展開輪工作表面輪廓度誤差評定
2017-02-21 17:19:38趙彥玲徐寧寧鮑玉冬李海龍黃平閆
哈爾濱理工大學學報 2016年6期
趙彥玲 徐寧寧 鮑玉冬 李海龍 黃平 閆釗

摘要:展開輪作為鋼球缺陷自動檢測設備中實現全表面展開的關鍵零件,其工作表面對缺陷的檢測精度起到了關鍵作用,為了研究其工作表面的輪廓度誤差,首先通過預定位初始匹配與迭代精調整建立了展開輪的輪廓度誤差評價匹配模型,可以實現模型的高精度匹配,然后通過數值計算對其工作表面進行輪廓度誤差評定,采用上述方法以傳統方法加工出的展開輪工作表面為實例進行輪廓度誤差評定,結果表明其工作表面的輪廓度誤差較大。
關鍵詞:展開輪;工作表面;匹配;輪廓度誤差
DoI:10.15938/j.jhust.2016.06.004
中圖分類號:THl61
文獻標志碼:A
文章編號:1007-2683(2016)06-0017-05
0.引言
軸承作為機械行業中關鍵的基礎件,其被廣泛應用在精密儀器、汽車、航空航天等領域,在機械設備當中,軸承質量直接影響著設備儀器的使用性能與壽命,軸承的失效很可能危及到人類生命及社會財產的重大損失,而鋼球作為軸承的主要傳動件,其表面存在缺陷是軸承失效的主要原因之一,為此保證鋼球的表面質量是極為重要的,表面缺陷檢測將是鋼球生產過程中必不可少的工序,在鋼球檢測過程中展開輪是自動檢測設備中的關鍵零件,主要工作面的精度將會決定鋼球的檢測質量,其主要工作表面為兩非對稱的圓錐面,兩圓錐面的幾何回轉軸線與展開輪的工作回轉軸線有一定偏角的特殊結構,實現了對鋼球的全表面檢測,為保證鋼球的檢測質量對其主要工作表面的精度分析是及其重要的,目前國