金屬流固耦合沉積方法綜述
2017-02-27 01:04:52李素麗王明哲李周平
中國(guó)鑄造裝備與技術(shù) 2017年1期
關(guān)鍵詞:研究
李素麗,王明哲,李周平
(陜西國(guó)防工業(yè)職業(yè)技術(shù)學(xué)院,陜西西安 710300)
金屬流固耦合沉積方法綜述
李素麗,王明哲,李周平
(陜西國(guó)防工業(yè)職業(yè)技術(shù)學(xué)院,陜西西安 710300)
金屬熔體噴射斷裂成小液滴后,通過(guò)與運(yùn)動(dòng)平臺(tái)裝置的協(xié)同運(yùn)動(dòng),可在基板上準(zhǔn)確沉積,以達(dá)到制件成形要求。然而受到不同因素干擾的毛細(xì)金屬熔體容易出現(xiàn)偏斜、中斷,甚至無(wú)法斷續(xù)等問(wèn)題,難以控制熔融金屬沉積過(guò)程。因此需要對(duì)金屬熔體噴射流固耦合特性進(jìn)行系統(tǒng)的研究。
金屬熔體;噴射;沉積方法;偏斜;影響因素
0 引言
金屬3D打印技術(shù)增材制造(Additive Manufacturing,AM)是基于離散—堆積原理的新型數(shù)字化成形技術(shù),被譽(yù)為“具有工業(yè)革命意義的制造技術(shù)”,極大的縮短了產(chǎn)品的研發(fā)周期和成本,對(duì)制造業(yè)的發(fā)展有著十分重要的意義[1]。
1 金屬熔融小液滴噴射成形技術(shù)分類及特點(diǎn)
產(chǎn)生均勻液滴的方法很多[2](圖1),根據(jù)液滴噴射的方式根據(jù)金屬均勻噴射熔融小液滴沉積成形原理和控制方式的不同,金屬熔融小液滴噴射技術(shù)可以分為連續(xù)式噴射(continuous-ink-jet,CIJ)和按需式噴射(drop-on-demand,DOD)兩大類。
CIJ技術(shù)是利用持續(xù)壓力擠壓流體使其經(jīng)過(guò)微小噴孔形成毛細(xì)射流,并在激振器的作用下斷裂成均勻液滴流;與此同時(shí),加載充電脈沖使液滴選擇性帶電,經(jīng)過(guò)偏轉(zhuǎn)電場(chǎng)后根據(jù)需要沉積在基板或回收槽中,如圖2.a所示。
DOD技術(shù)是利用激振器在需要時(shí)產(chǎn)生壓力脈沖擠壓流體噴射出單顆液滴,并直接沉積于基板,如圖2.b所示[3-5]。其技術(shù)特點(diǎn)如表1所示。
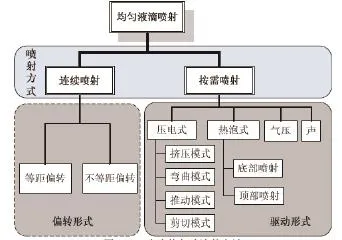
圖1 產(chǎn)生均勻液滴的方法
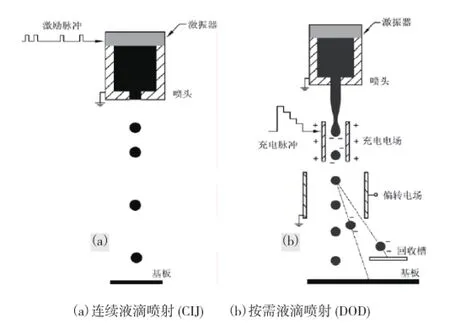
圖2 均勻液滴噴射的方式
連續(xù)式均勻金屬微滴噴射是在持續(xù)壓力的作用下,使噴射腔內(nèi)流體經(jīng)過(guò)噴孔形成毛細(xì)噴射,并在脈沖壓力的作用下斷裂成為均勻熔融小液滴流。該技術(shù)最早是在20世紀(jì)90年代由美國(guó)麻省理工學(xué)院[6]和美國(guó)加州大學(xué)歐文分校[7]基于Rayleigh噴射線性不穩(wěn)定理論[8]提出的。
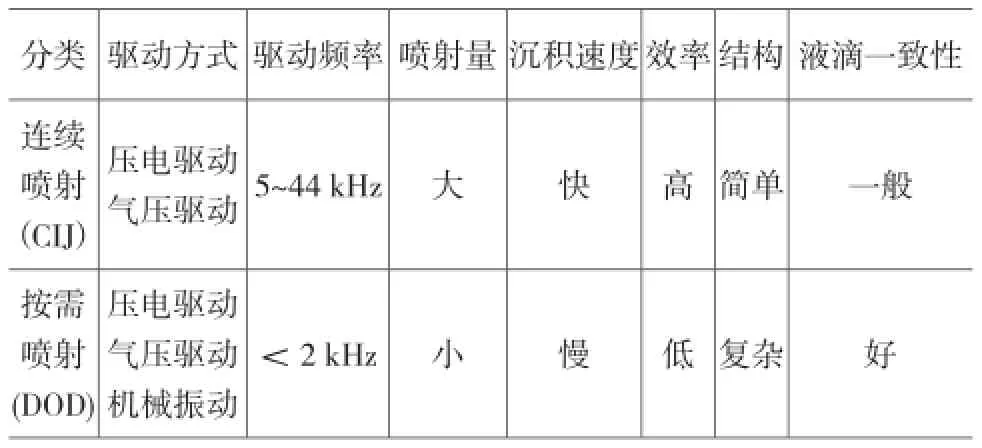
表1 金屬微滴噴射技術(shù)分類及特點(diǎn)
