數(shù)值模擬在盤體工藝優(yōu)化中的應(yīng)用
2017-02-05 03:15:39劉秀君葉華君
水泥技術(shù) 2017年1期
劉秀君,葉華君
數(shù)值模擬在盤體工藝優(yōu)化中的應(yīng)用
The Application of Numerical Simulation in the Process Optimization of Discs
劉秀君1,葉華君2
采用Solidworks三維造型軟件對(duì)輥式磨盤體進(jìn)行造型,添加澆冒系統(tǒng)、激冷系統(tǒng),用Solidcast軟件進(jìn)行凝固過(guò)程的數(shù)值模擬,通過(guò)溫度場(chǎng)的凝固模擬,預(yù)測(cè)了形成縮孔、縮松缺陷的不同傾向,并對(duì)比了不同工藝方案下鑄件的縮孔、縮松分布,對(duì)鑄造工藝進(jìn)行了改進(jìn)和優(yōu)化,將改進(jìn)后的鑄造工藝應(yīng)用于生產(chǎn),既解決了鑄件的鑄造缺陷問(wèn)題,又加快了工藝開(kāi)發(fā)周期。
盤體;數(shù)值模擬;工藝優(yōu)化
1 前言
盤體是輥式磨的重要部件,在使用過(guò)程中承受著巨大的支承力、壓力和扭矩。盤體鑄造質(zhì)量的好壞對(duì)于整臺(tái)輥式磨具有至關(guān)重要的作用。
采用數(shù)值模擬軟件對(duì)鑄件的凝固過(guò)程進(jìn)行模擬,不僅可以通過(guò)計(jì)算機(jī)直接觀察凝固過(guò)程,還可以幫助工程技術(shù)人員在鑄造工藝設(shè)計(jì)階段,有效預(yù)測(cè)鑄件可能出現(xiàn)的各種缺陷及其大小、部位和發(fā)生的時(shí)間,從而優(yōu)化鑄造工藝設(shè)計(jì),確保鑄件質(zhì)量。
本設(shè)計(jì)通過(guò)采用Solidworks三維造型軟件對(duì)盤體進(jìn)行鑄件和澆注系統(tǒng)的造型,再用Solidcast軟件對(duì)鑄造工藝方案進(jìn)行鑄造凝固過(guò)程的數(shù)值模擬,對(duì)比了不同工藝方案下鑄件可能產(chǎn)生的縮孔、縮松分布,最終將優(yōu)化后的工藝方案用于生產(chǎn)實(shí)際,取得了較好的經(jīng)濟(jì)效益。
