摩擦塞補焊技術研究現狀及展望
2017-03-06 09:27:58王國慶張麗娜朱瑞燦趙衍華
電焊機 2017年1期
關鍵詞:焊縫
王國慶,張麗娜,朱瑞燦,王 賀,趙衍華
(1.中國運載火箭技術研究院,北京100076;2.首都航天機械公司,北京100076)
摩擦塞補焊技術研究現狀及展望
王國慶1,張麗娜2,朱瑞燦2,王 賀2,趙衍華2
(1.中國運載火箭技術研究院,北京100076;2.首都航天機械公司,北京100076)
攪拌摩擦焊接技術在航空航天等領域得到了廣泛的應用,但焊接后一般會留有“匙孔”,影響產品整體結構性能,需要相應補焊手段解決。傳統的熔焊修補會降低接頭力學性能。介紹了三種等強固相摩擦塞補焊技術,闡述焊接原理,分析技術特點,介紹目前國內外研究和應用進展,指出摩擦塞補焊技術是攪拌摩擦焊接技術體系的重要組成部分,具有廣闊的應用前景。
摩擦塞補焊;頂鍛式;拉拔式;慣性
0 前言
攪拌摩擦焊接具有缺陷少、變形小、性能高等優點,是鋁合金理想的焊接工藝,在航空、航天、機車、造船等行業得到了廣泛應用。傳統攪拌摩擦焊接結束時會在焊縫尾端留有“匙孔”,雙軸肩攪拌摩擦焊等新型焊接技術為了使下軸肩順利取出,也會在封閉結構焊接結束時留下比攪拌針直徑略大的“匙孔”。此外,在攪拌摩擦焊接過程中,會因焊接參數不當或裝配精度不高而產生“點狀”缺陷。上述缺陷若采用熔焊補焊,一方面將降低接頭力學性能,另一方面也會引發焊接變形等問題。目前國內外針對這類“點狀”缺陷主要采用摩擦塞補焊技術解決。摩擦塞補焊與攪拌摩擦焊同屬于固相壓力焊接技術,無熔焊產生的裂紋、氣孔等缺陷,具有熱影響區窄、綜合性能好(與攪拌摩擦焊基本等強)、焊接變形小、焊接時間短以及生產效率高等優點,是攪拌摩擦焊接缺陷理想的補焊工藝。
摩擦塞補焊依據焊接壓力加載方式的不同,分為頂鍛式和拉拔(鍛)式兩種,如圖1和圖2所示。其中頂鍛式摩擦塞補焊的焊機和背部墊板位于被焊件的兩側,而拉拔式位于被焊件的一側。對于結構簡單、背部有廣闊空間可以設置大型支撐工裝的零件來說,兩種加載方式差別不大,但對于結構復雜、體積龐大、被焊件背部無法設置大型支撐工裝的產品,一般需要采用拉拔式摩擦塞補焊。頂鍛式和拉拔式摩擦塞補焊一般均采用連續摩擦焊機,為了解決拉拔式摩擦塞補焊工藝穩定性差的問題,研究人員基于慣性摩擦焊接思路,開發了拉拔式慣性摩擦塞補焊技術。
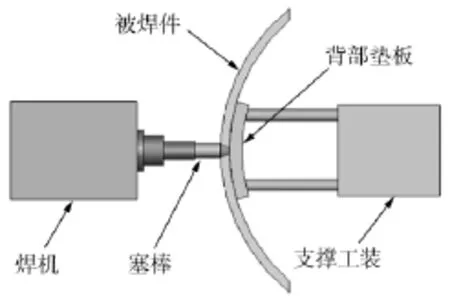
圖1 頂鍛式摩擦塞補焊示意
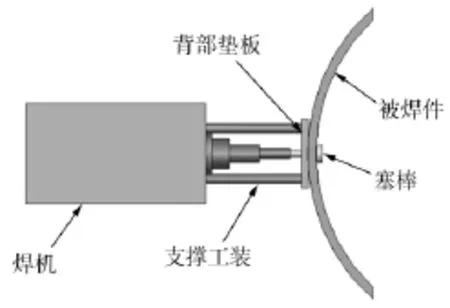
圖2 拉拔式摩擦塞補焊示意
1 頂鍛式摩擦塞補焊