按需式金屬微滴噴射是利用高頻電磁閥在需要時(shí)產(chǎn)生壓力脈沖,改變腔內(nèi)氣壓,迫使流體內(nèi)部產(chǎn)生瞬間的速度和壓力變化驅(qū)使形成單顆熔融小液滴[9]。相比于連續(xù)式微滴噴射技術(shù)噴射頻率高,單顆熔融小液滴滴落沉積不易控制的特點(diǎn),按需式噴射原理是一個(gè)脈沖對(duì)應(yīng)一顆熔融小液滴,具有噴射精確可控的優(yōu)點(diǎn),但噴射速度遠(yuǎn)低于連續(xù)式噴射。多倫多大學(xué)采用按需式噴射方式[10]對(duì)多顆金屬熔融小液滴實(shí)現(xiàn)了水平與垂直方向[11]沉積,并研究了沉積過(guò)程中熔融小液滴的重熔與凝固過(guò)程[12]。哈爾濱工業(yè)大學(xué)[13]采用直徑為50 μm的噴嘴通過(guò)改變充電幅值來(lái)控制金屬熔融小液滴的飛行軌跡,沉積出6 mm壁厚,表面不光滑,有一定“毛刺”的圓筒[14]。西北工業(yè)大學(xué)齊樂(lè)華教授近年來(lái)分別對(duì)連續(xù)式[15]和按需式[16]均勻熔融小液滴噴射成形技術(shù)進(jìn)行了詳細(xì)研究,并對(duì)熔融小液滴監(jiān)測(cè)方法[17]等方面展開(kāi)了理論與試驗(yàn)研究。西安交通大學(xué)的盧秉恒教授團(tuán)隊(duì)對(duì)金屬按需噴射理論進(jìn)行了深入研究,并且研制了金屬微噴熔融小液滴和微涂覆結(jié)合的實(shí)驗(yàn)裝置,成形出空腔零件。
2 金屬噴射特性分析
欲采用熔融金屬噴射沉積成形出滿足精度與性能要求的金屬制件,需噴射出穩(wěn)定的均勻金屬熔融小液滴。若噴射參數(shù)與條件選擇不合適,很容易引起噴射熔融小液滴流偏斜、中斷等問(wèn)題,導(dǎo)致金屬熔融小液滴噴射與沉積過(guò)程難以精確預(yù)測(cè)和控制,無(wú)法滿足熔融小液滴噴射沉積成形金屬制件的要求。只有噴射的均勻熔融小液滴不發(fā)生偏斜,提高熔融小液滴的形狀精度,并控制熔融小液滴沉積的初始條件,使熔融小液滴與沉積層更好的融合,消除制件內(nèi)部冷隔層與孔隙,才能有效提高成形件質(zhì)量。基于此,在金屬熔融小液滴噴射過(guò)程中,參數(shù)的合理匹配是能否成功成形金屬件的關(guān)鍵。目前已有的研究通過(guò)噴射速度這一中間變量得到均勻熔融小液滴噴射的規(guī)律,但噴射內(nèi)部流場(chǎng)和速度的變化無(wú)法直接觀測(cè),造成選擇的參數(shù)難以匹配。另外,受外界干擾,金屬噴射不能穩(wěn)定噴射,其原因復(fù)雜,相互作用機(jī)理尚不明確,難以采取針對(duì)性措施解決噴射不穩(wěn)定的問(wèn)題。
3 結(jié)束語(yǔ)
根據(jù)以上分析可知,目前金屬熔融小液滴滴落與沉積的研究主要針對(duì)沉積物微觀結(jié)構(gòu)與性能等方面。但作為工程應(yīng)用的重要考察指標(biāo)—制件的形狀精度以及抗拉強(qiáng)度并沒(méi)有進(jìn)行完整地研究。因此,探索金屬微噴沉積參數(shù)對(duì)成形件形狀精度以及強(qiáng)度的影響是熔融小液滴噴射制造技術(shù)應(yīng)用于實(shí)際工程的必要基礎(chǔ)研究。金屬微滴噴射技術(shù)受到國(guó)內(nèi)外學(xué)者的高度關(guān)注,目前研究主要集中在均勻金屬微滴產(chǎn)生機(jī)理、軌跡控制裝置及其裝備開(kāi)發(fā)、錫鉛和鋁合金熔融小液滴噴射沉積成形機(jī)理、微滴精準(zhǔn)控制與應(yīng)用和成型質(zhì)量控制等方面。