外捷克SIMET公司生產的AVIKO系列鋼球檢測設備,已能高效且精確的檢測鋼球表面質量,該設備在全球各鋼球廠商中得到廣泛的應用,可以看出其展開關鍵件的精度高,必然存在一套對展開關鍵件精度檢測的方法,國內大部分只是對其展開輪的結構及展開原理進行了研究,對其精度的檢測方法研究較少,綜上,要想實現鋼球的精確檢測,對展開輪的精度檢測是十分必要的,本文通過建立展開輪的輪廓度匹配模型,對展開輪工作表面進行輪廓度誤差評定,為展開輪的誤差評定提供了重要理論依據,同時工作表面的輪廓度誤差評定也對鋼球的全表面檢測起到了重要保障作用。
1.展開輪工作表面輪廓度誤差評定方法
展開輪作為鋼球表面缺陷自動檢測設備中的關鍵零件,有著極其嚴格的要求,為了精確的評定其主要工作表面輪廓的加工精度,應使展開輪表面輪廓的測量數據與理論設計表面輪廓在給定的允許誤差范圍進行比較,對于形狀簡單且結構復雜的展開輪,采用曲面的面輪廓度評價是一種比較為合適的方法,曲面的面輪廓度誤差評定通常是按照最小區域原則或最大實體原則進行的,但對展開輪的表面輪廓,按照最小二乘法建立優化模型,對展開輪工作表面進行輪廓度誤差評定,即輪廓度誤差定義為實測輪廓表面和理論輪廓表面在最小二乘法下的距離,由于展開輪的設計輪廓描述已知,本文取實測輪廓面到理論設計輪廓面的距離評定展開輪工作表面輪廓度誤差。
2.建立展開輪輪廓度評價匹配模型
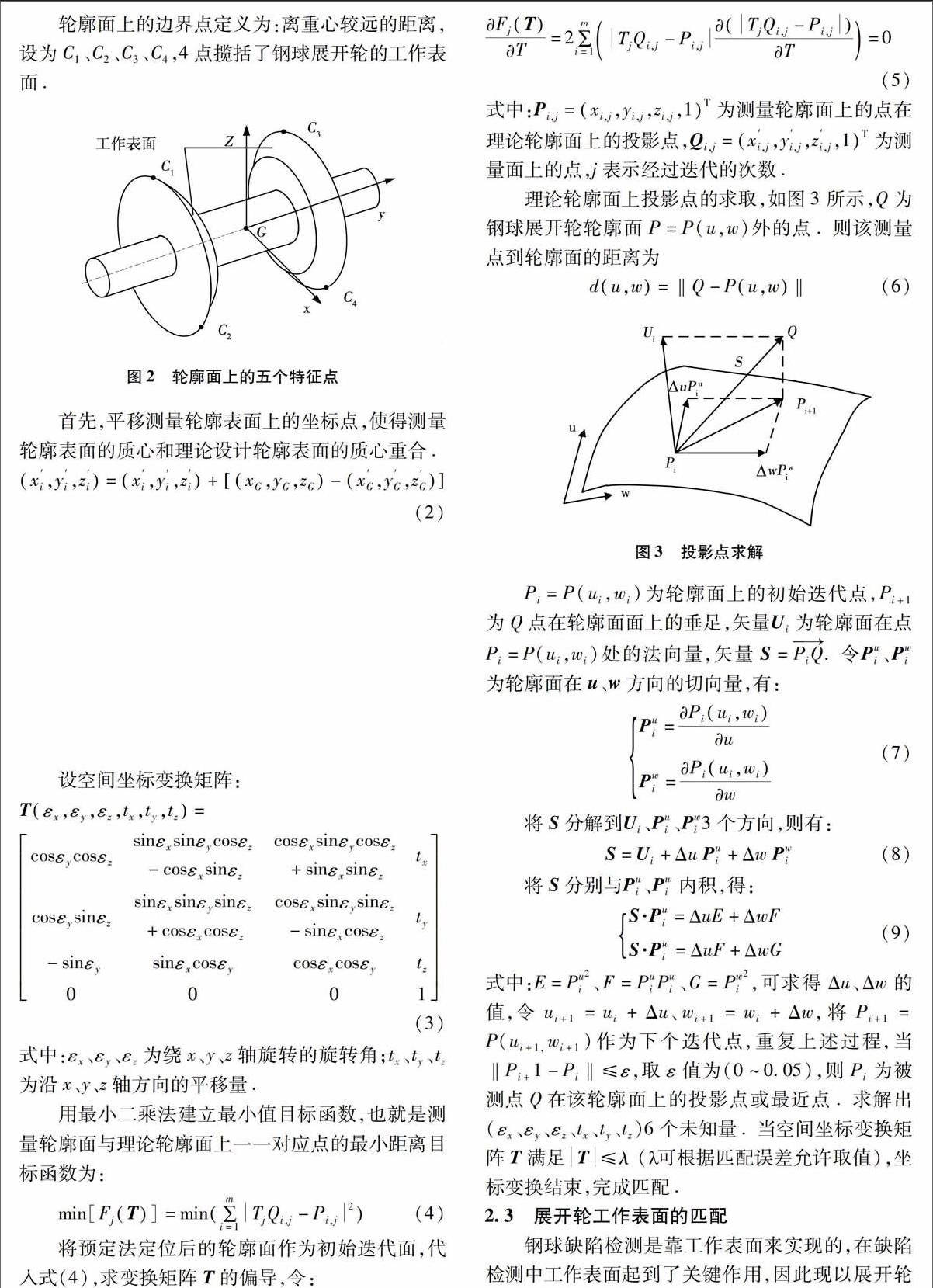
