單雙面焊接結(jié)構(gòu)的溫度場(chǎng)
2017-03-06 09:28:08王巖松趙禮輝劉寧寧
電焊機(jī) 2017年1期
關(guān)鍵詞:焊縫
李 青,王巖松,趙禮輝,劉寧寧
(1.上海工程技術(shù)大學(xué)汽車工程學(xué)院,上海201620;2.上海理工大學(xué)機(jī)械工程學(xué)院,上海200093)
單雙面焊接結(jié)構(gòu)的溫度場(chǎng)
李 青1,王巖松1,趙禮輝2,劉寧寧1
(1.上海工程技術(shù)大學(xué)汽車工程學(xué)院,上海201620;2.上海理工大學(xué)機(jī)械工程學(xué)院,上海200093)
針對(duì)T型板單、雙面兩種焊接結(jié)構(gòu)的焊接溫度場(chǎng)分布的異同問題,建立了兩種焊接結(jié)構(gòu)的有限元模型,利用焊接熱過程分析理論,通過SYSWELD分析比較兩者的溫度場(chǎng)云圖和焊趾線上溫度熱循環(huán)曲線。結(jié)果表明,焊接過程中雙面焊熔池的最高溫度比單面焊熔池的最高溫度高約150℃。單面焊焊趾線上選取點(diǎn)的最高溫度達(dá)到1 460℃~1 500℃;對(duì)于雙面焊,由于第一道焊縫焊接時(shí)對(duì)第二道焊縫的預(yù)熱作用,使得在第二道焊縫未焊接時(shí)E2~H2點(diǎn)的最高溫度就達(dá)到約550℃,且選取點(diǎn)的最高溫度為1 700℃~1 750℃。此研究結(jié)果可指導(dǎo)實(shí)際生產(chǎn)中焊接結(jié)構(gòu)的選擇。
T型板;焊接結(jié)構(gòu);溫度場(chǎng);熱循環(huán)曲線
0 前言
T型板常應(yīng)用于汽車制造業(yè)、橋梁建造、現(xiàn)代造船工程等的焊接結(jié)構(gòu)中。焊接過程是一個(gè)非常復(fù)雜的物理化學(xué)冶金過程,其溫度場(chǎng)直接決定了焊縫、殘余應(yīng)力和變形[1]。