環錠細紗機卷繞成形不同算法的比較和應用
2017-02-25 07:35:20經緯紡織機械股份有限公司榆次分公司韋金平
紡織機械 2017年2期
經緯紡織機械股份有限公司榆次分公司 韋金平/文
環錠細紗機卷繞成形不同算法的比較和應用
經緯紡織機械股份有限公司榆次分公司 韋金平/文
本文以FA506型環錠細紗機傳動結構為基礎分析了卷繞成形過程中鋼領板每升降一次卷繞長度不同算法產生的數據差異,并給出了由機械升降改為電子升降時,鋼領板實時速度應該遵從的數學規律。
環錠細紗機 卷繞成形 機械升降 電子升降 計算公式
隨著環錠紡細紗絡筒速度的提高,為防止毛羽、斷頭、脫圈等指標惡化,對細紗機管紗成型質量要求也會更加嚴格,這就要求卷繞成形控制精度更為嚴格。傳統的“機械升降”控制是有級的,采用的是一種近似算法。當鋼領板改為“電子升降”時,由伺服電機來直接控制鋼領板的升降速度,可以做到無級、明確,應當采用一種精確的算法。根據紗線實際卷繞情況重新計算鋼領板升降速度做為電機控制的目標則變得具有可操作性,管紗成型也會更加接近預期。
環錠紡細紗機管紗成形過程是鋼領板在“上多下少”的往復運動中細紗層層卷繞、在凸釘影響下完成管底紗后,以繞錐形等螺距螺旋線的方式,完成中紗和大紗的成形。若不考慮捻縮的影響,單位時間內前羅拉的出紗長度應等于紗管的繞紗長度。為便于描述,以FA506型細紗機最新傳動結構為模本分析精確算法與近似算法的區別。
1 近似算法過程
設ZF/ZG為卷繞齒輪副,前羅拉的直徑為DF,成型凸輪的升降比為1:k。成形凸輪每轉動一周,鋼領板完成一個升降短動程,根據FA506型細紗機的傳動結構可得,此過程中前羅拉出紗長度:

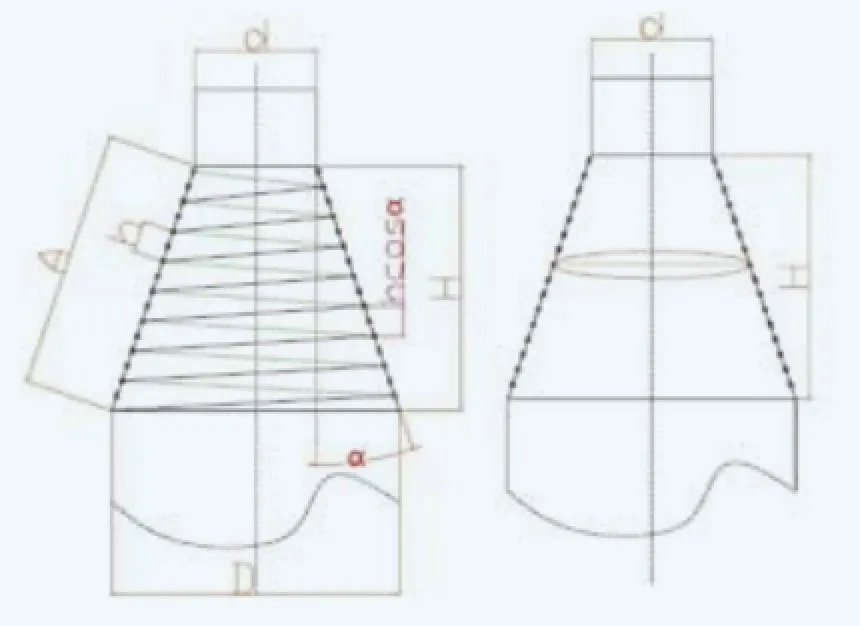
圖1 細紗短動程長度近似計算示意圖
鋼領板單次短動程紗管的繞紗長度采用一種近似算法。如圖1示,d為筒管直徑,D為成紗直徑,H為短動程高度,h為圈距,α為成形角(半錐角),法向螺距為h×cosα的圓錐螺旋線每一圈被近似的看作一個圓,然后再近似到錐臺的中徑圓上求周長,
式中1/k為降程倍數,由L= L’可推知卷繞齒輪副的理論齒數比
這種算法使“計算繞紗長度”與“實際繞紗長度”之間有一定的誤差,此誤差會進一步影響ZF/ZG,而齒輪在設計時也需要考慮模數標準化等因素,會使ZF/ZG比值需要再次調整,對于機械升降的有級和模糊而言,近似計算是可以被接受的,也是一種經濟實用的計算方法。
2 精確計算過程
當機械升降變為由伺服電機控制的電子升降時,不再需要升降凸輪和ZF/ZG工藝齒輪,能夠對鋼領板實現無級調速,理論上可以根據細紗實際卷繞情況來計算以消除上述“近似計算”產生的誤差,能夠使管紗實際成形更接近于理論形狀。
在鋼領板上升過程中,紗線的卷繞過程如圖2所示,圓錐位于空間直角坐標系XYZO中,設d為筒管直徑,D為管紗直徑,α為半錐角(卷繞角),設M’點從X軸開始向上繞圓錐面做法向螺距為h×cosα的螺旋運動,求 M’點軌跡弧長與M’點的轉角θ與的關系。
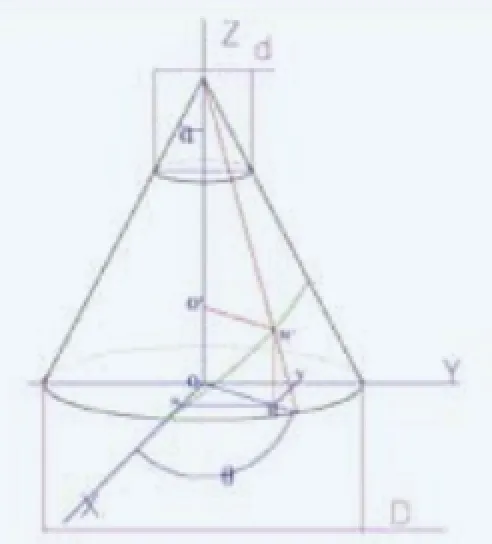
圖2 細紗長度精確計算數學模型圖





