304不銹鋼水下藥芯割絲電弧切割工藝
2017-03-06 09:28:00徐鵬黎文航陳旻驊王儉辛劉雅倩
電焊機 2017年1期
徐鵬,黎文航,陳旻驊,王儉辛,田 然,劉雅倩
(江蘇科技大學材料科學與工程學院,江蘇鎮江212003)
304不銹鋼水下藥芯割絲電弧切割工藝
徐鵬,黎文航,陳旻驊,王儉辛,田 然,劉雅倩
(江蘇科技大學材料科學與工程學院,江蘇鎮江212003)
熔化極藥芯割絲電弧切割是一種高效優質的水下切割方法,采用該方法切割不銹鋼材料的研究較少。本研究利用能模擬不同水深的切割裝置,附加霍爾電流、電壓傳感實現對切割過程的數據采集;實驗設計時,考慮水下切割工藝范圍較窄,在保持其他工藝參數不變的情況下考察某一參數變化對切割過程的影響;通過觀察割口研究水深、電流、電壓等主要工藝參數。結果表明,不銹鋼切割時,主要工藝參數的影響與低碳鋼切割時類似,但由于不銹鋼的導熱性較低以及異種金屬切割時割縫中殘渣更容易去除,切割時可以適當降低熱輸入。
水下切割;藥芯割絲;熔化極電弧切割;不銹鋼
0 前言
藥芯割絲電弧切割是一種高效的熱切割方法,它利用高溫電弧的熱量熔化工件割口處的金屬,同時藥芯割絲具有較強的造氣、氧化、產熱等作用,將熔融金屬氧化為渣并吹落。該方法可通過調整藥芯成分來滿足不同切割需求,且設備簡單、安全、高效,適用于水下切割并具有良好的應用前景[1]。國外學者最早將藥芯割絲切割用于水下濕式切割中[2];上海交通大學、華南理工大學進行了噴水式實心割絲的切割實驗[3-4];江蘇科技大學和烏克蘭巴頓焊接研究所合作開展了水下切割技術研究[5],江蘇科技大學李澤新等通過在高速攝像觀察藥芯割絲空氣中的切割過程,初步明確了其切割機理[6]。目前,針對低碳鋼已經進行了相關工藝研究[7],但是對于水下常用的不銹鋼,未見相關研究報道。本研究在借鑒上述成果的基礎上,利用模擬水深裝置,研究了304不銹鋼不同水深下的切割工藝。
1 切割原理與實驗設計
水下藥芯割絲電弧切割過程中,首先采用接觸式引弧,短路瞬間的熱量使割絲端部附近水汽化,同時割絲內部產生氣體,使得電弧在氣體中產生并被氣體包圍。電弧產熱熔化其下方金屬,熔融金屬被氧化為渣,并在電弧力和氣流作用下被排出工件。由于電弧自身調節作用,焊絲端部隨著割口底部的下降而下降。最終,電弧可能因底部熔融金屬的徹底掉落而熄滅,也可能因割絲與割口前沿短路而轉移到割口上方。上述過程循環進行從而實現切割[6]。
水下切割實驗系統如圖1所示,其組成與熔化極焊接裝備類似。實驗采用平特性直流電源,直流正接,將焊接工作臺置于帶水的壓力容器(模擬水深裝置)中,調節其中壓力則可以模擬不同水深進行切割。切割時采用霍爾電流/電壓傳感器采集電弧電信號。割絲型號為烏克蘭巴頓電焊研究所的PPRAN2,割絲直徑2.2 mm。切割工件為304不銹鋼,其尺寸為400 mm×90 mm×15 mm。由于該方法的切割工藝較窄,且不同水深會影響其切割工藝范圍,為對比不同工藝參數的影響,每次只改變一個工藝參數。實驗時,主要改變水深、切割電流(通過改變送絲速度來調節,變化范圍±50 A)和電弧電壓(變化范圍±5 V)。
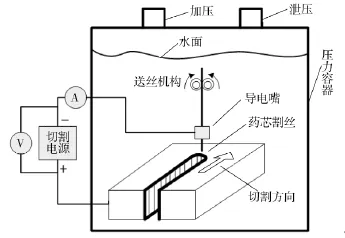
圖1 水下切割實驗系統示意
2 水深對切割過程的影響
水深對電弧形態和電弧燃燒的穩定性影響顯著,是影響切割工藝的重要參數。利用模擬水深裝置模擬了0.2 m、50 m、100 m、150 m的水深環境,并設定切割電流為450 A,切割電壓為45 V、切割速度為130 mm/min進行實驗,其結果如圖2所示。