頂鍛式摩擦塞補焊工作原理如圖3所示。首先在缺陷處加工塞孔,將缺陷去除,采用與塞孔相匹配的塞棒,使塞棒與塞孔作相對高速旋轉運動,并沿塞孔軸線進給,兩者之間的界面在熱和力作用下達到塑性狀態時緊急制動,保持一定的壓力直至冷卻,實現塞孔與塞棒連接。頂鍛式摩擦塞補焊主要參數包括焊接壓力(摩擦壓力以及頂鍛壓力)、塞棒轉速、塞棒進給速度、塞棒縮短量(或者焊接時間)、塞棒與塞孔的結構材料性能(如塞棒屈服強度、塞棒結構尺寸、塞棒與塞孔的配合角度等)等。
頂鍛式摩擦塞補焊是目前研究及應用最為成熟的塞補焊技術,塞棒在焊接過程中承受壓應力,焊接壓力過大將使塞棒進一步墩粗,進而使塞棒和塞孔更加緊密結合,形成致密塞補焊焊縫。因此,頂鍛式摩擦塞補焊焊接參數范圍廣,焊接過程穩定可靠。
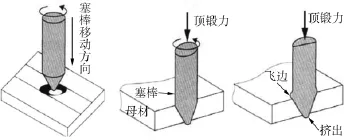
圖3 頂鍛式摩擦塞補焊接過程
頂鍛式摩擦塞補焊有以下特點:(1)塞棒主體結構在產品正面,塞棒焊接過程中承受壓應力;(2)焊接工藝窗口廣,焊接穩定性好,成功率高;(3)需要在產品背部設置剛性支撐墊板,承受巨大的焊接壓力,不宜在封閉結構產品中應用。
20世紀末,英國焊接研究所發明了頂鍛式摩擦塞補焊技術,最初目的是用于海洋結構通孔的修補,后來發現該技術可以很好地解決熔焊和攪拌摩擦焊接“匙孔”等缺陷的修補,尤其是傳統熔焊難以修補的2195等高強鋁合金。美國1995年引入該技術,用于替代航天外貯箱的手工TIG補焊[1]。洛馬公司和馬歇爾飛行中心的技術人員針對頂鍛式摩擦塞補焊具體參數進行了工藝優化,并于2000年正式將頂鍛式摩擦塞補焊應用于2219和2195航天外貯箱的焊縫修復(見圖4),獲得了高強度、高斷裂韌性和低缺陷率的修補焊縫,成功解決了上述材料熔焊難以補焊的問題,極大提高了航天貯箱的生產能力[2]。

圖4 航天飛機外貯箱頂鍛式摩擦塞補焊[2]
2001年后,英國焊接研究所繼續完善了頂鍛式摩擦塞補焊技術。K Beamish等人[3-4]研究了10 mm和4.7 mm厚度AA6082-T6鋁合金頂鍛式摩擦塞補焊工藝,分析旋轉速度、焊接壓力、位移量和塞棒配合角度等主要參數對接頭性能的影響規律,獲得了合理的工藝窗口,工藝窗口及金相照片如圖5和圖6所示。10 mm厚鋁合金采用40 kN焊接壓力,焊接速度約1.7 m/s時可獲得良好的接頭,板材中間厚度接頭熱影響區寬度約為5.8 mm,且焊接過程穩定性很好。焊接能量輸入也是一個重要指標,10mm厚鋁合金最小能量為33J/mm2,而4.7mm厚鋁合金所需最小能量為62J/mm2。TWI的FW30旋轉摩擦焊機如圖7所示。
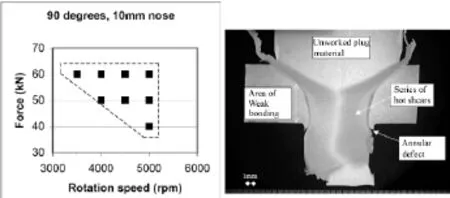
