鋼管橫移車精確定位及安全保護方法
2017-02-01 21:20:40孟凡佳王亞彬王立柱
焊管 2017年12期
關鍵詞:功能
孟凡佳,王亞彬,王立柱
(渤海裝備巨龍鋼管有限公司,河北 青縣 062658)
為了提高大直徑輸送管生產效率,制管車間通常在每個生產崗位上安裝多個用于擺放鋼管的V形臺架。為了及時有效地將鋼管在V形臺架上依次擺放及向本崗位及時運送,鋼管橫移車的自動定位及自動運管功能必不可少。四輪橫移車用于預焊、內外焊、探傷、擴徑、修磨、水壓機、X光拍片、倒棱機、稱重測量等設備運輸和搬運鋼管。采用橫移車搬運鋼管過程平穩、運輸效率高,促進了鋼管生產線效率及自動化水平[1]。但傳統橫移車定位及控制方式的缺點非常明顯,故障率高。在工業4.0及追求車間自動化水平提高的大背景下,需要對傳統橫移車控制方式進行必要的升級改造。
1 傳統橫移車控制方式缺點
目前制管車間的運管橫移車多采用增量式編碼器、接近開關、高速計數器的方式進行橫移車的定位。這種定位方式需要管位接近開關與每個管位擋鐵發生感應才能確定橫移車位置。其結構復雜,硬件配置較多,可靠性差,經常出現定位錯誤。常出現故障導致橫移車拖鏈損壞、電纜拉斷,影響車間的正常生產流程,降低了生產效率,增加了生產成本。傳統控制方式具體缺點如下所述。
(1)增量式編碼器固定在車輪或行走電機尾部,使用高速計數模塊計數,判斷橫移車位置,屬于間接定位方式。這種定位方式有一個明顯缺點,即橫移車車輪原地空轉時會發生定位錯誤。這種定位錯誤在橫移車軌道有油污或橫移車通過交叉軌道時尤其明顯,一旦發生定位錯誤,就會使橫移車動作混亂,導致橫移車與鄰近橫移車發生相撞,或者碰撞鄰近工位的鋼管。
(2)橫移車安裝有管位接近開關,用于對每個V形臺架進行位置確認。通過編碼器計數值和管位接近開關相配合進行橫移車定位。只有當接近開關動作時,才認為橫移車定位在某一工位。如果橫移車在運行過程中沒有正確地感應到管位接近開關,就會發生嚴重的定位錯誤,導致橫移車來回移動或與鄰近鋼管相撞。
(3)缺乏人員防護措施。在手探或成品檢驗等崗位,需要進入到鋼管擺放臺架區域內,對鋼管進行檢驗工作。而橫移車沒有配置人員防護措施,不能檢測其鋼管臺架區域內是否有人在工作,導致在臺架區內操作人員處于危險之內。
2 改進原理及實現方法
本研究旨在討論一種可解決上述問題的橫移車定位及安全防護思路,以提高自動化水平及工作效率,保障設備安全和現場工作人員人身安全。主要包括自動定位及運管功能、鋼管間防撞功能、人員防擠碰功能、人機交互功能的實現。
2.1 精確定位功能原理
激光測距是光波測距的一種,脈沖式激光測距通過測量激光光束在待測距離上往返傳播的時間來計算距離[2-3]。本研究介紹的橫移車自動定位及運管功能采用高精度激光實時測距傳感器作為定位介質[4],定位誤差可達±1 mm。實時激光測距傳感器安裝在橫移車車體上(如圖1所示),高度稍高于橫移車軌道。激光發射方向與橫移車軌道平行,在軌道起始端安裝激光定位板,從而能夠準確確定橫移車位置。為了防止激光被遮擋而發生定位錯誤,在橫移車兩托架側各安裝一個激光測距傳感器。
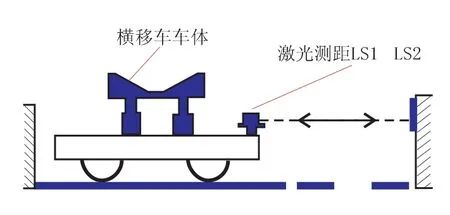
圖1 激光測距傳感器安裝示意圖
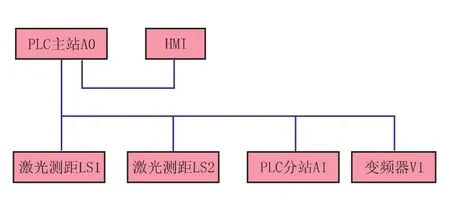
