)大卡尺因尺尾干涉到其它零件導(dǎo)致不能測(cè)量的問(wèn)題。該量具的可移動(dòng)部分必須位于兩絲杠之間的區(qū)域范圍內(nèi)。以避免與水箱內(nèi)側(cè)壁干涉。具體方法見(jiàn)圖2、3。
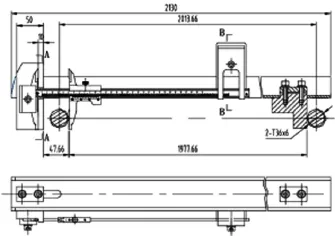
圖2 1:1 0
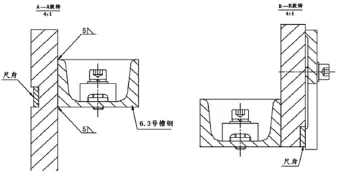
圖3 1:4
量具基體的形狀及卡尺在基體上的定位形態(tài)見(jiàn)圖4。現(xiàn)場(chǎng)使用狀態(tài)見(jiàn)圖5。
4 量具體的加工及整個(gè)量具的安裝與調(diào)整
(1)量具體的加工應(yīng)該選擇高精度的銑床加工,最好在數(shù)控銑床上加工。必須一次裝夾全部加工完成,以確保量具體具有高精度的尺寸公差和形位公差。
(2)安裝與調(diào)整。雖然組裝很簡(jiǎn)單。但需仔細(xì)調(diào)整。尤其是游標(biāo)卡尺的尺身較長(zhǎng),而壓板的作用面積較小。壓板壓緊后很容易造成尺身變形致使游標(biāo)不能自由順利滑動(dòng)。另外在兩個(gè)壓板都?jí)壕o后容易導(dǎo)致游標(biāo)拉不動(dòng)。這些問(wèn)題首先要通過(guò)機(jī)械加工精度保證在尺身上支撐卡尺的兩個(gè)平面應(yīng)共面。必須一次裝夾加工而成。另外卡尺的兩處都被壓緊后必然產(chǎn)生微小變形。該問(wèn)題要靠鉗工師傅精確修研被壓表面以及在保證壓板有足夠壓力的情況下使兩個(gè)壓板的壓緊力有所不同得以解決,最終達(dá)到游標(biāo)能在游標(biāo)卡尺的尺身全長(zhǎng)上自由順利滑動(dòng)。
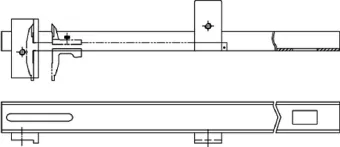
圖4 1:1 0
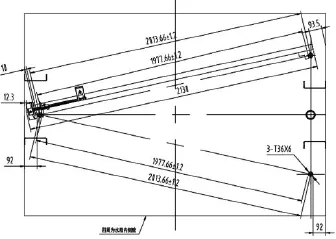
圖5 1:1 0

T H 1 2 2
A
1 6 7 1-0 7 1 1(2 0 1 7)0 1(上)-0 1 5 8-0 2
沈陽(yáng)市科技計(jì)劃項(xiàng)目。
項(xiàng)目編號(hào):F 1 5-0 0 8-2-0 0
猜你喜歡
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級(jí))(2017年10期)2017-11-08 08:39:45
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12