圖5 10 mm厚AA6082-T6摩擦塞補焊工藝窗口及金相照片[3]

圖6 4.7 mm厚AA6082-T6摩擦塞補焊工藝窗口及金相照片[4]
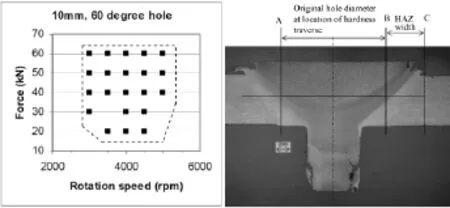
圖7 TWI的FW30旋轉摩擦焊機[4]
美國的E.Dalder[5]等人采用頂鍛式摩擦塞補焊技術對內徑1 020 mm、厚度38 mm的2219鋁合金壓力容器環縫“匙孔”進行了補焊,補焊接頭金相如圖8所示。焊接后對產品進行超聲波和超聲相控陣無損檢測,發現近表面有很微小的缺陷,可以通過機械加工手段去除。
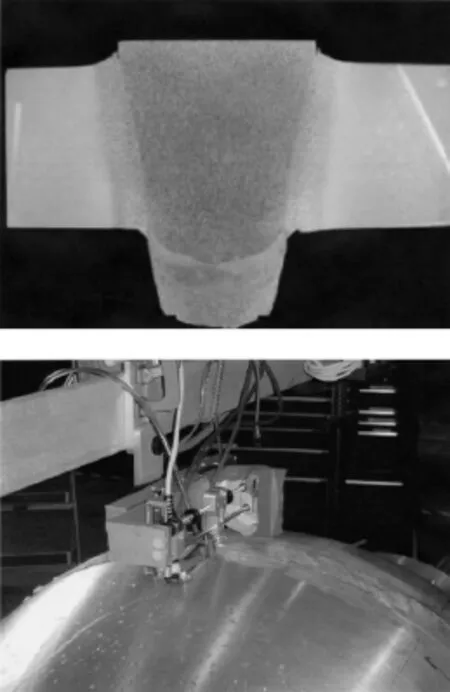
圖8 38 mm厚度2219T6鋁合金頂鍛式摩擦塞補焊接頭及超聲相控陣無損檢測[5]
美國Mercer大學MichaelLange等人[6]采用1/8英寸厚度2024鋁合金進行頂鍛式摩擦塞補焊,獲得了無裂紋和孔洞缺陷的良好接頭,接頭強度與母材相當,焊接時焊縫附近母材溫度沒有明顯提高。頂鍛式摩擦塞補焊機機頭及試件和接頭的金相照片如圖9和圖10所示。

圖9 頂鍛式摩擦塞補焊機機頭[6]
國內航天一院孫轉平等人[7-8]采用頂鍛式摩擦塞補焊方法對10 mm厚度2219鋁合金攪拌摩擦焊縫進行了摩擦塞補焊。研究表明,塞棒角度大于塞孔角度的配合方式能有效避免缺陷的產生,接頭最大抗拉強度可以達到329 MPa(母材強度72.3%),延伸率達到7%。貯箱試驗件的塞補焊如圖11所示。
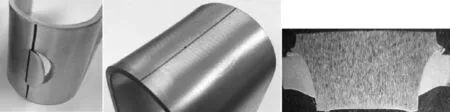
圖10 2024鋁合金頂鍛式摩擦塞補焊試件和接頭金相照片[6]
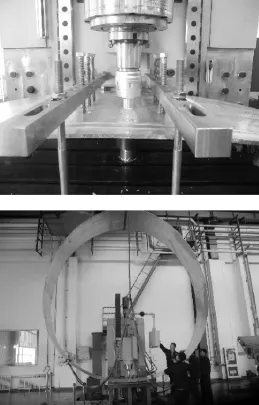
圖11 鋁合金試板及貯箱試驗件頂鍛式摩擦塞補焊
北京航空制造工程研究所[9]分析了8 mm厚度LY12鋁合金頂鍛式摩擦塞補焊接頭金相組織和顯微硬度。結果表明,LY12鋁合金摩擦塞補焊接頭可分為五個區域,即母材、母材與塑化區Ⅰ過渡區、塑化區Ⅰ、塑化區Ⅰ和塑化區Ⅱ之間的過渡區、塑化區Ⅱ。其中塑化區Ⅰ和塑化區Ⅱ的材料發生了強烈的變形和流動,但流動方式和變形方式不同;硬度分布則是從母材區開始,硬度值逐漸下降,在塑化區Ⅰ達到最低值,隨后硬度值逐漸增大,在塑化區Ⅱ趨于穩定且與母材硬度值相當。
2 拉拔式摩擦塞補焊
拉拔式摩擦塞補焊工作原理如圖12所示[10],塞棒在焊接過程中承受拉應力。拉拔式摩擦塞補焊焊接參數與頂鍛式基本相同,但焊接過程穩定性較差,主要表現為:當焊接壓力過小或塞棒轉速不高時,焊接產熱不足,易形成未焊透缺陷;當焊接壓力過大或塞棒轉速過高時,焊接產熱增大,塞棒在熱和拉力作用下,易造成“縮頸”現象,也會形成未焊透缺陷;塞棒轉速/進給速度/焊接壓力等參量在焊接過程中隨塞棒與塞孔接觸點位的不同會隨時發生變化,加上焊接時間短(一般小于2 s),焊接質量和焊接穩定性控制是其技術難點。