2 盤體概述與工藝設(shè)計(jì)
2.1 盤體概述
該型號(hào)盤體材質(zhì)ZG270-500,最大外徑3 520mm,最大高度1 820mm,單件重量37t,最大熱節(jié)355mm,如圖1所示。其技術(shù)要求:盤體上下表面,超聲波探傷標(biāo)準(zhǔn)滿足JB/T5000.14-2007中的Ⅲ級(jí)要求;不允許有影響強(qiáng)度的鑄造缺陷存在等。
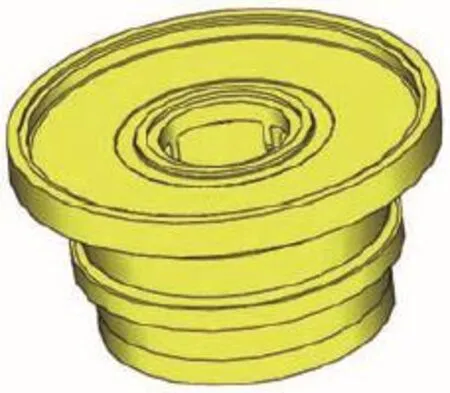
圖1 鑄件三維圖
2.2 鑄件設(shè)計(jì)
該鑄件為鑄鋼件,鑄造收縮率為2%,上平面加工余量23mm,下平面和側(cè)面加工余量18mm,鑄件截面最大處分型,手工樹(shù)脂砂組芯造型,一箱一型,鑄造工藝示意見(jiàn)圖2。
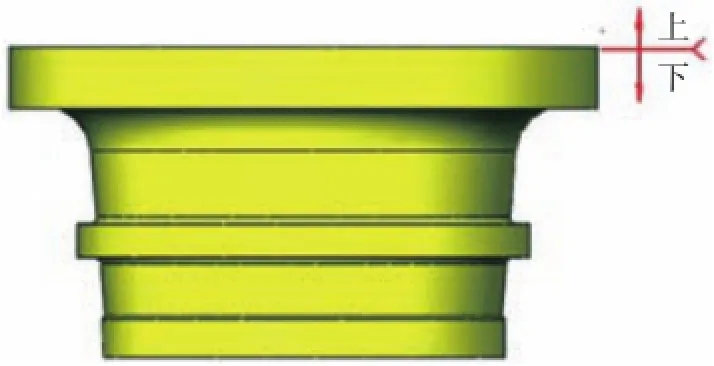
圖2 鑄件工藝示意圖
2.3 澆注系統(tǒng)設(shè)計(jì)
根據(jù)鑄造手冊(cè),結(jié)合現(xiàn)場(chǎng)生產(chǎn)經(jīng)驗(yàn),確定采用開(kāi)放式階梯澆注系統(tǒng),直澆道尺寸為2-φ100mm,橫澆道尺寸為φ120mm,下層內(nèi)澆道尺寸為8-φ 70mm,上層內(nèi)澆道尺寸為12-φ60mm,如圖3所示。
2.4 冒口設(shè)計(jì)
該鑄鋼件的凝固方式為順序凝固,在熱節(jié)處容易出現(xiàn)縮孔、縮松的缺陷。按模數(shù)法設(shè)計(jì)出磨盤大平面冒口尺寸,冒口尺寸為φ800mm×1 200mm發(fā)熱冒口,共4個(gè),中間腰帶和小平面熱節(jié)位置擺滿外冷鐵,鑄件工藝出品率為66.5%(見(jiàn)圖4)。
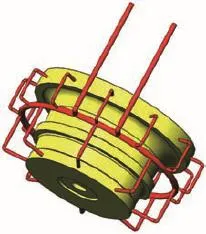
圖3 鑄件澆注系統(tǒng)示意圖
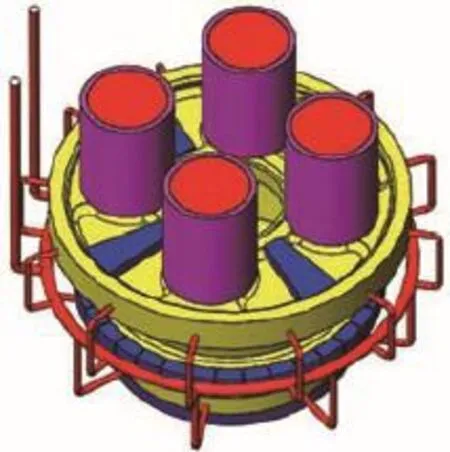
圖4 原始鑄造工藝方案
2.5 熔化工藝設(shè)計(jì)