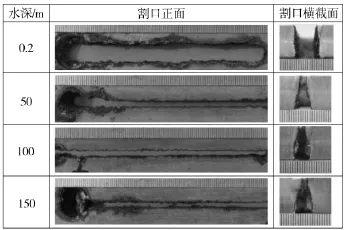
圖2 不同水深下割口形貌
可以看出,50 m水深割口寬度顯著變窄,但之后割口寬度變窄趨緩,這是由于隨著水深增大,電弧徑向受到壓縮,導致割口變窄。此外,還可以觀察到割口上端的寬度與割絲直徑相當,靠割絲與工件短路、摩擦以及下方熱量傳導短路形成。
割口厚度方向隨著水深增大出現一個內凹,主要是因為隨著電弧變窄的同時電流密度增大,電弧長度變短[8],電弧不容易抵達工件底部。電弧所在的割口中部熱量較多,容易熔化,而割口下部主要靠熱量傳導和電弧吹力割穿,割口變窄,形成內凹。
3 電流對切割過程影響
不同水深條件下,電流對切割過程的影響類似。水深大時,割口變窄,其形狀變化不如淺水時明顯,以0.2 m水深為例。實驗時,切割電壓為40 V,切割速度為130 mm/min,切割電流分別為500 A、450 A、400 A。因為切割過程電流波動劇烈,電流值為設定值,通過改變送絲速度獲得。

圖3 不同電流參數割口形貌
實驗結果如圖3所示。從割口正面可以看出,當切割電流較大時,割口正面出現圓形波動,這是因為電流越大電弧切割能力較強,割絲從上到下切割金屬的時間更短,從割穿后電弧熄弧到割絲側面與割口前方接觸引弧的時間間隔變長,使得割口寬度波動劇烈。
從割口橫截面可以看出,隨著切割電流逐漸增大,上割口逐漸變窄,下割口逐漸變寬。這是因為當電流較小時,向下的切割能力較弱,電弧主要集中于工件上部位置,因此,上部金屬容易被熔化,而下部金屬主要依靠熱傳導和割絲所產生的氣流作用來割開,因此下部割口較窄。隨著電流的增大,電弧的位置下移,使得下部金屬熱作用增強,割口變寬。上部金屬主要靠傳導,甚至短路過渡而被割開,割口變窄,最窄處與割絲寬度相當。
4 電壓對切割過程的影響
如前所述,電弧電壓會影響電弧長度和淺水環境下的電弧寬度,由于深水環境需要更大的電壓變動范圍才能使電弧長度出現較明顯的變化,且深水環境下電弧穩定性變差,故以0.2 m水深為例研究電壓的影響。設定切割電流為450 A,切割速度為130 mm/min,切割電壓分別為35 V、40 V、45 V。實驗結果如圖4所示。
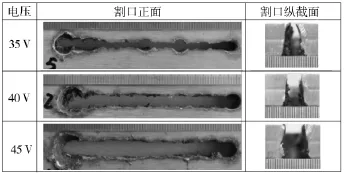
圖4 不同電壓參數割口形貌
當電弧電壓較低時,電弧較短,切割時電弧容易深入到工件內部,其效果與電流較大時類似,上部金屬靠熱傳導和短路過渡被割開,因而較窄。隨著電弧增大,上部割口變寬,割口橫截面呈現上窄下寬的形貌。
除電流、電壓、水深外,切割速度對切割質量影響很大,主要變現為影響切割的線能量,此外,切割速度要與電流、電壓相配合,否則切割質量不佳。
5 與低碳鋼切割的比較
與低碳鋼切割相比[9],304不銹鋼水下熔化極電弧切割變化規律類似,不銹鋼導熱系數比碳鋼低,且切割過程產生的殘渣容易去除,如圖5所示,其原因為異種金屬切割時殘渣與母材連接不致密,所以同等條件下,不銹鋼更容易切割,切割電流可以適當降低。
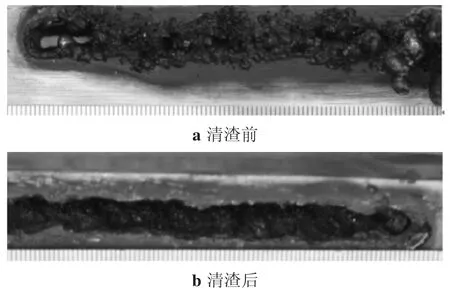
圖5 切割過程掛渣去除前后對比
6 結論
(1)水深增大時,電弧變窄、變短,割口隨之變窄,割口中部出現內凹。
(2)隨著電流增大,割口下部逐漸變寬,上部逐漸變窄。
(3)隨著電壓增大,割口逐漸變寬。
(4)相比低碳鋼切割,由于不銹鋼導熱更差,且切割殘渣容易去除,故更容易切割,可適當降低所需熱輸入。
[1]郭嘉誠.水下熔化極熱切割機理及割口成形研究[D].江蘇:江蘇科技大學,[日期不詳].
