淺談樹脂砂造型線的電氣控制
2017-02-13 16:28:18武際花
山東青年 2016年10期
武際花
摘要:樹脂砂造型線采用西門子SIMATICS7-200、S7-300、S7-400可編程控制器對整個輥道線和造型圈進行控制,從而實現整條造型線的自動運行。
關鍵詞:可編程控制器;自動控制 ;造型線;監控系統
一、系統概述:
鑄鍛廠樹脂砂造型線是為滿足WD615歐2機體毛坯鑄件供應而上的一條線,這條線從理論論證、車間基建施工、設備定做、安裝、調試到正常生產僅用了不到一年的時間。整條線全部采用國產名牌設備,電控系統一律要求采用西門子產品。投產后,年產合格WD615歐2機體毛坯6萬臺,滿足了主機廠的需要。
二、系統組成及工藝流程簡介
1.系統組成:
整條樹脂砂造型線由四大部分組成:混砂機系統、造型圈系統、鑄型輸送輥道系統和舊砂再生系統,由于混砂機系統和舊砂再生系統相對獨立,本文將不做介紹。
(1)造型圈系統:
造型圈系統共有兩套,分別造機體的上下蓋型和兩個側面型,兩套設備除了模具不同其他完全相同,每套設備主要由造型振實臺、兩臺轉運小車、翻轉托板機和翻轉起模機組成。其工作過程為:通過混砂機放出的樹脂砂進入造型振實臺的模具內,振實后通過轉運小車運到翻轉托板機上,加上托板后進入翻轉起模機內,通過振動起模,將造出的砂型和模具分開,模具通過另一臺轉運小車回到振實臺進入下一個循環,砂型放在托板上,進入輥道線。
(2)鑄型輸送輥道系統:
鑄型輸送輥道系統主要由兩臺砂型表干爐、三條砂型冷卻道、兩條研箱輥道、一條托板返回輥道、一條澆注輥道、一條套箱返回輥道、五條鑄型冷卻道、一條底板返回輥道、七臺轉載機和六臺轉運小車組成。其工作過程為:通過造型圈造出的砂型首先進入砂型表干爐進行烘干,然后進入砂型冷卻道進行冷卻,冷卻后進入研箱輥道,由研箱工將芯子組研成機體砂型,進入澆注輥道,托板則由托板返回輥道返回造型圈,砂型經澆注后進入鑄型冷卻道,經過一段時間的冷卻后進入落砂機打箱,打出的鑄型毛坯轉入清理工序,砂子則進入舊砂再生系統,底板通過底板返回輥道回到造型圈進行循環。
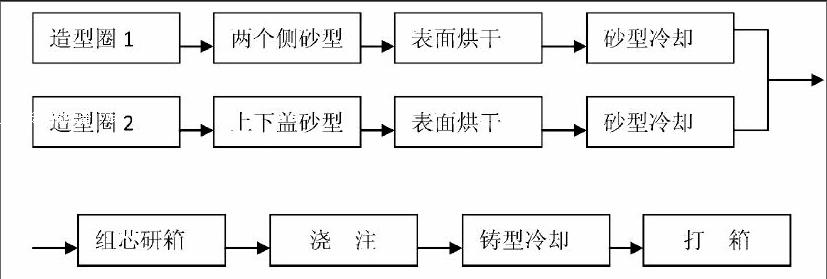
2.工藝流程簡介
工藝流程過程圖如下:
三、控制系統硬件配置
1.鑄型輸送輥道系統:
由于整個輥道輸送線路較長,輥道多,共有114個輥道電機,400多個接近開關,以及5個變頻器控制轉運小車的快慢速等,所以選用分布式I/O控制。以S7-400作為主站,下掛5個分站,構成了一個PROFIBUS子網。各站的硬件配置分別為:
主站:中央處理模塊(CPU):CPU414-2DP;數字量輸入模塊(DI): DI16*DC24V;數字量輸出模塊(DO):DO16*DC24V;電源模塊 PS405,4A。
分站:接口模板(IM):IM153-1,數字量輸入模塊(DI):DI32*DC24V,數字量輸出模塊(DO):DO16*AC120/230V。其中1#分站:輸入4塊,輸出4塊;2#分站:輸入4塊,輸出4塊;3#分站:輸入3塊,輸出4塊;4#分站:輸入4塊,輸出4塊;5#分站:輸入1塊,輸出2塊。
工控機配置:
工控機采用西門子公司的PG670與S7-400可編程控制器構成PCS系統。
各分站各掛一臺OP270人機操作界面,完成各分站的所有手動控制,并顯示設備當前運行狀態以及故障報警信息等。
2.造型圈系統
造型圈系統由于點數相對較少,所以以S7-300作為主站,下掛兩個分站,分別對液壓站和造型圈的其它設備的點進行采集,與主站進行通訊,構成一個小型的PROFIBUS子網,各站的硬件配置為:
主站:中央處理模塊(CPU):CPU313C-2DP; 數字量輸入模塊(DI):DI32*DC24V;數字量輸出模塊(DO):DO16*DC24V/0.5。電源模塊:PS307,2A。
1#分站:S7-200 CPU224,1塊;輸入輸出模塊,EM223,2塊;EM277,1塊。2#分站:S7-200 CPU224,1塊;輸入輸出模塊,EM223,1塊; EM221,1塊;EM277,1塊。
四、控制系統軟件構成
系統軟件包括下位機PLC控制軟件和上位機人機界面軟件,組態軟件為STEP7 V5.2及WINCC V5 .1和PROTOOL V6 .0,其中STEP7 V5.2完成系統組態和編程,WINCC V5.1用在PC機上的現場監控,PROTOOL完成OP270上的操作。
1.下位機PLC控制軟件
硬件的組態、各功能塊(FB或FC)的創建,符號表的編制等都是在STEP7 V5.2環境下完成的。整個輥道線采用步進控制,冷卻道的選擇可用自動識別或手動選擇,冷道出箱打箱采用手動控制。研箱輥道加裝獨立的手控臺,可獨立運行一段輥道,其他設備自動運行不受影響。造型圈運行時,給輥道線一個運行信號,整條線步進運行,當造型圈停止時,輥道線可繼續完成輸送任務。
2.上位機人機界面軟件
上位機人機界面軟件采用的是西門子公司的WINCC V5.1,該系統功能強大,是在生產和過程自動化中解決可視化和控制任務的工業技術中性系統。它提供了適用于工業的圖形顯示、消息、歸檔以及報表的功能模板。高性能的過程耦合、快速的畫面更新以及可靠的數據使其具有高度的適用性。
通過人機界面,可以有效地實現遠程監控和故障報警等功能。我們可以在中控室的上位機PG670上清楚地看到整條線的運行情況,看到各執行元件和位置傳感器的工作狀態。通過編輯各種報警消息,可以對設備運行中的故障即時報警提示。
3.PROTOOL組態軟件
由于PROTOOL能夠集成到SIMATICSTEP7組態軟件中,這樣將允許STEP7的符號和數據塊作為PROTOOL中的變量,所以在本生產線的所有現場操作界面上(OP270)均用PROTOOL軟件。
在輥道線系統中所有的手動控制均用現場的OP270操作面板通過改變PROTOOL中的變量狀態連接到PLC中來實現,并能作出友好的可視性現場畫面以及即時的報警信息。
五、結論
該線運行一年以來,除了更換了一個輸出點外,基本沒有出現大的電控故障,這不僅說明西門子電控元件的高性能和可靠性,同時,說明軟、硬件的組態也較為出色。
(作者單位:山東科技職業學院,山東 濰坊 261053)