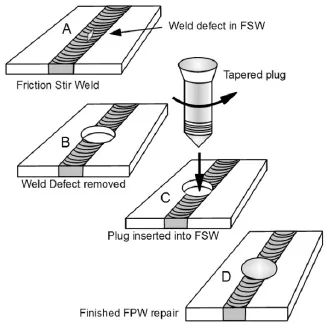
圖12 拉拔式摩擦塞補焊示意[10]
拉拔式摩擦塞補焊的技術特點包括:(1)塞補焊主機等主體結構一般置于被焊件一側(外部),無需大型復雜剛性背部支撐,工裝設計相對簡單,適于封閉結構、復雜結構等產品的缺陷補焊,更利于工程化應用;(2)焊接工藝窗口較窄,焊接質量和焊接穩定性不如頂鍛式摩擦塞補焊。
拉拔式摩擦塞補焊主要是美國NASA開展了相關研究應用工作,并聯合阿拉巴馬大學等科研機構進行了接頭組織及性能分析。洛馬公司研究人員指出,拉拔式摩擦塞補焊接頭典型缺陷主要包括焊接過程塞棒突然抱死、焊縫上部和下部未焊透、塞棒全部或者中心拉脫、界面弱結合等缺陷,如圖13所示。他們分析了不同塞棒結構設計尺寸對接頭缺陷的影響,結果表明,塞棒頂部的“熱沉”結構非常重要,其形狀尺寸與塞孔結構尺寸的配合共同影響焊接缺陷的形成[11]。
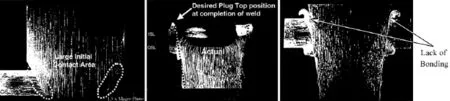
圖13 拉拔式摩擦塞補焊接頭典型缺陷(塞棒抱死、塞棒拉脫、未焊透)[11]
美國的Rachel Craft[12]在馬歇爾飛行中心采用三種不同結構的塞棒進行了2195鋁合金攪拌摩擦焊縫缺陷的拉拔式摩擦塞補焊,如圖14所示。這三種結構分別為:帶臺階的塞棒、帶左旋線螺紋的塞棒以及帶右旋線螺紋的塞棒,分析塞補焊接頭的材料流動、微觀組織和分界線的特征,并進行無損檢測及力學性能測試。結果顯示帶左旋線螺紋的塞棒和帶臺階的塞棒焊接后塞補焊接頭性能更好。
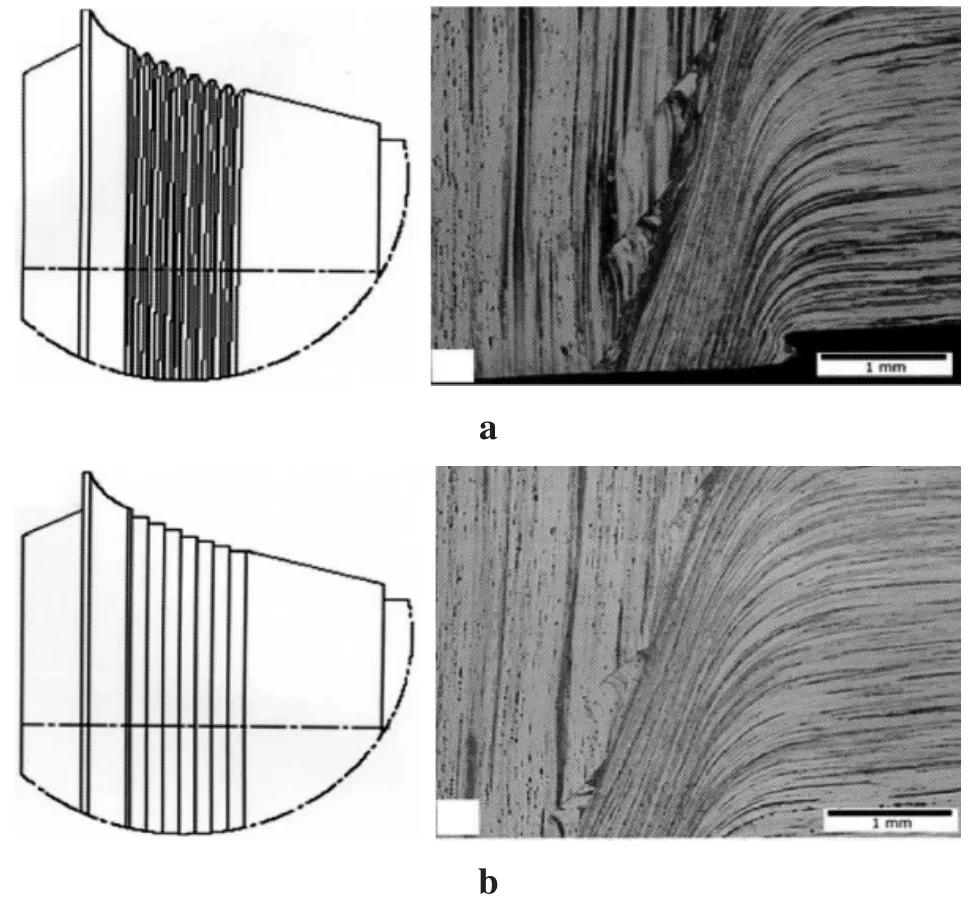
圖14 加工的塞棒及接頭剖面照片[12]
NASA將拉拔式摩擦塞補焊用于Ares項目中雙軸肩攪拌摩擦焊接“匙孔”的修補,拉拔式摩擦塞補焊設備工位示意和實物如圖15所示[13-14]。
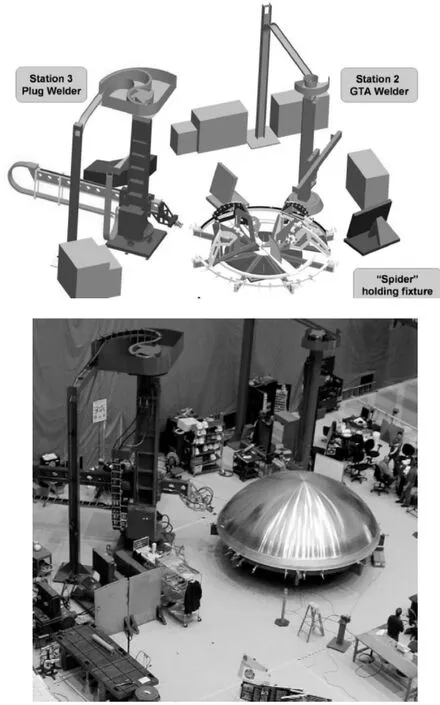
圖15 拉拔式摩擦塞補焊示意圖及設備實物[13-14]
目前,馬歇爾飛行中心已經開展了2195、2219和2014鋁合金材料摩擦塞補焊技術研究[15](見圖16),確定了該技術的邊界條件,重點分析塞棒結構尺寸與材料厚度和不同鋁合金的匹配關系等。結果證明,拉拔式摩擦塞補焊可以用于攪拌摩擦焊“匙孔”的修復,接頭強度和試樣的寬度有關系,目前可焊鋁合金材料焊接厚度局限于0.5英寸(12.7 mm)以內。