焊接過程模擬時(shí),一般僅考慮溫度場(chǎng)與應(yīng)力場(chǎng)的單向耦合,即只考慮溫度場(chǎng)對(duì)應(yīng)力場(chǎng)的作用,而忽略應(yīng)力場(chǎng)對(duì)溫度場(chǎng)的影響[2]。國內(nèi)外學(xué)者對(duì)焊接溫度場(chǎng)的影響因素進(jìn)行了大量研究,熱源模型能否準(zhǔn)確表達(dá)焊接熱能特征及其在焊件上的分布決定了焊接過程溫度場(chǎng)有限元計(jì)算結(jié)果的準(zhǔn)確性[3]。目前高斯表面熱源、雙橢球熱源、體熱源、組合熱源是常用的幾種熱源模型;針對(duì)同一熱源,焊接電流的增加會(huì)使等溫面變寬變長、熔池區(qū)擴(kuò)大,焊接速度的增加會(huì)使等溫面長寬比增加,熔池區(qū)長度加長,寬度縮小[4];U型坡口的焊縫最高溫度高于V型坡口,且其熱影響區(qū)域比V型坡口寬[5]。另外,焊接接頭、焊件厚度、焊接方法等對(duì)焊接溫度場(chǎng)也有顯著影響。
針對(duì)T型板單、雙面兩種焊接結(jié)構(gòu)的焊接溫度場(chǎng)分布的異同問題,利用焊接熱過程分析理論,建立了兩種焊接結(jié)構(gòu)的有限元模型,通過SYSWELD分析兩者溫度場(chǎng)云圖并提取溫度熱循環(huán)曲線,比較兩者焊縫上的溫度變化。
1 分析理論和模型建立
1.1 分析理論
1.1.1 焊接熱過程分析理論
焊接時(shí)隨著熱源的不斷移動(dòng),溫度場(chǎng)在時(shí)間和空間上持續(xù)發(fā)生劇烈變化。因此,對(duì)焊接溫度場(chǎng)的分析屬于典型的非線性瞬態(tài)熱傳導(dǎo)問題。假設(shè)材料是各向同性,則溫度場(chǎng)的控制方程為

式中ρ、c和λ分別為材料的密度、比熱容和熱導(dǎo)率,均是溫度T的函數(shù)為內(nèi)熱源強(qiáng)度。
導(dǎo)熱時(shí)通常分為三類邊界條件:①已知邊界上的溫度值,即Ts=T(x,y,z,t);②已知邊界上的熱流分布,即③已知邊界上物體與周圍介質(zhì)間的熱交換,即特殊情況下,邊界與外界無熱交換,即絕熱邊界條件其中,n為邊界表面外法線方向;qs為單位面積上的外部輸入熱流;α為表面換熱系數(shù);Ta為周圍介質(zhì)溫度。1.1.2雙橢球熱源