此盤體材質(zhì)為ZG270-500,其化學(xué)成分見(jiàn)表1。

表1 ZG270-500化學(xué)成分(質(zhì)量分?jǐn)?shù)),%
采用60t電弧爐+100t精煉爐煉制鋼液64 000kg,出爐溫度控制在1 570~1 590℃,澆注溫度控制在1 550~1 570℃,漏包注水口為2-φ80mm,澆注時(shí)間根據(jù)現(xiàn)場(chǎng)經(jīng)驗(yàn)定為每箱270s。
3 鑄件的凝固過(guò)程數(shù)值模擬
3.1 產(chǎn)品實(shí)體建模
先用Solidworks軟件在零件模式下完成鑄件、澆注系統(tǒng)、冒口實(shí)體、冷鐵建模并保存,另輸出為*.STL格式的文件。
3.2 網(wǎng)格的剖分與模擬
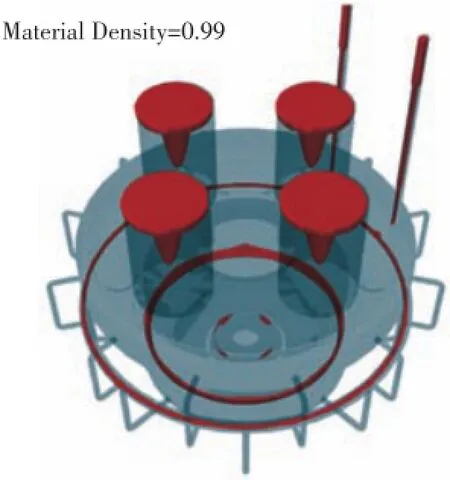
圖5 初始方案的縮孔模擬結(jié)果
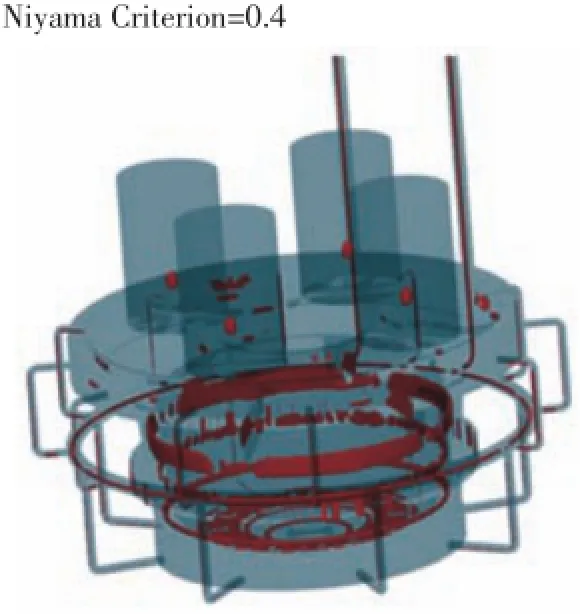
圖6 初始方案的縮松模擬結(jié)果
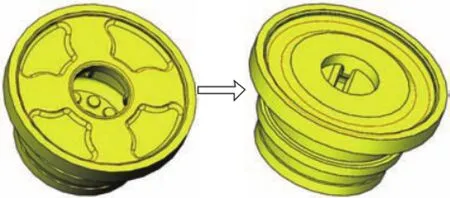
圖7 磨盤鑄造工藝優(yōu)化前后補(bǔ)稱對(duì)比示意圖
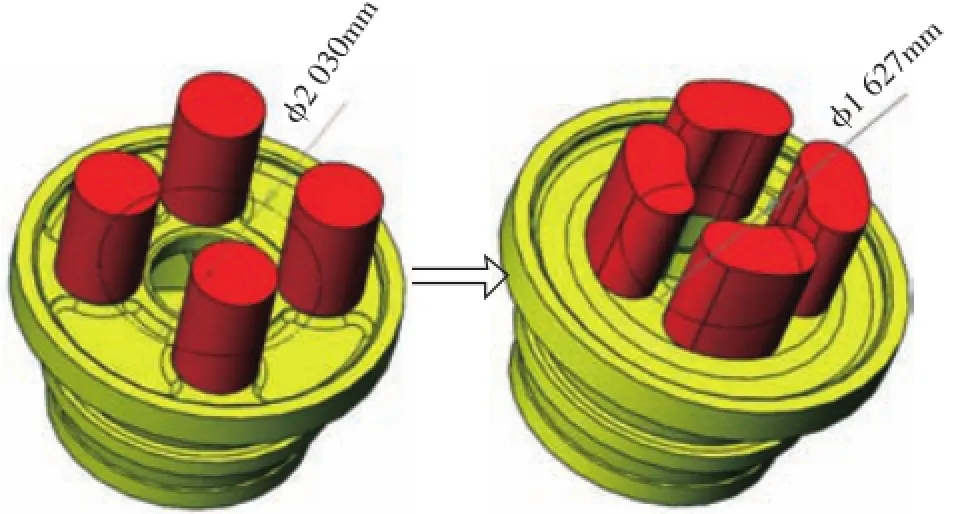
圖8 磨盤鑄造工藝優(yōu)化前后冒口對(duì)比示意圖
Solidcast采用有限差分法計(jì)算傳熱,同時(shí)結(jié)合特有的熱容積法跟蹤金屬體積變化,預(yù)測(cè)鑄件在澆注、凝固、冷卻過(guò)程中可能出現(xiàn)的缺陷。分為FLOWCAST、SOLIDCAST集成模塊和OPTICAST模塊。在FLOWCAST、SOLIDCAST集成模塊中,按照不同的工藝方案導(dǎo)入所需的組成部分的STL格式文件。原始方案中,網(wǎng)格總數(shù)為8 000 000個(gè)。改進(jìn)后方案的網(wǎng)格總數(shù)仍為8 000 000個(gè)。完成有限元網(wǎng)格剖分后進(jìn)入計(jì)算處理模塊,按照工藝參數(shù)對(duì)鑄件重力鑄造過(guò)程計(jì)算參數(shù)進(jìn)行設(shè)置,本文僅對(duì)純溫度場(chǎng)進(jìn)行計(jì)算,設(shè)置完成后,開(kāi)始運(yùn)行計(jì)算。運(yùn)算結(jié)束后再進(jìn)入模擬結(jié)果查看,輸出數(shù)值模擬結(jié)果。