在零件測量過程中,受測量儀器或零件形狀的限制,展開輪的測量坐標系和模型坐標系很難保持完全一致,如圖1所示,為了使測量數據與理論模型之間能進行比較分析,需將實測數據的坐標系與理論設計坐標系相匹配,才能在同一坐標系下對展開輪進行輪廓誤差評定,因此坐標系的相匹配是進行展開輪輪廓度誤差評定的前提和基礎,為了實現測量輪廓與理論輪廓面的對比分析,本文現將此匹配過程分為兩步:首先,用預定位初始匹配,其次,采用迭代精調整匹配,完成坐標系匹配,
其次,使測量輪廓面的5個特征點到理論設計面的距離和最小,從而使得測量面與基準面基本位于小偏差范圍內,這一過程使用Matlab的優化工具箱來實現,便于進行下一步的迭代精調整。
2.2迭代精調整匹配
采用迭代精調整是為了尋求測量面的最優位置,來實現測量面對基準面在空間上的最佳逼近的過程。
2.3展開輪工作表面的匹配
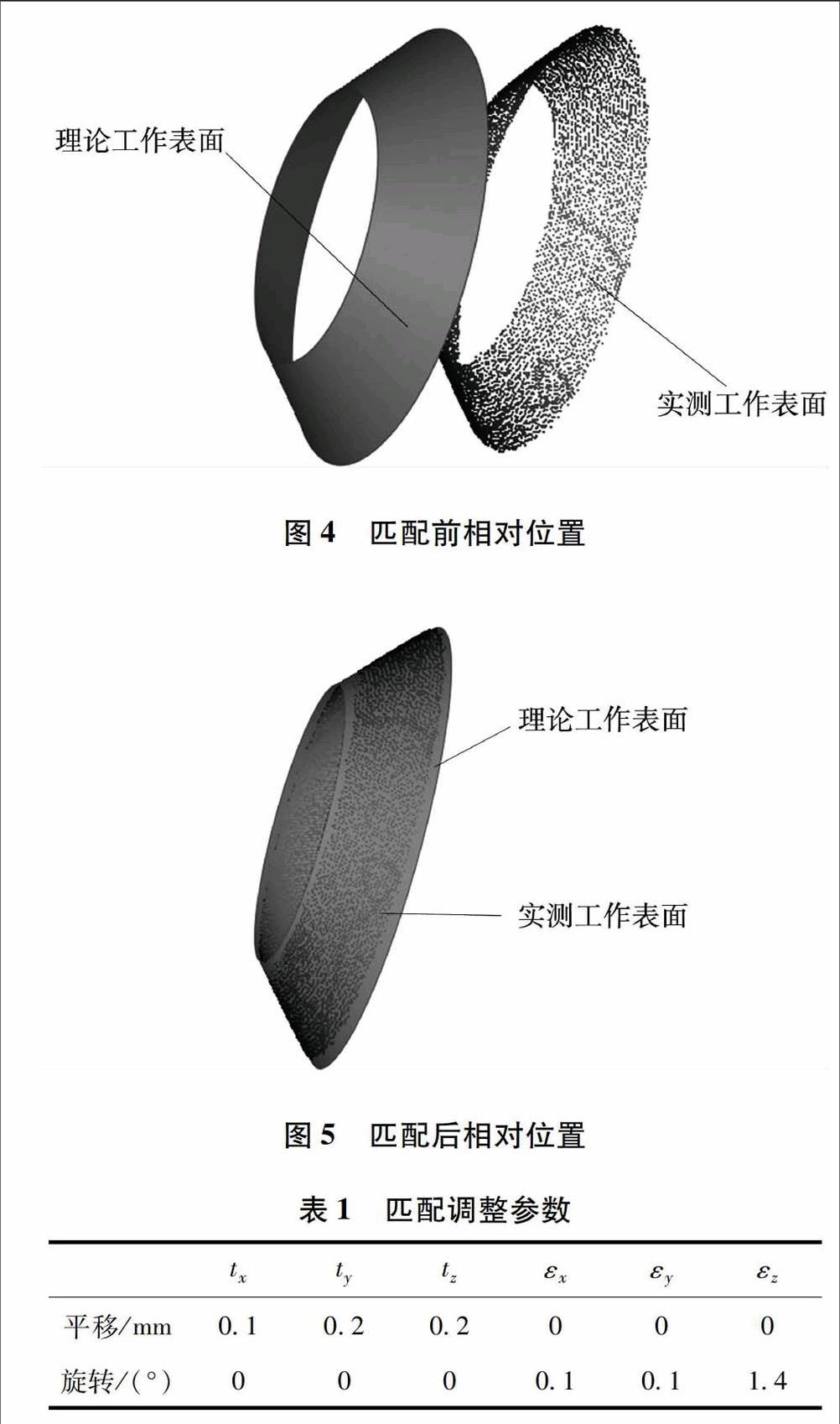
鋼球缺陷檢測是靠工作表面來實現的,在缺陷檢測中工作表面起到了關鍵作用,因此現以展開輪的工作表面為測量對象,為了評價出傳統方法加工的展開輪工作表面輪廓度誤差,首先使用德國Steinbichler Comet系列的測量系統對展開輪工作表面進行測量,獲取實測工作表面的測量數據,然后借助上述算法對展開輪的工作表面進行匹配,展開輪工作表面匹配前的相對位置如圖4所示,匹配后的相對位置如圖5所示,相應的匹配調整參數如表1所示。
3.展開輪工作表面輪廓度誤差評定
展開輪的實測工作表面與理論工作表面經過預定位初始匹配法與迭代精調整法完成匹配,為評定工作表面輪廓度誤差做出了準備工作,為了能評價出工作表面的輪廓度誤差,需在匹配好的實測展開輪工作表面上取任一點Q(X'1,y'1,Z'1:),與理論工作表面上相互對應的一點為P(Xi;yi;ZI).測量兩點之間的距離,則相匹配后的兩點之間距離為:
di=±√(X'i-Xi)2+(y'i-yi)2+(Z'i-Zi)2(10)式中:當取正時表示測量點Q在理論工作表面的上方;當取負時表示測量點Q在理論工作表面的下方。
由評定展開輪的輪廓度誤差的定義可知,其工作表面的輪廓度誤差為:
St=max(di)-min(di)
(11)式中:max(di)、min(di)分別表示相應測量點Q到理論工作表面上對應點的極大、極小值,
通過上述方法首先在匹配后的實測工作表面上選取點,然后利用Matlab數值分析功能對其選取點進行數值計算,最后對展開輪的工作表面輪廓度誤差進行評定,得出工作表面相匹配后的兩點之間距離曲線圖如圖6所示。
由圖6中可以得出:測量點到理論工作表面的極大值為:max(di)=0.834mm,測量點到理論工作面的極小值為:min(di)=-0.636mm,得出工作表面輪廓度誤差值為:St=1.470mm,展開輪作為鋼球缺陷自動檢測設備中實現全表面展開的關鍵零件,其工作表面的輪廓度公差值為t=0.02mm,綜上可知,實測展開輪工作表面的輪廓度誤差較大,說明采用傳統方法加工出的展開輪精度較低,需改變其加工工藝以保證其加工精度。
4.結論
1)本文通過預定位初始匹配與迭代精調整建立了展開輪輪廓度評價匹配模型,可以實現了展開輪實測工作表面與理論工作表面的高精度匹配,為后續的輪廓度誤差評定奠定基礎。
2)通過所建立的輪廓度評價匹配模型,完成了展開輪工作表面的匹配,然后利用Matlab數值分析對展開輪的工作表面實測數據進行輪廓度誤差分析,評定出傳統加工方法加工出的展開輪加工誤差較大,為展開輪的誤差評定提供了可靠理論依據。