[2]英國焊接研究所,烏克蘭巴頓電焊研究所.水下濕式焊接與切割[M].焦向東,周燦豐,沈秋平,等譯.北京:石油工業出版社,2007.
[3]吳毅雄,俞尚知,姜煥中,等.水下電弧切割現象和工藝參數的研究[J].上海交通大學學報,1984,18(6):49-57.
[4]梅福欣,伍月華,盧桂全.采用噴水技術水下切割的研究[J].焊接學報,1981,2(2):12-19.
[5]黎文航,王偉,王儉辛,等.水下藥芯割絲電弧切割方法及工藝探討[J].上海交通大學學報,2012,46(S1):117-120.
[6]李澤新.藥芯割絲電弧切割機理及傳感研究[D].江蘇:江蘇科技大學,2016.
[7]龍秉政.水下熔化極電弧熱切割及特性研究[D].江蘇:江蘇科技大學,2011.
[8]梅福欣,俞尚知,編譯.水下焊接與切割譯文集[M].北京:機械出版社,1982.
[9]吳毅雄,俞尚知,姜煥中,等.水下電弧切割現象和工藝參數的研究[J].上海交通大學學報,1984(6):52-60.
Research on underwater flux-cored wire arc cutting procedure for 304 stainless steel
XU Peng,LI Wenhang,CHEN Minhua,WANG Jiangxin,TIAN Ran,LIU Yaqian
(School of Material Science and Engineering,Jiangsu University of Science and Technology,Zhenjiang 212003,China)
Flux-cored wire arc cutting is an efficient and high quality underwater cutting method.The cutting procedure of stainless steel based on this method was rarely studied,so relative research was done in this paper.Firstly,a pressure vessel with welding device was used to simulate different water depth,and relative hall current and voltage sensor was used to acquire data during cutting process.Secondly,the influence of one parameter on cutting quality was studied with other parameters being constant because of the narrow cutting parameter range.Finally,the effect of water pressure,current and voltage on cutting process were researched by observing the cutting edge.Result showed that the influence of main parameters on stainless steel cutting process was similar with that of low carbon steel cutting.Due to the low thermal conductivity,and easy removing of residue in dissimilar metal cutting,the heat input could be reduced during stainless cutting process.
underwater cutting;flux-cored cutting wire;consumable electrode arc cutting;stainless steel
TG484
A
1001-2303(2017)01-0035-03
10.7512/j.issn.1001-2303.2017.01.06
獻
徐鵬,黎文航,陳旻驊,等.304不銹鋼水下藥芯割絲電弧切割工藝[J].電焊機,2017,47(1):35-37.
2016-10-04;
2016-10-22
江蘇省高等學校大學生創新創業訓練計劃重點項目(201610289020Z);江蘇科技大學本科創新重點項目;國家自然科學基金(51305173);江蘇省青藍工程中青年學術帶頭人
徐鵬(1996—),男,安徽蕪湖人,學士,主要從事水下焊接與切割的研究工作。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
制造技術與機床(2015年10期)2015-04-09 07:06:00