雙橢球熱源一般用于常規(guī)弧焊,其熱流密度分布在橢球體內(nèi),可準(zhǔn)確反映出沿厚度方向焊接束流對(duì)焊件加熱的影響,進(jìn)而精確地模擬焊接溫度場(chǎng)[6]。因此,研究采用適用于CO2氣體保護(hù)焊的雙橢球熱源模型模擬溫度場(chǎng)。雙橢球體熱源作用區(qū)域由前、后兩部分組成,分別用兩個(gè)不同軸長的橢球體的四分之一表示,如圖1所示。
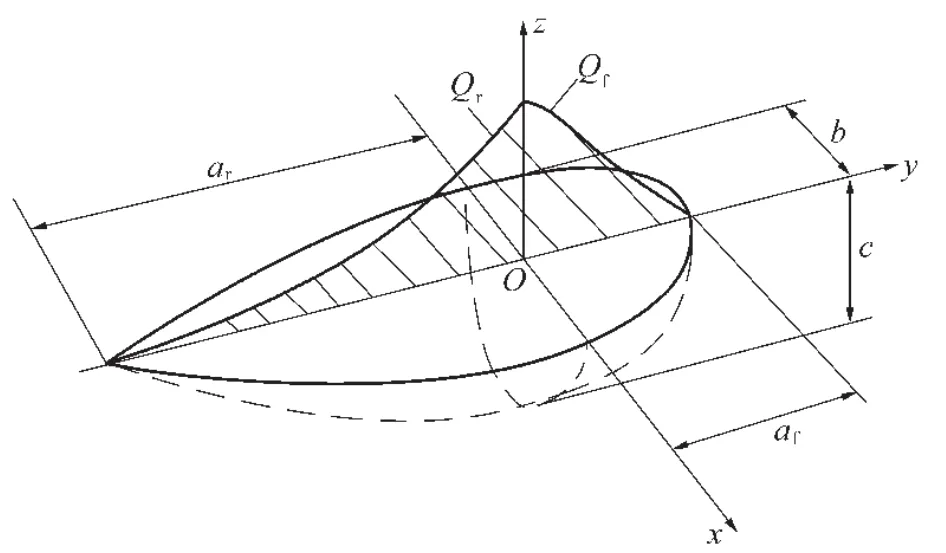
圖1 雙橢球熱源Fig.1Double ellipsoid heat source
前半部分橢球內(nèi)熱源分布函數(shù)

后半部分橢球內(nèi)熱源分布函數(shù)

式中af、ar、b、c分別為雙橢球體的形狀參數(shù),與熔池的形狀有關(guān);Q0=ηUI,η為電弧熱效率,U為電弧電壓,I為焊接電流;ff、fr分別為前、后部分所占總輸入量的比例,其中

查閱相關(guān)資料可知,采用CO2保護(hù)焊時(shí)電弧電壓設(shè)為19 V,電流120~130 A,焊接速度5 mm/s,效率80%。選擇三組不同焊接電流下的工藝參數(shù)對(duì)雙面焊T型板進(jìn)行仿真分析,通過討論焊接結(jié)束冷卻至室溫時(shí)T型板變形量大小來判斷焊接熱源的好壞。變形量越小,所選焊接熱源最合適,熱源模型參數(shù)如表1所示。
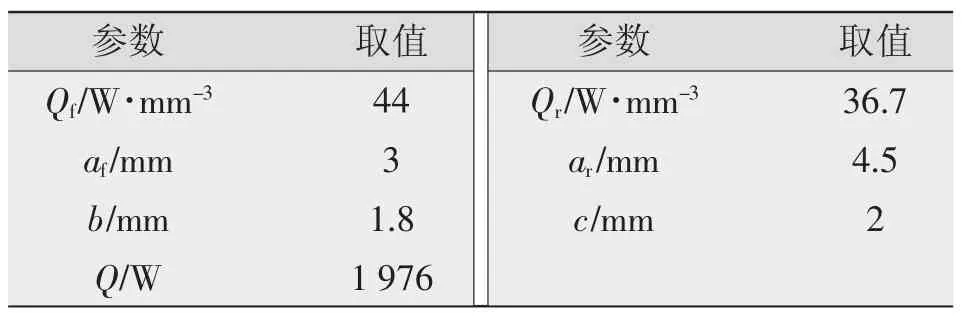
表1 熱源模型參數(shù)Table 1Parameters of heat source model
1.2 模型建立
T型板尺寸及材料如表2所示。由于焊件為薄板件,故無需開坡口。在鋼結(jié)構(gòu)中要求焊腳尺寸K不小于最薄件厚度,在此K=3;合理的角焊縫尺寸規(guī)定:當(dāng)K≤6 mm時(shí),焊縫凸度C=0~1.5 mm[7]。合理的角焊縫規(guī)格如圖2所示,根據(jù)幾何計(jì)算得出焊縫尺寸如表3所示。