2010年NASA首次實現了全尺寸箱底環縫雙軸肩攪拌摩擦接后“匙孔”的摩擦塞補焊[16],如圖17所示,焊接后需要將塞補焊接頭通過機械方法平整后進行無損檢測,以判斷是否適于使用。美國NASA研究表明,摩擦塞補焊工藝參數存在一個優化的匹配范圍,只要采用匹配范圍內的參數組合,就能獲得無缺陷的高質量修補焊縫。與以往用在航天外貯箱上的熔化補焊工藝相比,焊縫強度提高20%,極大縮短了貯箱生產周期、降低了貯箱制造成本,并有效降低貯箱的焊接變形。

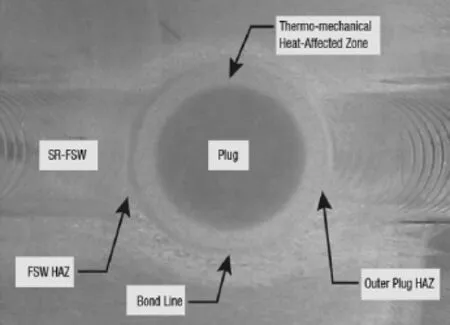
圖16 拉拔式摩擦塞補焊試樣及焊縫正面照片[15]
圖17 箱底環縫“匙孔”的摩擦塞補焊[16]
NASA的Preston McGill等人[17-18]研究了拉拔式摩擦塞補焊接頭的損傷容限,建立了摩擦塞補焊接頭的斷裂數據庫。總體來說,塞補焊接頭低溫強度要高于室溫強度,接頭表面裂紋可以通過液體滲透的方法進行無損檢測,而具有一定體積的裂紋可以通過超聲相控陣技術進行無損探傷。拉拔式摩擦塞補焊接頭損傷容限和接頭滲透檢測如圖18和圖19所示。
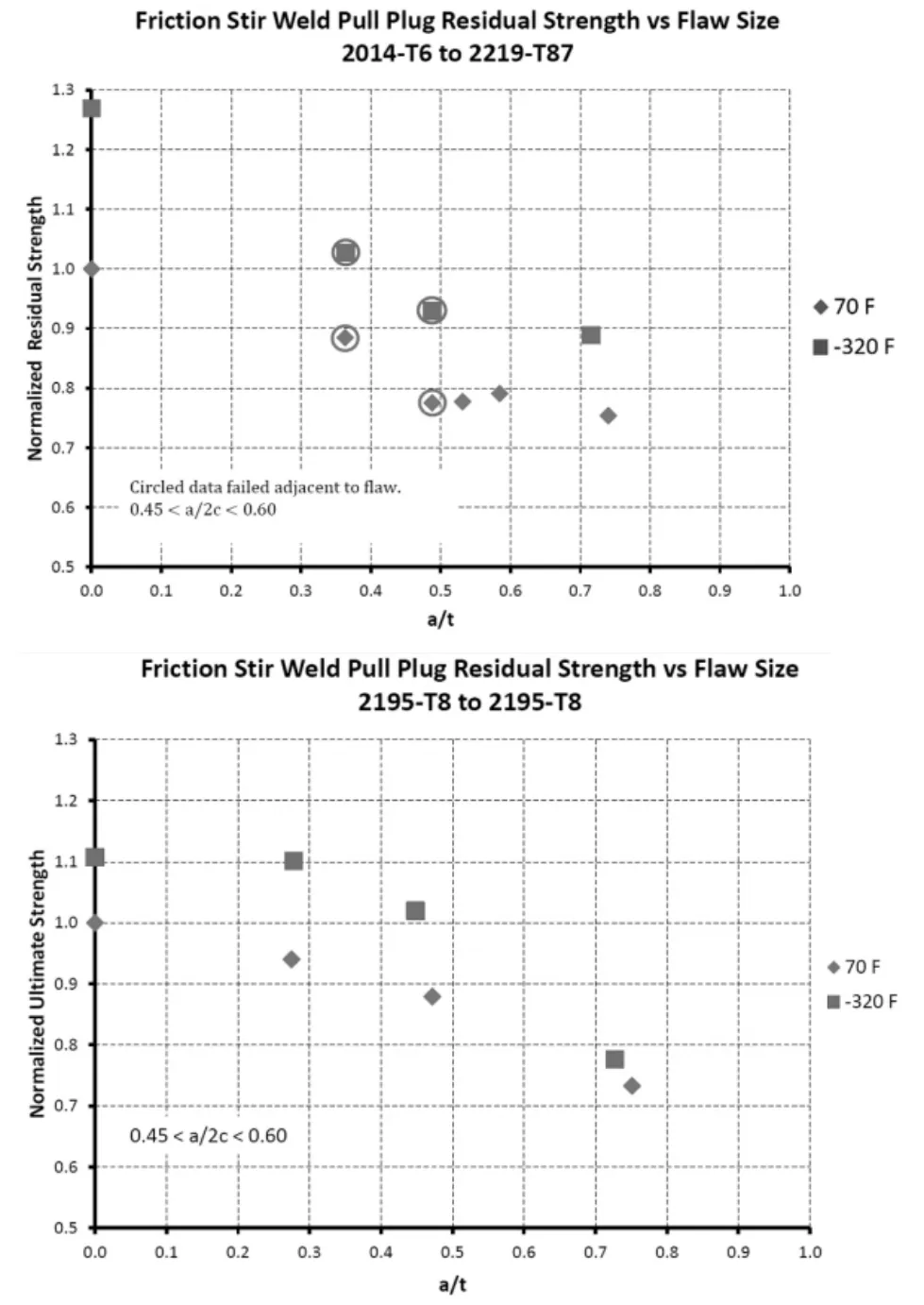
圖18 拉拔式摩擦塞補焊接頭損傷容限[17-18]

圖19 接頭滲透檢測[17-18]
目前,除了拉拔式摩擦塞補焊基礎工藝研究外,美國阿拉巴馬大學與NASA合作開展了接頭斷裂性能及微觀組織形成機理的研究。KARLA RENEE HORTON[19]研究2219-T87鋁合金摩擦塞補焊接頭的組織與性能,重點分析接頭的顯微硬度、接頭強度以及接頭低溫及室溫條件下的接頭應變區域特征。在此基礎上,D.F.Metz等人[20]研究了2195-T8鋁合金雙軸肩攪拌摩擦焊縫拉拔式摩擦塞補焊接頭的微觀組織和力學性能,取樣位置如圖20所示。研究表明,回復再結晶材料厚度約為30~122 μm(見圖21),塞棒分界線附近區域硬材料硬度約為110~130 HK100g,比母材硬度低35%左右。
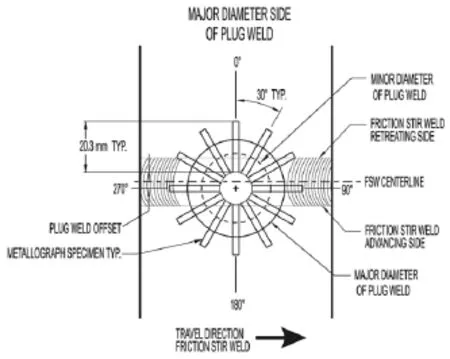
圖20 塞補焊金相取樣位置[20]
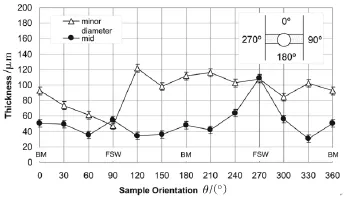
圖21 回復再結晶區域平均厚度[20]
DAVID FRANCIS METZ[10]研究了2195-T8鋁合金拉拔式摩擦塞補焊接頭的斷裂特性,通過疲勞試驗確定了裂紋的啟裂位置與開裂路徑,結果表明,焊接參數直接影響接頭的疲勞性能。預制裂紋位置示意如圖22所示,接頭裂紋照片及形貌如圖23、圖24所示。
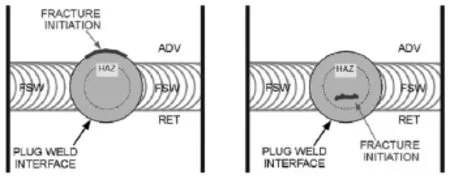