3.3 原工藝方案的凝固過(guò)程數(shù)值模擬結(jié)果
圖5、圖6為原工藝方案的凝固過(guò)程數(shù)值模擬結(jié)果。從圖中可以看出,鑄件上平面冒口中間部位出現(xiàn)縮松,下平面出現(xiàn)縮孔、縮松。在Solidcast軟件中,Material Density一般認(rèn)為是縮孔判據(jù),判據(jù)取值0.99,結(jié)果見(jiàn)圖5中紅色陰影部分(下同);Niyama Criterion一般認(rèn)為是縮松判據(jù),判據(jù)取值0.4,結(jié)果見(jiàn)圖6中紅色陰影部分(下同)。
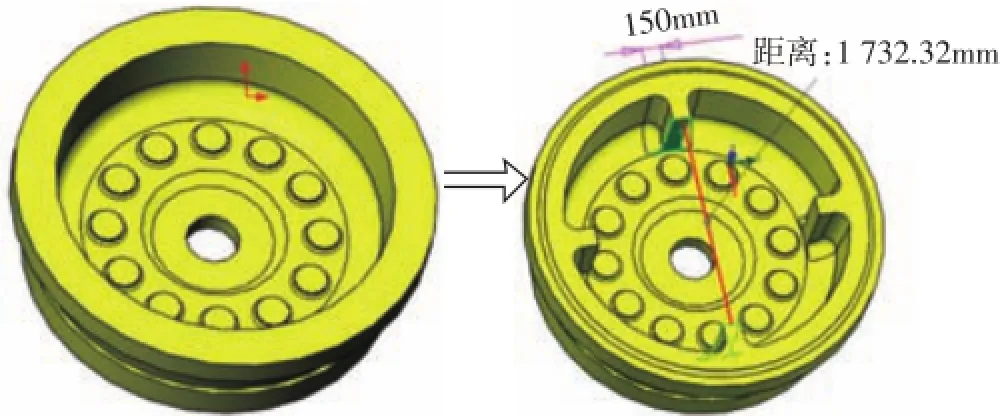
圖9 磨盤鑄造工藝優(yōu)化前后筋板對(duì)比示意圖
3.4 改進(jìn)后工藝方案
盤體上平面冒口之間的問(wèn)題主要是縮松,將4個(gè)單獨(dú)冒口下補(bǔ)稱修改為整圈補(bǔ)稱(見(jiàn)圖7),并將冒口內(nèi)移(見(jiàn)圖8);盤體下平面的問(wèn)題主要是壁厚過(guò)大,補(bǔ)縮通道不暢通,增加4根150mm厚補(bǔ)縮筋(見(jiàn)圖9),增強(qiáng)補(bǔ)縮。對(duì)優(yōu)化后工藝方案凝固過(guò)程數(shù)值模擬結(jié)果進(jìn)行分析,其澆冒系統(tǒng)造型如圖10所示。
從圖11分析可以看出,改進(jìn)后的方案實(shí)現(xiàn)了順序凝固的目的,鑄件上平面和下平面內(nèi)部沒(méi)有縮孔和縮松,縮孔和縮松轉(zhuǎn)移至鑄件非重要區(qū)域,鑄件的工藝出品率基本不變。
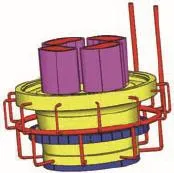
圖10 優(yōu)化后鑄造工藝方案
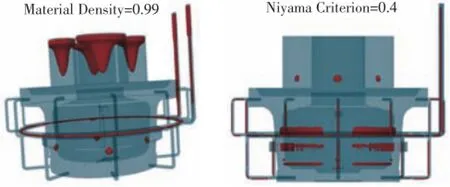