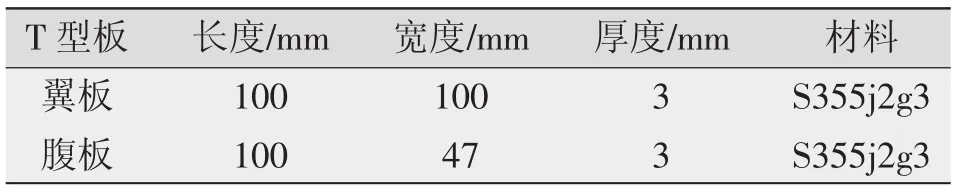
表2 T型板尺寸及材料Table 2T plate size and materials

表3 焊縫尺寸Table 3Weld size
單雙面焊的有限元模型分別如圖3所示。為獲得滿意的瞬態(tài)焊接溫度場(chǎng),焊縫處的單元網(wǎng)格控制在2 mm以下[8]。焊縫及其附近區(qū)域網(wǎng)格劃分較細(xì),網(wǎng)格寬度0.8 mm,以達(dá)到計(jì)算精度。遠(yuǎn)離焊縫區(qū),網(wǎng)格劃分相對(duì)較粗,網(wǎng)格寬度3 mm,以減少計(jì)算時(shí)間和計(jì)算量。圖4中裝夾點(diǎn)的位置選擇以及雙面焊的焊接順序主要是根據(jù)文獻(xiàn)[9-10]確定。選用的焊接工藝參數(shù)如表4所示。
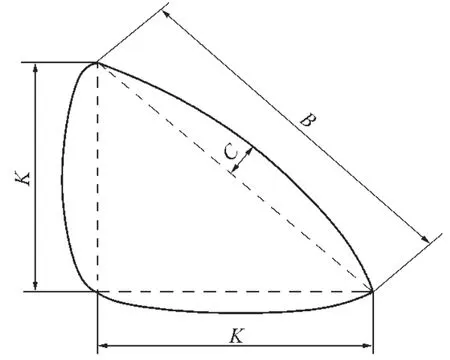
圖2 合理的角焊縫規(guī)格Fig.2Reasonable fillet weld size
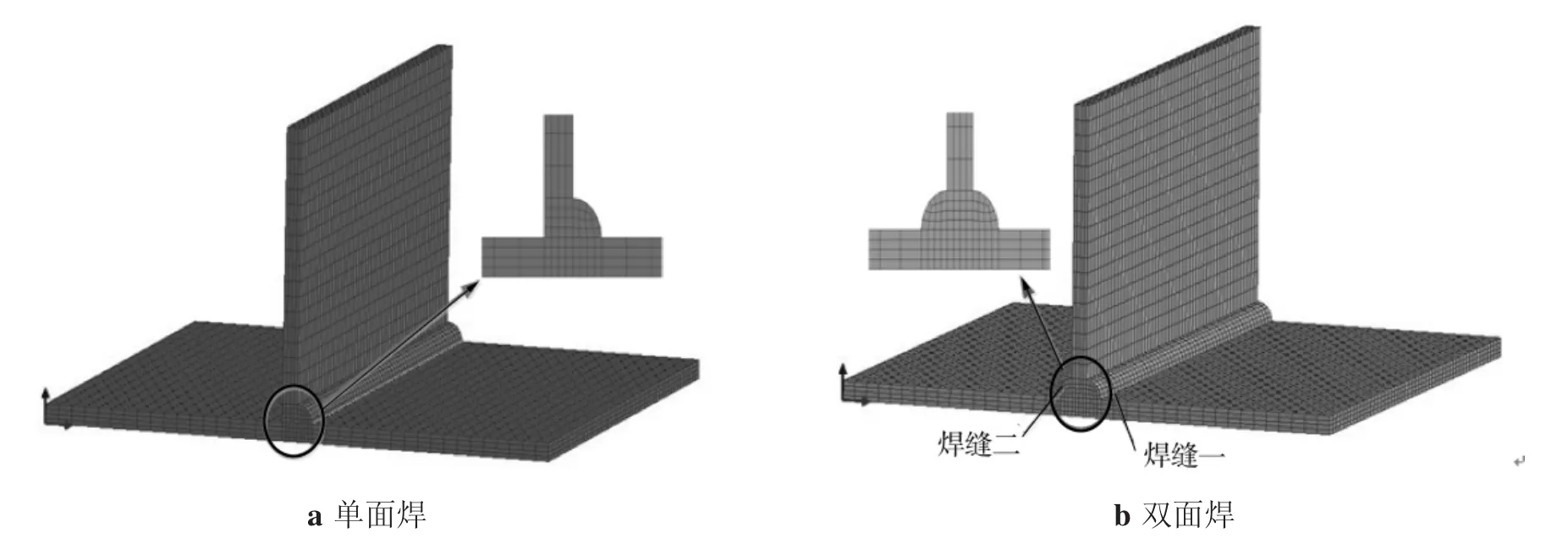
圖3 單雙面焊有限元模型Fig.3Finite element model of single and double sides welding
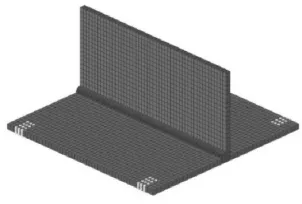
圖4 裝夾點(diǎn)的位置Fig.4Position of clamping point
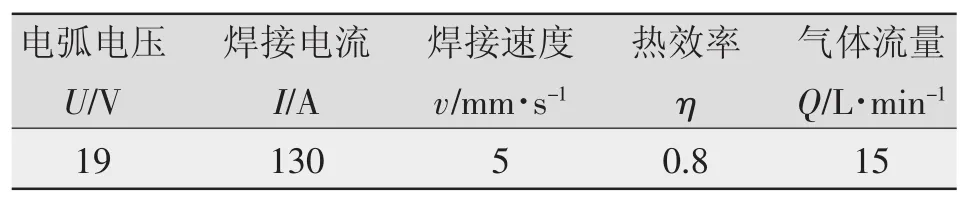
表4 焊接工藝參數(shù)Table 4Parameters welding process
2 結(jié)果及分析
分析單、雙面焊T型板不同時(shí)刻的溫度場(chǎng)云圖,通過提取如圖5所示的選取點(diǎn)的溫度熱循環(huán)曲線,比較單雙面焊焊縫上的溫度變化。選取點(diǎn)位于焊趾線上,單焊縫T型板的焊趾線上取等距為20 mm的4個(gè)點(diǎn),編號(hào)為A1~D1(見圖5a);雙焊縫T型板的焊趾線上取等距為20 mm的8個(gè)點(diǎn),編號(hào)為A2~D2和E2~H2(見圖5b)。
