海洋鋼結構用TMCP鋼焊縫的超聲波檢測
2017-02-09 09:45:39馬海濱張富春賈劉仁
無損檢測 2017年1期
楊 光,王 猛,馬海濱,張富春,賈劉仁
(海洋石油工程股份有限公司,天津300452)
海洋鋼結構用TMCP鋼焊縫的超聲波檢測
楊 光,王 猛,馬海濱,張富春,賈劉仁
(海洋石油工程股份有限公司,天津300452)
TMCP(熱機械控制工藝)鋼在軋制過程中,TMCP工藝對材料晶粒會造成影響,導致鋼材聲學性能發生變化。介紹了TMCP鋼對焊縫超聲波檢測造成的影響,并通過制作TMCP鋼超聲波對比試塊、校準超聲波設備和現場應用三個方面來解決TMCP鋼對焊縫超聲波檢測造成的影響,達到對焊縫缺陷的準確檢測。
TMCP鋼;TMCP對比試塊;聲速和折射角修正
TMCP(Thermo Mechanical Control Process,熱機械控制工藝)就是在熱軋過程中,在控制加熱溫度、軋制溫度和壓下量的基礎上,再實施空冷或控制冷卻的技術。TMCP工藝是當今高性能鋼材的主要生產手段,是提高鋼的強度和韌性的一種控制工藝技術。中國海洋石油資源的開發逐漸向深海域推移,由于環境更加嚴酷,在海洋鋼結構建造中對鋼材的屈服強度和韌性要求更高,并且要求對大厚度鋼板進行CTOD(裂紋尖端張開位移)試驗[1]。筆者通過制作TMCP鋼超聲波對比試塊、校準超聲波設備和現場應用三個方面對TMCP鋼焊縫進行準確檢測。
1 TMCP工藝對超聲波檢測的影響
由于TMCP鋼在軋制過程中,鋼板晶粒在軋制方向上呈長條狀,從而導致TCMP鋼呈各向異性,同時晶粒的細化也會對鋼材聲學性能造成很大影響。根據API RP 2X標準Recommended Practice for Ultrasonic and Magnetic Examination of Offshore Structural Fabrication and Guidelines for Qualification of Technicians,通過使用標準試塊IIW (參見API RP 2X中第7.3.5.2節),對45°,60°,70°三個超聲波探頭的前沿距離、折射角度及系統聲程進行了校準。使用校準后的超聲波檢測系統,對預埋在TMCP鋼板中的圓通孔深度進行檢測試驗,實際孔深為18.8,30,60 mm,檢測結果及偏差如表1所示。根據圓通孔反射的最大回波和探頭位置測定探頭實際折射角度,并和根據標準試塊IIW測定的折射角度進行對比,斜探頭折射角在TMCP鋼中的實際角度及偏差如表2所示。表中L表示TMCP鋼軋制方向,T表示垂直于TMCP鋼軋制方向。