圖2 控制系統硬件構成
控制系統硬件構成如圖2所示,包括具有RS485接口的激光傳感器LS1和LS2、S7-300 PLC主站A0及分站A1、現場DP總線、變頻器V1。DP總線可實現從現場信號到控制柜的數據通訊,保證控制器和現場設備之間可靠的通訊[5]。每個橫移車放管臺架都在程序中預置絕對位置,用于橫移車精確定位各個臺架管位。自動定位功能工作原理:激光器工作電源由中間繼電器控制,在橫移車靜止時切斷激光傳感器電源。橫移車運動前自動接通激光傳感器電源,激光測距傳感器LS1、LS2獲取橫移車實際位置后通過DP總線將當前實際位置傳送給PLC主站A0[6-7]。主站CPU計算LS1和LS2的平均值AVELS,進而判斷AVELS與LS1、LS2的差值,如果差值絕對值>10 mm,則認為激光傳感器受障礙物干擾,從而提示操作人員檢查現場有無干擾物,避免發生定位錯誤。CPU獲取橫移車當前位置后,通過橫移車驅動變頻器控制橫移車從軌道起始端開始向軌道末端以50 Hz速度快速運動一個來回,在運動到每個臺架管位時,通過安裝在橫移車托架上的光電開關檢測每個獨立臺架是否放置有鋼管,從而獲取所有臺架工位的鋼管擺放信息,并將信息存儲,以便自動運管時需要。這種檢測臺架管位鋼管信息的方法準確可靠,不會發生誤判情況。相比當前大量使用的每個臺架管位都安裝2個接近開關的方法更可靠,又極大降低了橫移車維護成本。
2.2 鋼管間防撞功能工作原理
由于采用高精度激光實時測距傳感器檢測橫移車當前實際位置,所以已大大降低了橫移車撞管的可能性。鋼管間防撞功能只作為輔助保護手段。因為只有橫移車在托舉鋼管行走時才有可能發生鋼管間的誤撞情況,因此在橫移車托架上安裝一維激光傳感器,實時監測橫移車與下一工位鋼管間距離。當距離小于當前規格鋼管安全距離時即停止橫移車前進,從而杜絕鋼管間相撞。安全距離的設定通過首批鋼管生產前實際測量進行確定,系統自動記錄操作人員錄入的安全距離,在以后生產相同規格的鋼管時不需要重復輸入。
2.3 人員防護功能工作原理
人員防護功能主要使用安全光幕來實現。安全光幕又稱電敏防護裝置,由發射、接收檢測光信號的敏感元件、控制單元和輸出電路組成,是為達到保護脫扣或敏感功能而協同工作的一組元器件組合[8]。 安全光幕具有安全性高、響應時間短、非接觸性檢測、自動化程度高等特性,被廣泛應用于工業現場需要人身防護的高危場所[9]。光幕由發射陣列和相應的接收器組成,這兩個組成部分的相互結合可形成一個具有特定分辨率的遙感區域,這也使得安全光幕能夠在最小區域內可靠地檢測一個對象。如果手臂或足等不透明物體被光線阻擋的話,安全光幕就能將其檢測出來[10]。如圖3所示,鋼管臺架兩側地面上,在距離地面30 cm高度位置水平安裝工作高度為2.0 m的安全光幕,檢測區域全面覆蓋臺架兩側鋼管擺放區域。當人員在鋼管擺放區域內走動時,觸發安全光幕報警。安全光幕將報警信號輸入給PLC,如果橫移車正托舉鋼管運動,則PLC立即控制橫移車停止運動。當人員離開鋼管區域后,安全光幕復位,橫移車恢復行走功能。如果橫移車托架在下位,則不停止橫移車的運動。為了保證安全光幕可靠動作,選擇安全光幕的分辨率為50 mm。
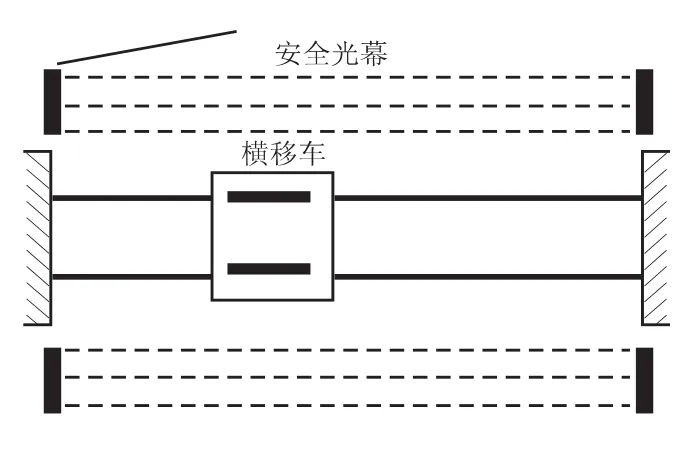
圖3 人員防護功能示意圖