2.1 溫度場(chǎng)云圖
T型板單面焊和雙面焊不同時(shí)刻的焊接溫度場(chǎng)分布云圖如圖6、圖7所示。由圖6a、圖6b和圖7a可知,焊接開始后,熔池的溫度迅速升高,焊縫及其附近區(qū)域的溫度梯度較大,其他區(qū)域溫度梯度小;當(dāng)焊接進(jìn)行至20 s時(shí),熱源中心開始離開焊件,對(duì)于單面焊,焊接完成,此時(shí)熔池最高溫度為2 687℃,而對(duì)于雙面焊,第一道焊縫焊接完成,熔池最高溫度為2 649℃;雙面焊的第二道焊縫即將焊接(t= 21.99 s),焊縫最高溫度冷卻至1 133℃,當(dāng)t=23 s時(shí),第二道焊縫焊接開始1 s內(nèi),熔池最高溫度達(dá)到2 397℃,高于第一道焊縫焊接開始1 s的熔池最高溫度(2 120℃),這是因?yàn)榈诙篮缚p受到第一道焊縫焊接熱循環(huán)的預(yù)熱作用,當(dāng)t=42 s時(shí),雙面焊第二道焊縫完成,熔池最高溫度達(dá)到2833℃;焊接結(jié)束后,T型板溫度下降,直到在空氣中冷卻到室溫。對(duì)于這兩種焊接結(jié)構(gòu),從開始焊接到冷卻至室溫,腹板沿厚度方向上的溫度梯度較小,這是因?yàn)楦拱搴穸刃。芰磕茌^好地從上表面?zhèn)鬟f到下表面,沿翼板橫向各點(diǎn)的溫度變化也較明顯,離焊縫越遠(yuǎn),溫度越低,這也符合文獻(xiàn)[11]所述。

圖5 焊趾線上選取點(diǎn)位置布局Fig.5Location layout of select point on the welding toe line
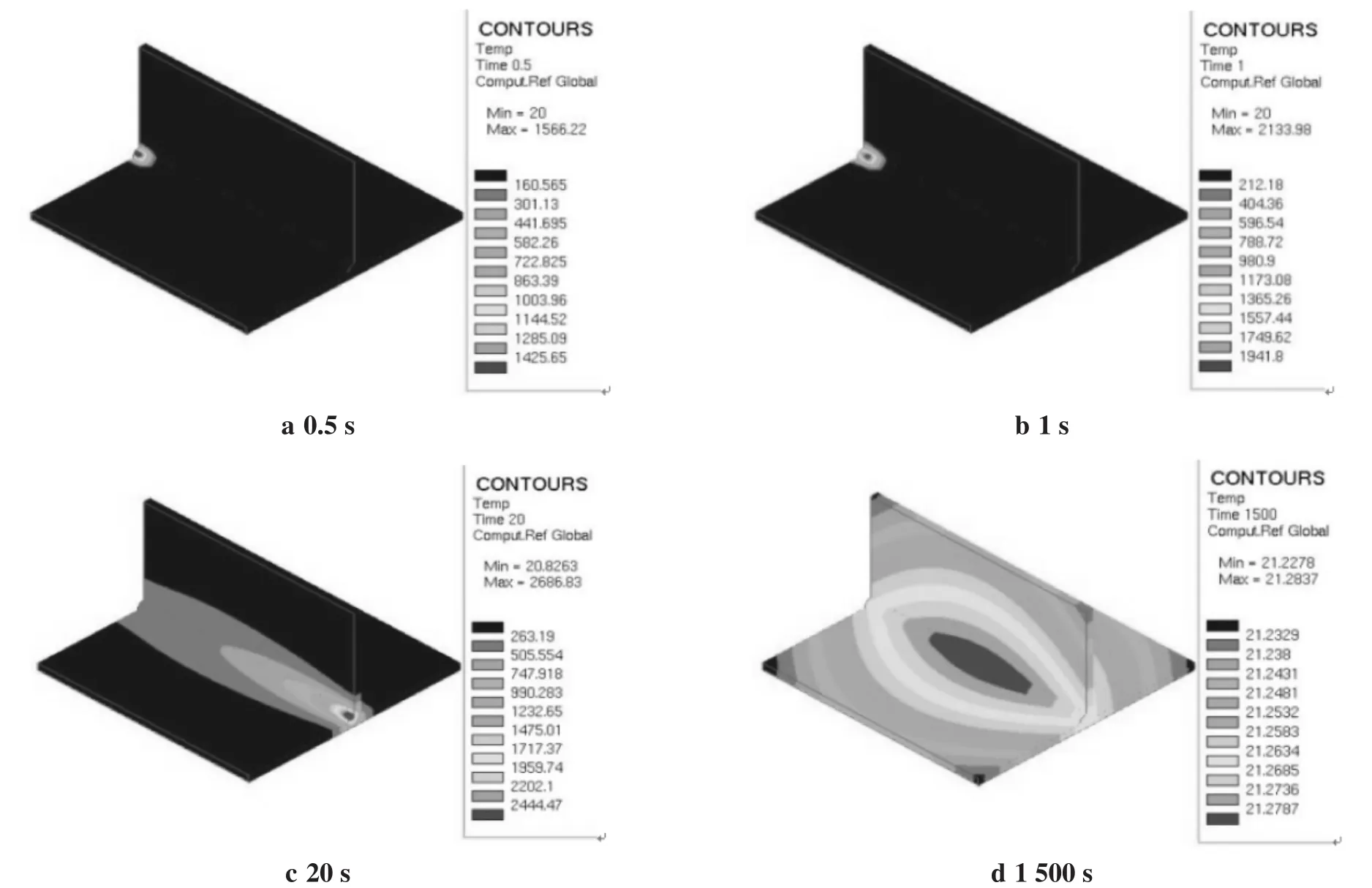
圖6 單面焊的不同時(shí)刻焊接溫度場(chǎng)分布云圖(單位:℃)Fig.6Temperature field cloud at different time of the single side welding(℃)