根據以上試驗結果發現,對預埋缺陷的深度定位時,如果不對TMCP鋼進行專門校準,最大偏差可達16%,斜探頭橫波折射角最大偏差可達3.6%,兩項誤差遠超正常偏差允許范圍,如果不對超聲波設備進行專門調節,會極大地影響現場超聲波檢測精度,造成漏檢、錯檢。
總體來說,TMCP工藝對鋼材聲學性能的影響主要表現在:①軋制方向L和垂直于軋制方向T的材料聲學性能顯著不同;②超聲波在TMCP鋼材中的聲速發生變化;③ 超聲波斜探頭折射角度在TMCP鋼材中發生變化。
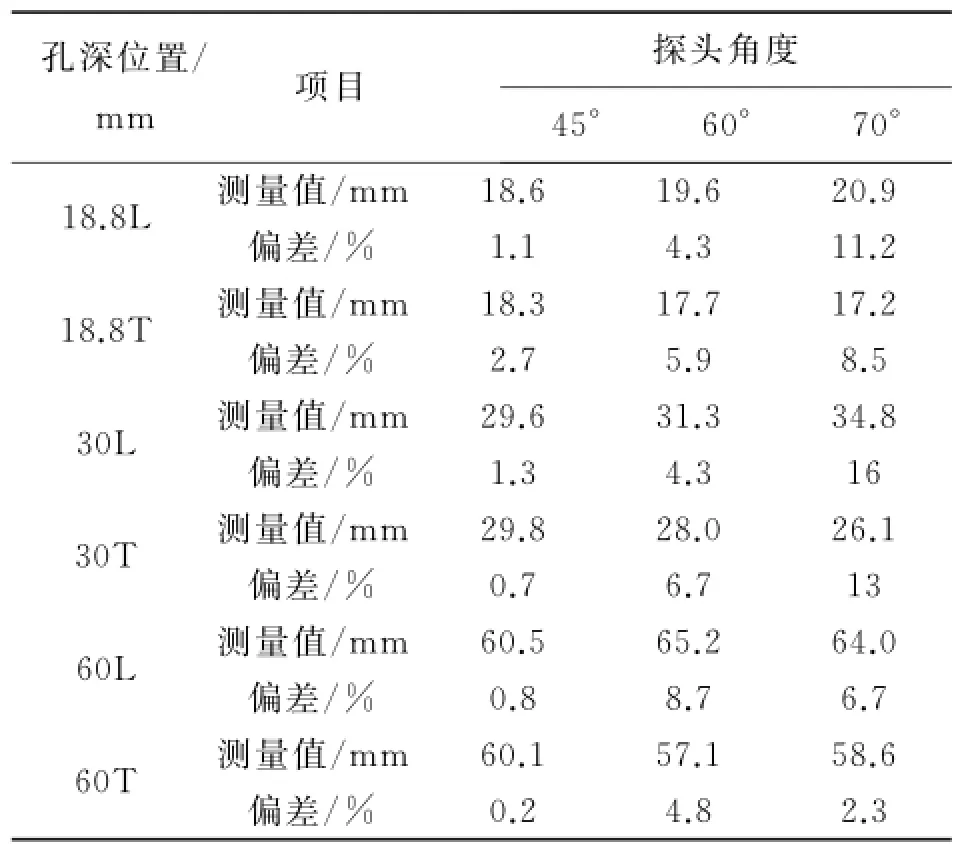
表1 使用試塊IIW校準后超聲波系統對TMCP鋼缺陷深度的檢測結果及偏差
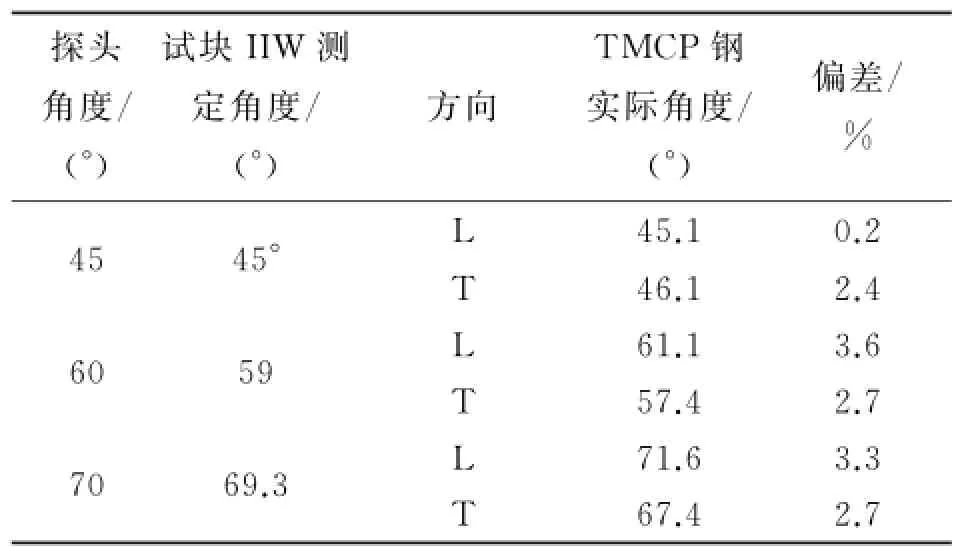
表2 斜探頭折射角在TMCP鋼中的實際角度及偏差
2 TMCP鋼對超聲波檢測影響的修正
2.1 TMCP對比試塊制作
根據上述試驗,由普通碳鋼調試校準的超聲檢測系統無法對TMCP鋼進行有效檢測。為了準確地進行現場檢測,必須使用TMCP鋼材制作試塊對超聲檢測系統進行校準。依據TMCP軋制原理,以及現場實際鋼板的切割及使用方向,TMCP鋼對比試塊需要制作軋制方向L和垂直于軋制方向T兩種規格。對于實際鋼板各種厚度,均需對現場鋼板進行L和T方向切割。切割前根據API 2W《美國石油協會海洋結構用熱機械控軋鋼板標準》要求對切割區域進行縱波直探頭檢測,以確保母材沒有夾層類缺陷。
針對工程項目中超聲波驗收標準大多使用API RP 2X A級標準,試塊制作依據API RP 2X第7.10.1節的推薦要求進行設計。TMCP試塊設計如圖1所示,圖中T為厚度。
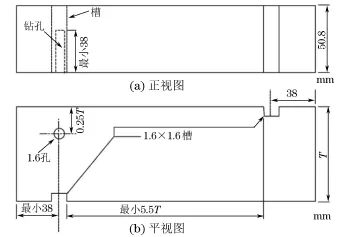
圖1 TMCP對比試塊設計示意
2.2 超聲波設備校準
超聲波設備校準的核心內容就是確定探頭的前沿距離、折射角度、被測材料中的橫波聲速。通過確定以上參數就可以利用超聲波設備準確地對現場鋼結構進行檢驗。
(1)探頭前沿距離的確定
由于探頭前沿距離只涉及到最高反射波的確定,所以依然可以使用試塊IIW進行測定。在IIW試塊上找到最高反射波,根據試塊圓弧面半徑和探頭位置進行讀數即可獲得探頭前沿距離。