圖22 預制裂紋位置示意[10]
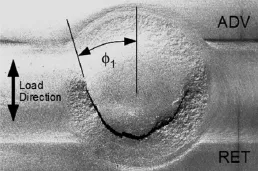
圖23 接頭裂紋照片[10]

圖24 接頭斷裂形貌[10]
國內拉拔式摩擦塞補焊技術研究剛剛起步,航天一院趙衍華等人[21]采用拉鍛式摩擦塞補焊方法對4 mm厚的2014鋁合金攪拌摩擦焊接頭缺陷進行了補焊,焊后分析塞補焊接頭的微觀組織和拉伸性能,焊接設備如圖25所示。研究結果表明,摩擦塞補焊接頭分為焊縫區、熱影響區和母材區三部分,焊縫由細小的等軸再結晶組織構成。選擇合適的焊接參數和接頭結構,塞補焊接頭的抗拉強度可以達到330 MPa以上,達到或超過攪拌摩擦焊接頭強度。塞補焊接頭微觀硬度分析表明,塞補焊后接頭焊縫區硬度較高,但整體硬度變化不大。圖26為攪拌摩擦焊縫拉拔式摩擦塞補焊拉伸的試樣,可以看出,與母材的摩擦塞補焊不同,攪拌摩擦焊縫進行拉拔式摩擦塞補焊時,若選用合適的焊接工藝參數,接頭性能良好,斷裂位置為塞補焊焊縫附近的薄弱區,其斷裂沿“直線”斷裂,而不是母材塞補焊時斷裂為沿“圓弧”斷裂,說明塞補焊接頭強度基本能夠達到攪拌摩擦焊接頭強度。
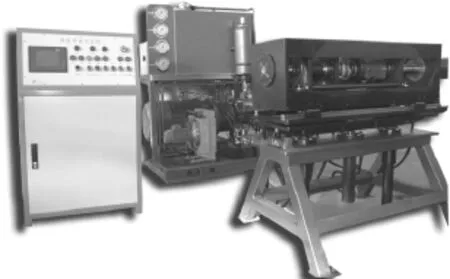
圖25 拉拔式摩擦塞補焊設備
3 拉拔式慣性摩擦塞補焊
拉拔式慣性摩擦塞補焊是在慣性摩擦焊接的基礎上結合拉拔式摩擦塞補焊技術難點而開發的一種新型塞補焊技術。與拉拔式摩擦塞補焊的差異主要體現在焊機種類上,拉拔式摩擦塞補焊采用連續摩擦焊機,而拉拔式慣性摩擦塞補焊采用慣性摩擦焊機,塞補焊所需要的能量全部由慣性輪提供,焊接熱輸入量穩定一致,并且焊接工藝控制參數少,可實現參數的精確控制。因此拉拔式慣性摩擦塞補焊具有更好的接頭質量和焊接過程穩定性。
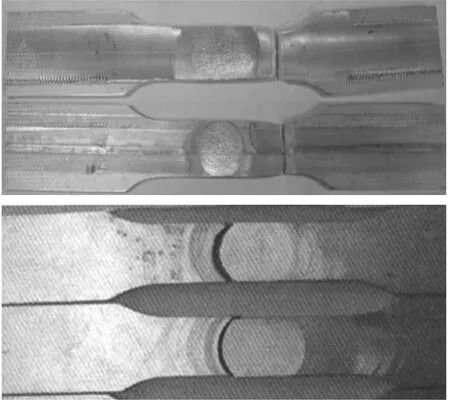
圖26 攪拌摩擦焊縫拉拔式摩擦塞補焊及母材拉拔式摩擦塞補焊斷裂位置[21]
典型拉拔式慣性摩擦塞補焊裝置[22]如圖27所示。塞補焊焊接時,通過焊機主軸和慣性輪的高速旋轉儲能,達到一定轉速后,切斷電源,焊機主軸對塞棒實施拉鍛,在摩擦力及拉力的共同作用下,主軸旋轉停止,保溫一定時間后完成焊接。
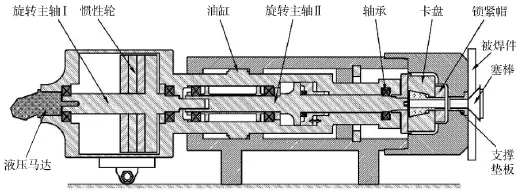
圖27 拉拔式慣性摩擦焊接裝備[22]
拉拔式慣性摩擦塞補焊技術特點如下:(1)具有塞補焊固相焊接的優點,塞補焊接頭性能高;(2)與頂鍛式摩擦塞補焊相比,焊接過程中塞棒由(被焊件)內向外運動,不需要背部龐大的剛性支承機構,工裝設計相對簡單,更適于大型產品實際焊接應用;(3)采用液壓傳動且不需要復雜工裝,可實現拉拔式慣性摩擦塞補焊設備的小型化,便于在現場進行大型鋁合金產品的塞補焊;(4)與拉拔式摩擦塞補焊相比,由于焊接能量通過慣性輪提供,可控性好,焊接過程穩定可靠。