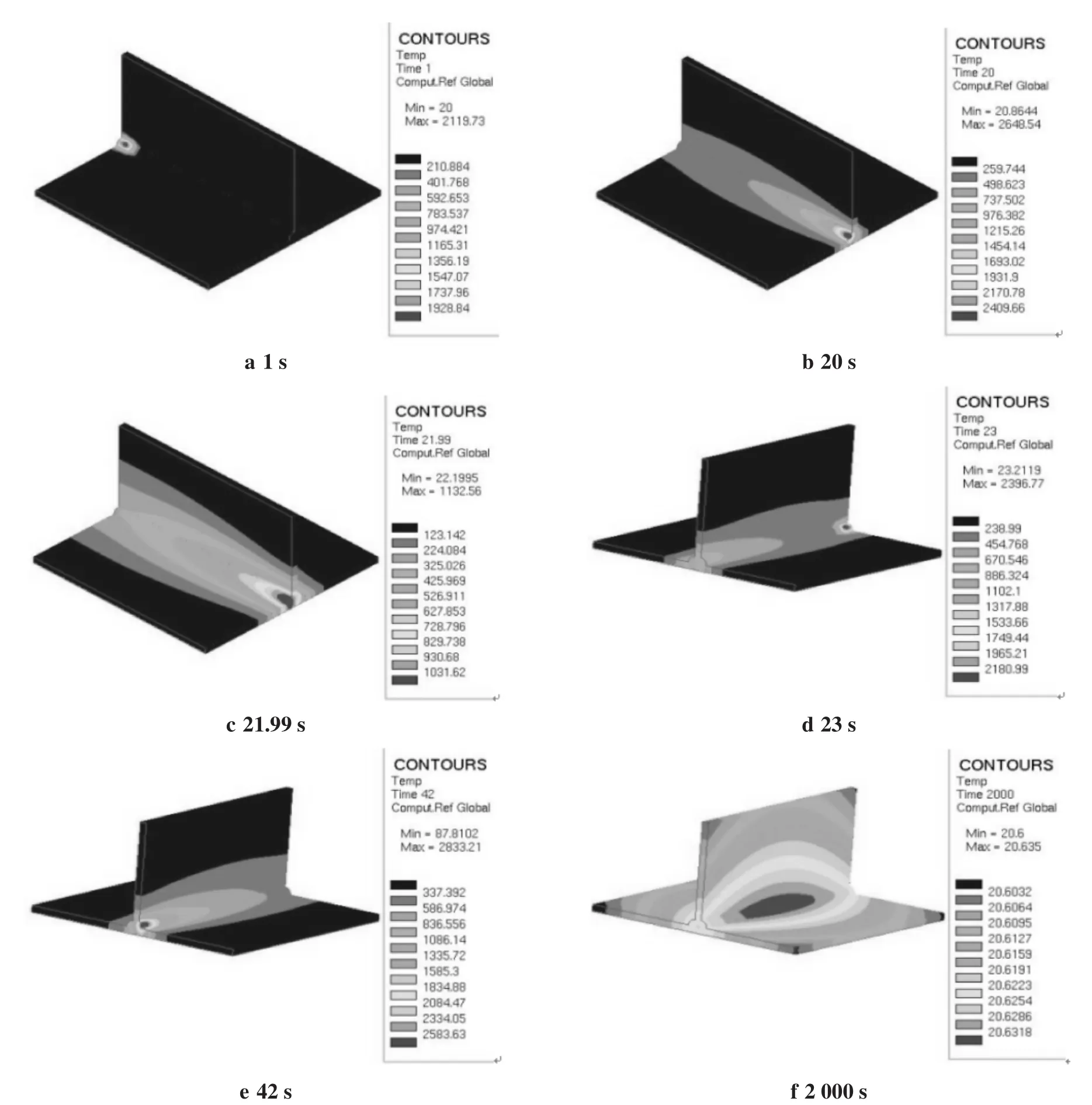
圖7 雙面焊的不同時(shí)刻焊接溫度場(chǎng)分布云圖(單位:℃)Fig.7Temperature field cloud at different time of the double sides welding(℃)
2.2 溫度熱循環(huán)曲線
為了觀察焊縫區(qū)溫度的具體數(shù)值,提取焊趾線上的溫度熱循環(huán)曲線,如圖8、圖9所示。無論是單面焊還是雙面焊,選取點(diǎn)的溫度熱循環(huán)曲線形狀基本相同,且溫度上升過程中曲線梯度較大,升溫速度快,溫度下降過程中曲線梯度較小,降溫速度較緩,由于雙面焊有兩條焊縫,故選取點(diǎn)的溫度熱循環(huán)曲線有兩個(gè)波峰。對(duì)于單面焊,熱源經(jīng)過時(shí),溫度變化較小,出現(xiàn)了圖8a中選取點(diǎn)的溫度在達(dá)到波峰前短暫時(shí)間內(nèi)較緩的上升狀態(tài),A1點(diǎn)的最高溫度達(dá)到1 460℃,由于熱傳導(dǎo),后焊的點(diǎn)達(dá)到的最高溫度比先焊的點(diǎn)高約15℃;對(duì)于雙面焊,第一道焊縫從開始焊到結(jié)束的時(shí)間段內(nèi),A2~D2點(diǎn)的溫度變化同于A1~D1點(diǎn),這是因?yàn)榈谝坏篮缚p焊接時(shí)對(duì)第二道焊縫有預(yù)熱作用,使得在第二道焊縫還沒有焊接時(shí)E2~H2點(diǎn)的最高溫度就已達(dá)到約550℃,第二道焊縫開始焊接后由于熱傳導(dǎo),在熱源經(jīng)過時(shí),圖9b中選取點(diǎn)的溫度在達(dá)到波峰后短暫時(shí)間內(nèi)呈較緩的下降狀態(tài)。E2點(diǎn)的最高溫度達(dá)到1 700℃,F(xiàn)2~H2點(diǎn)的最高溫度比它們各自相鄰的先焊點(diǎn)高約10℃,A2~D2點(diǎn)的溫度從400℃(第一道焊縫焊完冷卻的最低溫度)升至約850℃;焊接結(jié)束后,所有選取點(diǎn)的溫度逐漸降至室溫。