2.4 人機交互功能的實現
人機界面有兩個主要功能,即直觀地顯示目前臺架鋼管擺放信息及橫移車所處位置,并提供人工操作橫移車功能。其中手動操作定位功能對于保護橫移車機械結構非常重要。為了保護橫移車機械結構免受橫移車從高速到停止的突然轉換帶來的沖擊,需要橫移車所有運動都有減速過程。如果利用主令控制器操作,無法確定減速時機,也就無法保護橫移車。在人機界面增加各個工位的選擇按鈕,操作人員只需點擊一次按鈕選定目的位置,橫移車即可通過加速—高速—減速—停止的運動方式移動到選定的工位,避免人工操作帶來的機械沖擊,可良好地保護機械結構,降低機械維護成本。
3 結束語
在制管行業,只有保證制管車間設備時刻處于良好工作狀態,使其滿足嚴格的訂單需求,才能切實保障企業的生存。本研究介紹的橫移車定位方式結構簡單,故障率低,維護方便。增加了人員防護功能,保障操作人員始終處于風險可控的工作環境內。新的定位方式能夠保障橫移車長時間穩定地處于良好工作狀態,有效地降低了橫移車維護成本,提高了制管車間生產效率。
[1]柴平亮,李寶玉,楊超.鋼管傳輸設備四輪橫移車[J].科技與企業, 2012(7): 295.
[2]曲興華,戴建芳,張福民.基于激光測距的大尺寸測量應用研究[J].儀器儀表學報,2009,30(3): 481-485.
[3]張功銘,趙復真.新型傳感器及傳感器檢測新技術[M].北京:中國計量出版社,2006.
[4]王元慶.新型傳感器原理及應用[M].北京:機械工業出版社,2002.
[5]王俊紅,劉金梅,李宗睿,等.檢測和控制技術在鋼管自動化生產中的應用[J].北華航天工業學院學報,2013,23(5): 11-14.
[6]宮淑貞,王冬青,徐世許.可編程序控制器原理及應用[M].北京:人民郵電出版社,2002.
[7]程周.可編程控制器技術與應用[M].北京:電子工業出版社,2002.
[8]IEC 61496—2012,Safety of machinery-electro-sensitive protective equipment[S].IEC,Geneva,Switzerland,2012.
[9]王學軍,邵光存.基于國際標準IEC61496-1/2(Type 4)安全光幕的軟核設計[J].鍛壓裝備與制造技術,2015(6):83-85.
[10]Mike Carlson,張雪磊,張良辰.如何為工業機械選擇安全光幕[J].軟件,2010(8): 46-47.
猜你喜歡
鐘表(2023年5期)2023-10-27 04:20:44
中華詩詞(2022年6期)2022-12-31 06:41:24
當代陜西(2021年21期)2022-01-19 02:00:26
中學生數理化(高中版.高考數學)(2020年1期)2020-02-20 13:23:44
經濟技術協作信息(2018年11期)2019-01-14 03:07:20
中國科技論壇(2017年7期)2017-07-25 08:49:53
制造技術與機床(2017年3期)2017-06-23 08:11:33
媽媽寶寶(2017年2期)2017-02-21 01:21:24
國際漢語學報(2016年1期)2017-01-20 08:21:20
中國中醫藥現代遠程教育(2014年22期)2014-03-01 04:32:55