[1] Suli Li, Zhengying Wei, Jun Du, et al.The fusion process of successive droplets impinging onto a substrate surface [J]. Journal of Appl. Phys. A, 2015, 120:35-42.
[2] Suli Li, Zhengying Wei, Jun Du, et al. A numerical analysis on the metal droplets impacting and spreading out on the substrate [J]. Journal of Rare Metal Materials and Engineering, 2015, 3:44-18.
[3] Pei Wei, Zhengying Wei, Suli Li, et al.Splat formation during plasma spraying for 8 mol% yttria-stabilized zirconia droplets impinging on stainless steel substrate [J]. Applied surface science, 2014,538-547.
[4] DU Jun, WEI Zhengying, CHENZhen, et al.Numerical Investigation of Pile up Process in Metal Micro droplet Deposition Manufacture [J], Micromachines,2014,31(2):021601-1.
[5] J-D Kim, Y Peng. Melt pool shape and dilution of laser cladding with wire feeding [J]. Journal of Materials Processing Technology, 2000, 104(3): 284-293.
[6] D Deng, H Murakawa. Numerical simulation of temperature fi eld and residual stress in multi-pass welds in stainless steel pipe and comparison with experimental measurements [J]. Computational Materials Science, 2006,37(3): 269-277.
[7] D Deng, H Murakawa, W Liang. Numerical and experimental investigations on welding residual stress in multi-pass butt-welded austenitic stainless steel pipe [J]. Computational Materials Science, 2008, 42(2): 234-244.
[8] Jiang XS, Qi LH, Luo J, et al.Influences of disturbance frequency on the droplet generation for micro droplet deposition manufacture [J]. Proceedings of the Institution of Mechanical Engineers, 2009,223(12):1529-1539.