3 兩種算法差別比較
下面通過計算來比較兩種算法的差別,若取圈距為細紗直徑的4倍,即,以鋼領直徑Φ38mm、卷裝直徑D=Φ35mm、 紗管徑d=17mm、升程H=46mm(卷繞角α=11.07°)、前羅拉直徑DF=25mm、凸輪升降比1:k=1:3,單次升降中不同支數的細紗計算長度“近似算法”與“精確算法”的差別如表1所示:

表1 兩種算法差值比較
從表1中可以看出,近似算法計算出的紗長總是比精確紗長要長一些,存在3.83%的誤差。通過進一步的計算可知,當半錐角α=11.669°(D=Φ32mm、紗管徑d=13mm)、其它參數不變時,誤差將達到4.26%。由近似值計算出來的ZF/ZG也總是比精確ZF/ZG要小,ZF/ZG偏小會導致實際圈距偏小,這不利于實際成形和高速絡筒,所以,在電子升降中,應該采用精確算法。
4 電子升降中鋼領板速度的控制
以上過程分析了兩種算法的結果差異,并給出了卷繞θ角與卷繞長度二者的關系式,還需要考慮鋼領板升降速度Vg與轉角θ的關系以滿足“恒定的法向螺距”。
代入原數據得:

此式表明了鋼領板上升速度和前羅拉出紗速度與卷繞轉角θ的關系。
需要說明的是,在電子升降中,因為上升螺距和下降螺距不同,卷繞方式不同(從下到上和從上到下的區別),數學模型的坐標系建立位置不同,使下降過程中的dL’的公式略有不同,鋼領板的升降過程在控制程序里應該分開控制,下降過程速度計算公式在道理上和上升過程一樣,限于篇幅,不再贅述。
5 結束語
1)通過分析環錠紡卷繞的實際狀態列出了卷繞長度精確計算公式,并給出了較為詳細的便于理解的計算過程,同時也以某種半錐角為例計算出了傳統“近似計算”和“精確計算”的紗長的差別,和由不同計算產生的ZF/ZG理論值的區別,展示了精確計算好處。
2)基于精確計算,通過微分的思想計算出了鋼領板在上升狀態時的瞬時速度Vg和紗線轉角θ的關系式,通過再次整理后可以用來指導伺服電機的對應瞬時轉速。
[1] 顧菊英 .棉紡工藝學[M] 第二版下冊.北京:中國紡織出版社,1998.12:102-166
[2] 陳人哲.紡織機械設計原理[M] 第二版上冊.北京:中國紡織出版社,1996:229-293
[3] 同濟大學數學系.高等數學[M] 第六版上冊.北京:高等教育出版社,2007.4:366
[4] 劉全新.環錠細紗機的卷繞分析和參數調整[J].現代紡織技術,1999,12:18-22
[5] 經緯紡織機械股份有限公司榆次分公司FA506型環錠細紗機產品說明書.2015.08:29-35 (隨機資料)