塑封碳化硅肖特基二極管粘片工藝
2017-02-23 19:26:32張寶財崔同趙杰李東華
電子技術與軟件工程 2016年24期
張寶財+崔同+趙杰+李東華

粘片工藝是塑封碳化硅肖特基二極管封裝中的關鍵工藝,實現了芯片背面金屬與引線框架的物理連接與電連接,對器件的參數以及可靠性影響較大。我們發現器件生產中或者器件可靠性的多種失效模式都產生于粘片工藝。我們通過對焊料成分、拍錫頭結構,工藝參數的優化等,使器件的品質大大提升。
【關鍵詞】粘片 焊料 拍錫頭 焊料空洞率 焊料熱疲勞 芯片背裂
1 概述
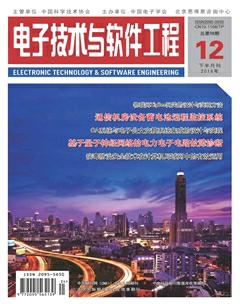
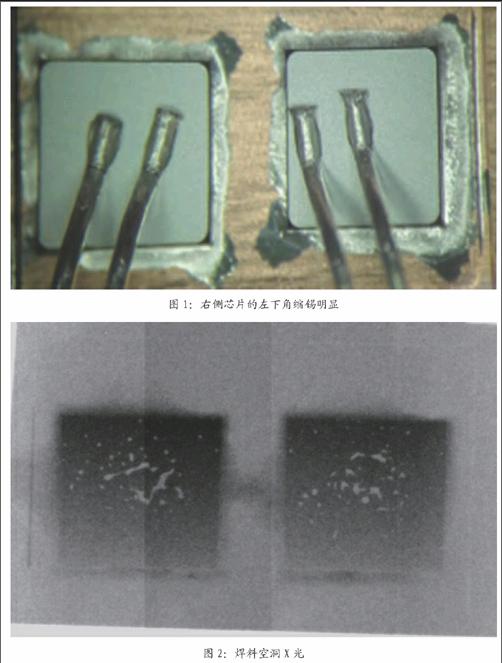
芯片的背面電極與引線框架的物理連接及電連接是通過粘片工藝實現的。粘片工藝實現情況的好壞直接影響到器件的參數與可靠性,特別是對于功率器件的影響更加明顯。對于TO-220、TO-263、TO-247封裝的功率型塑封碳化硅肖特基二極管而言,現在一般采用融點焊錫絲,焊錫拍扁成型,芯片放置,焊錫冷卻成型等幾個步驟來實現粘片工藝。我們發現器件生產中或者器件可靠性的多種失效模式都產生于粘片工藝。我們認為以下缺陷與粘片工藝有關:a、焊料縮錫(圖1),b、焊料空洞率高(圖2),c、焊料熱疲勞能力差,d、芯片背裂(圖3)。
2 粘片工藝優化
2.1 焊料優化
首先,焊料應符合以下幾點基本要求,
(1)器件應承受回流焊的極限260℃/10s以上的沖擊,因此焊料的熔點至少應保證高于280℃;
(2)熱膨脹系數應盡可能接近碳化硅與引線框架使用的KFC銅合金材料的熱膨脹系數;
(3)焊料本身的工藝操作窗口較寬,與碳化硅芯片的背面銀層、引線框架使用的KFC合金材料的浸潤性好;
(4)具有優異的電導率、熱導率的綜合性能。
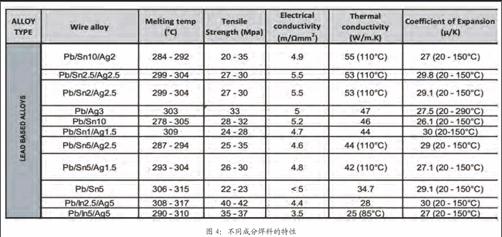
綜合以上條件,最初我們在眾多的焊料中選擇了0.76mm直徑的PbSn10的軟焊料。此成分的焊料綜合電導率、熱導率(圖4)適中,與芯片背面銀層、KFC材料的浸潤性較好,相對其他成分的焊料其加工的工藝參數窗口寬,生產控制較為容易。但是經過溫度循環試驗(-55℃~+150℃,1000次)后發現部分器件的正向壓降升高的的情況,經過失效分析發現焊料出現大量的裂紋,發生了金屬疲勞現象(圖5)。
通過對各種成分焊料進行實驗,我們發現基本上焊料的耐熱疲勞能力與其與引線框架的浸潤性成反比:
抗熱疲勞能力:PbSn1Ag1.5>PbSn2Ag2.5>PbSn5Ag2.5>PbSn5>PbSn10;
浸潤性:PbSn10>PbSn5>PbSn5Ag2.5>PbSn2Ag2.5>PbSn1Ag1.5。
目前我們選用了抗熱疲勞能力較強的PbSn1Ag1.5材料,器件經過溫度循環試驗后,未發生正向壓降升高的情況,焊料熱疲勞現象得到明顯的改善(圖6)。
但是更換焊料初期遇到了縮錫比例大,焊料空洞率高,焊料與框架不浸潤等問題。我們通過調整引線框架表面粗糙度、優化工藝參數(調整氮氫保護氣流量,優化點錫、拍錫工藝參數)以及拍錫頭優化的方法,有效的避免了這些問題的發生。
2.2 拍錫頭優化
我們根據大量實驗,最終確定拍錫頭的導氣槽結構特征如下,
(1)導氣槽深度50μm;
(2)最外圍為正方形導氣槽,其對角線也為導氣槽;
(3)拍錫頭邊長為芯片邊長的110%。
經大量實驗表明,優化后的導氣槽可最大限度的保證以下能力,
(1)能有效的防止縮錫現象。將縮錫現象的發生比例提高到0.5‰以下;
(2)焊錫厚度由優化前的15μm~90μm縮小到20μm~60μm;
(3)優化的拍錫面積在保證粘片剪切力的同時,減小芯片受到的焊料固化收縮應力;
(4)合理的拍錫面積保證粘片剪切力的同時,保證留有盡可能多的引線框架與塑封料接觸的面積,來提高塑封料與引線框架的粘結力,避免分層現象的發生。
2.3 頂針結構與高度優化
150mil芯片以下使用單頂針,150mil芯片以上使用4頂針結構。采用4頂針結構可防止大芯片單頂針工藝造成的的芯片背裂。頂針高度在保證可吸起芯片的條件下應盡可能小,避免頂針應力。根據藍膜粘附性狀態不同,其工藝參數需要進行調整。優化后芯片背裂的失效率由0.1‰提升到0.01‰以下。
3 結論
通過以上的工藝改進使粘片工藝成品率由原來的95%以上提升至99%以上,焊料空洞率(空洞面積總和)由原來的10%以內提升至4%以內的水平,焊料厚度厚度控制由原來的15μm~90μm的控制能力提升至在20μm~60μm的控制能力內,避免了在溫度循環后的焊料熱疲勞現象,芯片背裂的失效率由0.1‰提升到0.01‰以下。
參考文獻
[1]石海忠.引線框架表面粗糙度對焊料沾潤性的影響分析[J].電子世界,2015(22):132-133.
[2]黃福祥.引線框架材料對銅合金與錫鉛焊料界面組織的影響[J].電子元件與材料,2003,22(04):33-35.
作者單位
濟南市半導體元件實驗所 山東省濟南市 250000