[9] Jiang XS, Qi LH, Luo J, et al. Research on accurate droplet generation for micro-droplet deposition manufactures [J]. International Journal of Advanced Manufacturing Technology, 2010. 49(5-8):535-541.
[10] Qi LH, Jiang XS, Luo J, et al.Study on dominant factors of metal jet breakup in micro droplet deposition manufacturing technique [J]. Chinese Journal of Aeronautics, 2010. 23(4), 495-500.
[11] Turner BN, Strong R, Gold SA. A review of melt extrusion additive manufacturing processes: I. Process design and modeling [J]. Rapid Prototyping Journal, 2014, 20(3): 192-204.
[12] M. W. Khaing, J. Y. H. Fuh, L. Lu. Direct metal laser sintering for rapid tooling: processing and characterisation of EOS parts [J]. Journal of Materials Processing Technology, 2001, 113: 269-272.
[13] D Cormier, O Harrysson, H West. Characterization of H13 steel produced via electron beam melting [J]. Rapid Prototyping Journal, 2004. 10(1): 35-41.
[14] J H Liu, Y S Shi, Z L Lu, et al. Manufacturing metal parts via indirect SLS of composite elemental powders [J]. Materials Science and Engineering A, 2007. 444(1-2): 146-152.
[15] 李彥鵬, 王煥然.低沖擊能量液滴與球面碰撞沉積特性的數(shù)值研究[ J] .西安交通大學(xué)學(xué)報(bào), 2009, 43(7):21-24.
[16] 李京龍, 李長(zhǎng)久.等離子噴涂熔滴的瞬時(shí)碰撞壓力研究[ J] .西安交通大學(xué)學(xué)報(bào), 1999, 33(12):30-34.
[17] 蔣小珊, 齊樂(lè)華, 羅俊, 等.金屬微滴產(chǎn)生系統(tǒng)的設(shè)計(jì)與實(shí)現(xiàn)[J].中國(guó)機(jī)械工程, 2009, 20(15):1775-1778 .
Research of metal deposition methods and infl uencing factors
Li SuLi, WANG MingZhe, LI ZhouPing
(Shaanxi institute of technology,Xi'an 710300, Shaanxi,China)
Pick to metal melt injection after breaking into small droplets, through coordinated movement with motion platform device, can accurate deposition on substrates, to meet the requirements of stamping forming. However capillary metallic melts under different interference, easy appear skewed, the interrupt, can’t even intermittent problems, diffi cult to control the molten metal deposition process. So you need to metal melt injection of fl uid-solid coupling system is studied.
Metal melt injection;deposition methods;defl ection; impact factors.
TQ021;TG249;
A;
1006-9658(2017)01-0006-03
10.3969/j.issn.1006-9658.2017.01.002
項(xiàng)目來(lái)源:陜西國(guó)防工業(yè)職業(yè)技術(shù)學(xué)院院級(jí)課題(編號(hào):Gfy16-14)
2016-06-17
稿件編號(hào):1606-1412
李素麗(1981—),女,副教授,主要從事3D打印以及模具設(shè)計(jì)相關(guān)的研究 工作.
猜你喜歡
體育科技文獻(xiàn)通報(bào)(2022年3期)2022-05-23 13:46:54
天津外國(guó)語(yǔ)大學(xué)學(xué)報(bào)(2021年3期)2021-08-13 08:32:18
遼金歷史與考古(2021年0期)2021-07-29 01:06:54
科技傳播(2019年22期)2020-01-14 03:06:54
遼金歷史與考古(2019年0期)2020-01-06 07:45:20
民用飛機(jī)設(shè)計(jì)與研究(2019年4期)2019-05-21 07:21:24
電子制作(2018年11期)2018-08-04 03:26:04
汽車工程學(xué)報(bào)(2017年2期)2017-07-05 08:13:02
國(guó)際商務(wù)財(cái)會(huì)(2017年8期)2017-06-21 06:14:14
電子制作(2017年23期)2017-02-02 07:17:19