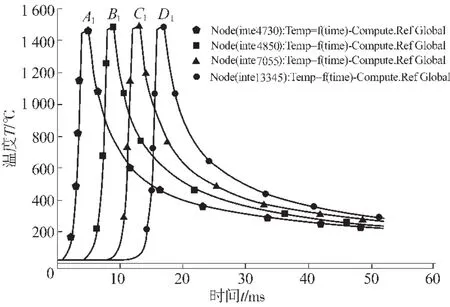
圖8 單面焊焊趾線上選取點(diǎn)的焊接熱循環(huán)曲線Fig.8Welding thermal cycle curves of the selected points on the toe line of the single sidewelding
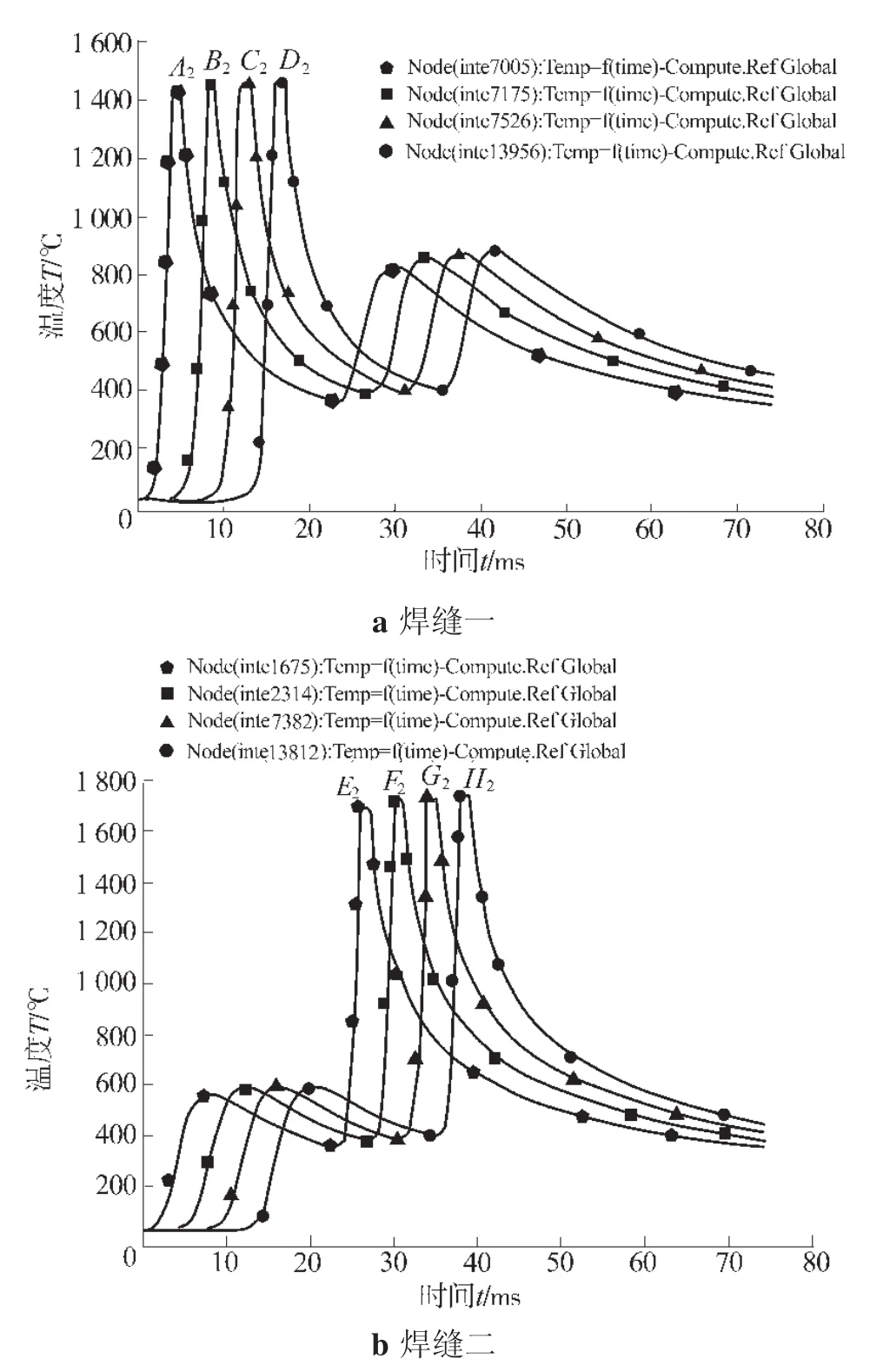
圖9 雙面焊焊趾線上選取點(diǎn)的焊接熱循環(huán)曲線Fig.9Welding thermal cycle curves of the selected points on the toe line of the double sides welding
3 結(jié)論
(1)對(duì)于單面焊,焊接結(jié)束時(shí)熔池的最高溫度達(dá)到2687℃;對(duì)于雙面焊,第一道焊縫焊接完成時(shí),熔池的最高溫度為2649℃,第二道焊縫焊接結(jié)束時(shí),熔池的最高溫度達(dá)到2 833℃。
(2)單面焊焊趾線上的選取點(diǎn)的最高溫度達(dá)到1 460℃~1 500℃;對(duì)于雙面焊,第一道焊縫從開始焊到結(jié)束的時(shí)間段內(nèi),A2~D2點(diǎn)的溫度變化同于A1~ D1點(diǎn),因第一道焊縫焊接時(shí)對(duì)第二道焊縫有預(yù)熱作用,使得在第二道焊縫未焊接時(shí)E2~H2點(diǎn)的最高溫度就已達(dá)到約550℃,第二道焊縫開始焊接后,E2點(diǎn)的最高溫度達(dá)1 700℃。
[1]Feng Z.A computational analysis of thermal and mechanical conditions for weld metal solidification cracking[J]. Welding Research Abroad,1996,42(1):34-41.