航天一院與華東理工大學合作發明了拉拔式慣性摩擦焊接裝備,并初步開展了2219鋁合金拉拔式慣性摩擦塞補焊接實驗,拉拔式慣性摩擦塞補焊接頭及斷裂位置照片如圖28所示。結果表明,該方法穩定性好,可實現典型厚度鋁合金拉拔式慣性摩擦塞補焊,焊后進行熒光檢測,接頭無裂紋及未焊透等缺陷,接頭性能與頂鍛式摩擦塞補焊以及拉拔式摩擦塞補焊相當,是航天貯箱等大型鋁合金產品攪拌摩擦焊接缺陷的理想補焊工藝。

圖28 拉拔式慣性摩擦塞補焊接頭及斷裂位置照片
4 結論
(1)摩擦塞補焊是攪拌摩擦焊縫“匙孔”等點狀缺陷理想的等強固相補焊方法,按施力方向的不同可分為頂鍛式和拉拔式兩類,采用的塞補焊焊機一般為連續摩擦焊機,近年來為了提高拉拔式摩擦塞補焊接過程穩定性,基于慣性摩擦焊接思路開發了拉拔式慣性摩擦塞補焊技術。
(2)頂鍛式摩擦塞補焊是技術最為成熟、可靠性最高的固相補焊技術,但需要背部提供剛性支撐機構,無法在貯箱等大型封閉結構產品中工程應用。
(3)拉拔式塞補焊無需背部支撐裝置,可用于貯箱等封閉結構點狀缺陷補焊,NASA已成功應用于航天產品的制造。拉拔式摩擦塞補焊接頭質量和焊接過程穩定性控制是其技術難點。
(4)拉拔式慣性摩擦塞補焊技術是近期開發的一種新型固相補焊技術,具備慣性摩擦焊接過程穩定以及拉拔式摩擦塞補焊不需背部復雜工裝的優點,在航空航天領域應用前景廣闊,但為了實現工程應用,還需要進一步開展相關工作。
[1]Li Z X,Cantrell M A,Brown R J,Process development and microstructural characterization on friction plug welded 2195 and 2219 Alloys[EB/OL].https://ntrs.nasa.gov/archive/ nasa/casi.ntrs.nasa.gov/20000089963.pdf.
[2]Paula J.Hartley.Friction plug weld repair for the space shuttle external tank[EB/OL].https://ntrs.nasa.gov/archive/ asa/casi.ntrs.nasa.gov/20000093962.pdf.
[3]Beamish K.Friction taper plug welding of 10 mm A6082-T6[R].WTI Report,No.768,2003.