圖2 探頭前沿距離的確定示意
(2)探頭折射角的確定
使用同規格同角度的兩個探頭,前沿分別為L1和L2,在制作好的厚度為T的TMCP對比試塊上找到一次底波的最高回波,記錄探頭之間的水平距離L0,探頭發射-接收聲程示意如圖3所示[2]。
根據幾何關系可以得出探頭折射角公式:

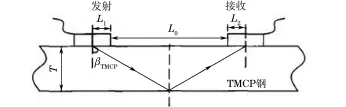
圖3 探頭發射-接收聲程示意
或者可以通過單探頭對TMCP對比試塊中孔深為T′的φ1.6 mm的孔進行檢測,找到最高波后記錄探頭前沿′L1和探頭到孔的水平距離′L0,探頭檢測圓通孔聲程示意如圖4所示。
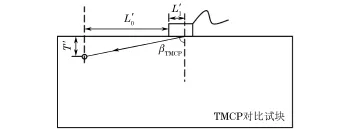
圖4 探頭檢測圓通孔聲程示意
根據幾何關系可以得出:

(3)TMCP鋼中的橫波聲速的確定
首先根據試塊IIW測得探頭在普通碳鋼中的折射角β0和聲速Cs0,根據折射定律:

可以得出TMCP鋼中的橫波聲速:

(4)DAC曲線的制作
將探頭前沿距離、探頭折射角度和在TMCP鋼中的橫波聲速輸入到超聲波檢測儀中,使用制作好的TMCP對比試塊,根據API RP 2X標準第7.9.3節進行DAC曲線的制作。
2.3 修正測試試驗
根據2.2節中的校準方法通過TMCP對比試塊對章節1.1中的45°,60°,70°三個超聲波探頭的前沿距離、折射角度及系統聲程進行校準,并再次對預埋在TMCP鋼板中的圓通孔深度進行檢測。使用TMCP對比試塊校準后的超聲波系統對缺陷深度檢測結果及偏差如表3所示。從結果看出深度偏差由最大16%降至2.7%,平均深度偏差由1.8 mm降至0.4 mm,滿足現場實際檢測精度要求。

表3 使用TMCP對比試塊校準后的超聲波系統對缺陷深度檢測結果及偏差
2.4 現場應用
在調試好儀器進行現場應用時,需要注意對現場焊縫的方向性進行判斷,以免使用錯誤的DAC曲線進行檢測。判斷的方法為:使用兩個同規格同角度探頭一發一收跨焊道和平行于焊道進行兩次測試,找到一次底波的最高回波,確定探頭間距,探頭間距較長的方向為TMCP軋制方向,探頭間距較短的方向為垂直于TMCP軋制方向,最后找到預先調試好的同方向DAC通道進行超聲波檢測;或者也可以簡單通過分別使用L與T兩個方向的DAC通道對端部進行板厚檢測,根據顯示的板厚結果確定軋制方向。
3 結語
介紹了TMCP鋼對超聲波檢測造成的影響,以及如何制作TMCP對比試塊和調試超聲波設備。根據現場經驗對實際操作時容易出現的問題進行了分析解答。對廣泛應用于海洋鋼結構中的TMCP鋼進行超聲檢測時,需要在檢測前進行系統調試才能使檢測結果真實準確,從而保障工程的焊接質量。
[1] 宋立新,石繼程,田建鋒.淺談TMCP鋼在近海工程中的應用[J].中國造船,2010(2):292-296.
[2] 尹潤朋,王賀.TMCP鋼中聲速與折射角的修正[J].無損檢測,2012,34(8):44-46.
Ultrasonic Testing for TMCP Steel Weld in Offshore Steel Structure
YANG Guang,WANG Meng,MA Hai-bin,ZHANG Fu-chun,JIA Liu-ren
(Offshore Oil Engineering Co.,Ltd.,Tianjin 300452,China)
TMCP steel is widely used in offshore steel structures at present as its well strength and toughness.The acoustic property of TMCP steel is changed because of the grain size variation during the rolling process.This article introduces the influence to ultrasonic testing by TMCP technology,and also suggests the solution to amend the influence to achieve the accurate inspection for weld seam.The solution is based on the three ways,such as making the TMCP reference block,the calibration of ultrasonic equipment and adjusting in field application.
TMCP steel;TMCP reference block;Correction of sound velocity and refraction angle
TG115.28
:A
:1000-6656(2017)01-0032-03
10.11973/wsjc201701008
2016-04-22
楊 光(1983-),男,碩士,工程師,主要從事海洋石油工程無損檢測工作。
楊 光,E-mail:yangguang3@mail.cooec.com.cn。
猜你喜歡
計算機應用(2022年2期)2022-03-01 12:33:42
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年1期)2021-01-21 03:22:38
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造業自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產業(2016年3期)2016-05-17 04:32:12