圖11 優(yōu)化后方案的定量縮孔模擬結(jié)果
4 生產(chǎn)驗(yàn)證
生產(chǎn)試制中,外模和砂芯均采用堿性酚醛樹(shù)脂砂,手工組芯造型,刷涂醇基鋯英粉涂料,合箱后熱風(fēng)機(jī)烘干;按照熔煉工藝煉制合格鋼液65 000kg,用精煉鋼包澆注;澆注成功的鑄件落砂后,經(jīng)正火+回火熱處理后粗加工,經(jīng)超聲波探傷檢查,盤體上下平面未發(fā)現(xiàn)縮孔或縮松等鑄造缺陷,材質(zhì)符合圖紙要求,超聲波探傷滿足JB/T5000.14-2007中的Ⅲ級(jí)要求。鑄件加工后的零件見(jiàn)圖12。

圖12 盤體照片
5 結(jié)語(yǔ)
應(yīng)用Solidcast模擬凝固軟件對(duì)盤體鑄造過(guò)程進(jìn)行模擬,實(shí)現(xiàn)了工藝方案的優(yōu)化,減少了生產(chǎn)試制周期,節(jié)約了成本。采用經(jīng)數(shù)值模擬優(yōu)化后的鑄造工藝方案,可生產(chǎn)出合格的盤體鑄件。
[1]袁書倉(cāng),張淑霞.數(shù)值模擬在鑄鋼殼體優(yōu)化中的應(yīng)用[J].鑄造設(shè)備與工藝,2010,(6).
[2]余四紅,賈相武.基于Procast的殼體鑄件數(shù)值模擬鑄造工藝優(yōu)化[J].鑄造技術(shù),2010,(10).
[3]鑄造手冊(cè)(第五版):鑄造工藝[K].北京:機(jī)械工業(yè)出版社,2007,(7).■
TQ172.632.5
A
1001-6171(2017)01-0039-04
通訊地址:1中材裝備集團(tuán)有限公司天津300400;2布萊凱特設(shè)備(蘇州)有限公司江蘇蘇州215215;
2016-05-19;編輯:趙星環(huán)
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2021年12期)2021-03-08 01:28:50
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
現(xiàn)代企業(yè)(2015年2期)2015-02-28 18:45:09