[4]Beamish K A,Pick J R,Threadgill P L.Influence of hole and plate geometries on friction taper plug welding of AA6082-T6[R].The Welding Institute,2007
[5]Dalder E,Pastrnak J W,Engel J,et al.Bobbin-Tool friction stir weldingofthick-walled Aluminum alloy pressurevessels [Z].UCRL-JRNL-233687,2007.
[6]Michael Lange,Stephen Schwenker.Friction plug welding of 2024-T3 aluminum[C].USA:2014 Aircraft Structural Integrity Conference,2014.
[7]Bo Du,Zhuanping Sun,Xinqi Yang,et al.Characteristics of frictionplugweldingto10mmthickAA2219-T87sheet:Weld formation,microstructure and mechanicalproperty[J].Materials Science&Engineering,2016(654A):21-29.
[8]孫轉平,宋建嶺,李超,等.2219鋁合金攪拌摩擦焊焊縫頂鍛式摩擦塞補焊接頭性能分析[J].焊接,2016(1):35-40.
[9]欒國紅,季亞娟,董春林,等.LY12鋁合金摩擦塞焊接頭組織分析[J].焊接學報,2006,27(10):1-3.
[10]David Francis Metz.Experimental and numerical characterization of the fatigue and fracture properties of friction plug welds in 2195-T8AluminumLithiumalloy[D].USA:Adissertation for the doctor degree in the University of Alabama,2013:1-126.
[11]EdmondR.Coletta,Mark A.Cantrell.FritionPlugweldrepair geometric innovations[EB/OL].https://ntrs.nasa.gov/archive/ nasa/casi.ntrs.nasa.gov/20000112928.pdf.
[12]Rachel Craft.New plug designs for improved mechanical propertiesinAl2195frictionpullplugwelds[J].Undergraduate Research Journal,2011,7(1):4-12.
[13]The establishment of a new friction stir welding process development facility at NASA/MSFC[EB/OL].https://ntrs. nasa.gov/archive/nasa/casi.ntrs.nasa.gov/20100020884.pdf. [14]Comprehensive large-scale manufacturing and testing,facilities[EB/OL].http://www.nasa.gov/sites/default/files/files/ LargeScaleMfg.pdf.
[15]ShaneA.BrookeandVannBradford.Frictionpullplugwelding in Aluminum alloys[EB/OL].https://ntrs.nasa.gov/archive/ nasa/casi.ntrs.nasa.gov/20120014529.pdf.
[16]http://www.nasa.gov/pdf/436021main_mar262010_wkly_ summary.pdf.
[17]Preston McGill and Jonathan Burkholder,Damage tolerance assessment of friction pull plug welds[EB/OL].https://ntrs. nasa.gov/archive/nasa/casi.ntrs.nasa.gov/20120014277.pdf.
[18]Preston McGill,Jonathan Burkholder.Damage tolerance behavior of friction stir welds in aluminum alloys[C].USA:National Space and Missile Materials Symposium,2012.
[19]Karla Renee Horton.Microhardness,strength and strain field characterization of self-reacting friction stir and plug welds of dissimilar aluminum alloys[D].USA:A dissertation for the doctor degree in the University of Alabama,2011.
[20]Metz D F,Weishaupt E R,Barkey M E,et al.A microstructure and microhardness characterization of a friction plug weld in friction stir welded 2195 Al-Li[J].Journal of EngineeringMaterialsandTechnology,2012(134):021005-1-021005-7.
[21]趙衍華,劉景鐸,張麗娜,等.2014鋁合金攪拌摩擦焊縫的拉鍛式摩擦塞補焊[J].航空材料學報,2010,30(1):41-46.
[22]一種拉拔式慣性摩擦焊接方法及裝置,P201610814034.3 [P].
Present state and perspective on friction plug welding
WANG Guoqing1,ZHANG Lina2,ZHU Ruican2,WANG He2,ZHAO Yanhua2
(1.China Academy of Launch Vehicle Technology,Beijing 100076,China;2.CapitalAerospaceMachineryCompany,Beijing 100076,China)
Friction stir welding has been widely applied in aerospace industry because of its remarkable advantages.However,one of rare imperfections of the technique,keyhole at the weld terminus,does weaken the integral performance of the welded structure. Usually it needs to be closed by conducting repair methods.Conventional fusion repair can be an option if the degradation of joint properties is ignored.To achieve a high-quality FSW joint,a friction plug welding is introduced for the repair task.This paper gives description of three equi-strength,solid-stage friction plug weld repair methods,illustrates the working principles,analyzes the process features and presents the research and application statuses.It is concluded that friction plug weld repair is an essential part of FSW technological architecture and its application has a bright prospect.
friction plug weld repair;friction push plug welding;friction pull plug welding;inertia
TG484
C
1001-2303(2017)01-0017-09
10.7512/j.issn.1001-2303.2017.01.03
獻
王國慶,張麗娜,朱瑞燦,等.摩擦塞補焊技術研究現狀及展望[J].電焊機,2017,47(1):17-25.
2016-10-26
北京市教育委員會2015年度創新能力提升計劃項目(TJSHG201510017023);國家自然科學基金項目(51505035)
王國慶(1966—),男,遼寧朝陽人,博士,研究員,主要從事先進制造技術研究等工作。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