[2]王蓉.轉(zhuǎn)向架構(gòu)架T型接頭焊接溫度場(chǎng)與應(yīng)力場(chǎng)數(shù)值模擬[D].吉林:吉林大學(xué),2012.
[3]張建勛,劉川.焊接應(yīng)力變形有限元計(jì)算及其工程應(yīng)用[M].北京:科學(xué)出版社,2015.
[4]楊磊,江克斌,邵飛,等.多參數(shù)對(duì)T型焊接接頭溫度場(chǎng)的影響分析[J].鋼結(jié)構(gòu),2015,3(9):68-73.
[5]桑瑋瑋,杜景楊.坡口形式對(duì)不銹鋼焊接溫度場(chǎng)影響的分析[J].現(xiàn)代制造技術(shù)與裝備,2016,3(2):10-12.
[6]莫春立,錢百年.焊接熱源計(jì)算模式的研究進(jìn)展[J].焊接學(xué)報(bào),2001,22(3):93-96.
[7]顧紀(jì)清.焊接技術(shù)要領(lǐng)[M].上海:上海科學(xué)技術(shù)出版社,2013.
[8]汪建華.焊接數(shù)值模擬技術(shù)及其應(yīng)用[M].上海:上海交通大學(xué)出版社,1999.
[9]黎超文,王勇,韓濤.焊接順序?qū)接頭殘余應(yīng)力和變形的影響[J].焊接學(xué)報(bào),2011,32(10):37-40.
[10]張書權(quán).基于SYSWELD的T型接頭焊接溫度場(chǎng)和應(yīng)力應(yīng)變場(chǎng)的數(shù)值模擬[D].安徽:安徽工程大學(xué),2011.
[11]中國機(jī)械工程學(xué)會(huì)焊接學(xué)會(huì).焊接手冊(cè):第3卷.焊接結(jié)構(gòu)[M].北京:機(jī)械工業(yè)出版社,2005.
Temperature field of single and double sides welding structure
LI Qing1,WANG Yansong1,ZHAO Lihui2,LIU Ningning1
(1.School of Automotive Engineering,Shanghai University of Engineering Science,Shanghai 201620,China;2.School of Mechanical Engineering,University of Shanghai for Science and Technology,Shanghai 200093,China)
Two welding structures finite element model are established and their temperature field and thermal cycling curve of welding toe are analyzed by SYSWELD which is based on the welding thermal process analysis theory in this paper,aiming at the problems of similarities and differences of the temperature field of single and double side welding structure of the T plate.Results show that the maximum temperature of the weld pool of the one side welding is about 150℃higher than the double side welding during the welding process.The maximum temperature of the selected points on the toe line of the single side welding is up to 1 460℃~1 500℃.For the double side welding structure welding,the highest temperature of the point E2~H2on the second weld line is 550℃before welded because of preheating effect.And the maximum temperature of the selected points is up to 1 700℃~1 750℃.The results in this study can be used to guide the choosing of welding structure in practical production.
T plate;welding structure;temperature field;thermal cycling curve
TG457.1
A
1001-2303(2017)01-0080-06
10.7512/j.issn.1001-2303.2017.01.15
獻(xiàn)
李青,王巖松,趙禮輝,等.單雙面焊接結(jié)構(gòu)的溫度場(chǎng)[J].電焊機(jī),2017,47(1):80-85.
2016-07-20
國家自然科學(xué)基金資助項(xiàng)目(51575335)
李青(1990—),女,安徽六安人,碩士,主要從事焊接殘余應(yīng)力與變形的研究。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07
