試樣狀態(tài)對線性摩擦焊接頭組織及性能的影響
2021-04-16 01:07:48季亞娟李贊陶軍金俊龍
焊接 2021年1期
關鍵詞:焊縫
季亞娟,李贊,陶軍,金俊龍
(1.中國航空制造技術研究院,航空焊接與連接技術航空科技重點實驗室,北京 100024;2. 北京市摩擦焊接工藝與裝備工程中心,北京 100024)
0 前言
線性摩擦焊接技術是一種固相焊接技術,焊前不需要進行酸洗,焊接過程無煙塵、飛濺,不需要填充材料和氣體保護,焊接過程可以實現(xiàn)自動化,焊縫質(zhì)量穩(wěn)定、可靠,焊縫缺陷少,可以實現(xiàn)多種截面形式和多種材料的焊接。已成為航空發(fā)動機整體葉盤制造和修復的關鍵技術,并進一步用于飛機構件的連接,在航空制造業(yè)受到了廣泛的青睞[1-8]。目前待連接的零件焊接截面主要采用磨制或者精銑的方式,使焊前零件焊接截面粗糙度到達1.6 μm,為了進一步拓展線性摩擦焊的應用領域并降低零件的加工成本,文中針對飛機構件常用的TC4鈦合金,開展其焊前試樣狀態(tài)對接頭成形及組織性能的影響開展研究,分別研究了線切割表面、粗銑表面以及磨制表面三種狀態(tài)對接頭成形的影響,后續(xù)飛機構件低成本、短周期制造奠定基礎。
1 試驗材料和過程
研究選用飛機構件常用的TC4鈦合金為研究材料,TC4鈦合金是一種典型的α-β型兩相鈦合金,它含有6%α穩(wěn)定元素鋁和4%β穩(wěn)定元素釩,其成分見表1。該合金具有優(yōu)異的綜合性能,在航空和航天工業(yè)中獲得最廣泛的應用。它的長時間工作溫度可達400 ℃,用于制造發(fā)動機的風扇和壓氣機盤與葉片,以及飛機結構中的梁、接頭盒隔框等重要承力構件。具有優(yōu)異的綜合性能,在航空和航天工業(yè)中獲得了廣泛的應用[9]。
線性摩擦焊試樣尺寸:130 mm×75 mm×20 mm,其中焊接面積為75 mm×20 mm。選用經(jīng)過優(yōu)化后的焊接工藝參數(shù)對線切割、粗銑、磨制的三種焊前狀態(tài)的試件進行焊接,焊接后觀察接頭成形情況,去除接頭飛邊,對接頭進行去應力熱處理,并截取金相試樣進行接頭組織觀察和硬度測試,截取拉伸和疲勞性能試樣毛坯,按標準加工成力學性能試樣,進行拉伸和疲勞性能測試。

表1 TC4鈦合金化學成分 (質(zhì)量分數(shù),%)
2 試驗結果及分析
2.1 接頭外觀形貌
焊前三種表面狀態(tài)的試件如圖1所示,焊前磨制表面的粗糙度Ra約為0.8,粗銑表面,最高和最低刀紋的波紋差有0.2 mm,線切割表面的粗糙度Ra約為3.2。焊接過程中,粗銑表面在摩擦初始時,有少量火花,分析原因是由于表面凸凹不平導致先摩擦產(chǎn)生的金屬脫落造成,擠出的初始飛邊有分層現(xiàn)象。而初始為線切割表面的試樣,初始的飛邊呈分叉擠出,在摩擦后期飛邊合攏。從最終的接頭成形可以看出,利用線性摩擦焊可以實現(xiàn)三種焊前狀態(tài)TC4鈦合金試件的焊接,且接頭成形良好,飛邊顏色呈現(xiàn)鐵銹色,如圖2所示。

圖1 焊前試件表面狀態(tài)

圖2 接頭外觀形貌
2.2 接頭組織
2.2.1接頭宏觀組織
圖3為三種焊前表面狀態(tài)TC4鈦合金線性摩擦焊接頭的宏觀組織形貌,從圖中可以看出,三種狀態(tài)的接頭均明顯分為三個區(qū)域:母材區(qū)(BM)、熱力影響區(qū)(TMAZ)、焊合區(qū)(WZ)。其中焊合區(qū)及熱力影響區(qū)顏色較母材的深。焊縫邊緣處寬度較焊縫中心寬,這與焊接過程焊縫熱量分布有關。
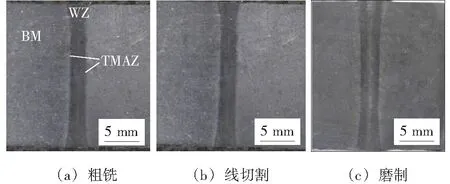
圖3 接頭宏觀組織
2.2.2接頭微觀組織
2.2.2.1母材組織
TC4鈦合金母材的組織為雙態(tài)組織,圖4初生的等軸α相分布在β轉變組織上,其中初生等軸α相的比例約為40%,尺寸大部分處于5~15 μm區(qū)間。
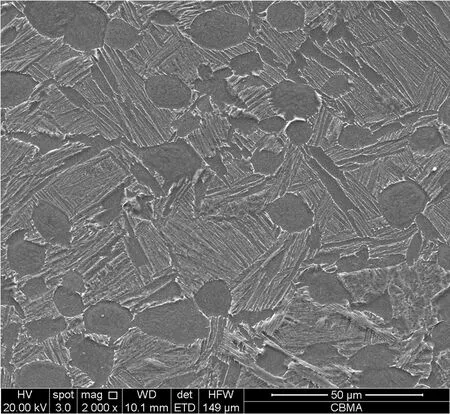
圖4 母材組織
2.2.2.2熱力影響區(qū)組織
三種狀態(tài)接頭熱力影響區(qū)均與母材組織相似,即由初生α相及β轉變組織組成,但該區(qū)域初生α相和β轉變組織沿著受力方向被拉長。這與摩擦焊過程熱和力的作用相關,組織只發(fā)生了沿著受力方向拉伸而未發(fā)生結構的改變,表明該區(qū)域焊接過程的溫度沒有超過TC4鈦合金的相變溫度,如圖5所示。
2.2.2.3焊合區(qū)組織
三種焊前狀態(tài)接頭焊合區(qū)組織如圖6所示,從圖中可以看出,三種焊前狀態(tài)試件通過線性摩擦焊連接后均形成了致密無缺陷的接頭,即焊前表面狀態(tài)對接頭成形影響不大。這是由于對于三種狀態(tài)接頭,主要區(qū)別是表面粗糙度及清潔情況不同,而線性摩擦焊的焊接過程是先局部凸點接觸、摩擦生熱、塑化,并且隨著凸點消除發(fā)生接觸、摩擦、塑化的區(qū)域不斷擴大直至整個界面均塑化然后擠出飛邊形成接頭,三種表面的區(qū)別在于初始凸點接觸的面積不同,在摩擦焊條件的壓力和溫度,三種接頭原始母材粗大的β晶粒發(fā)生變形、破碎發(fā)生動態(tài)再結晶,并在摩擦的往復運動中不斷的變形、形核,焊接停止冷卻過程,再結晶晶粒長大,析出α相,形成了等軸晶粒組織,晶粒內(nèi)部為細小的α+β片層。焊合區(qū)發(fā)生的組織轉變表明焊接過程三種焊前狀態(tài)接頭的溫度均超過了TC17鈦合金的β相變溫度,因此,焊合區(qū)的組織形態(tài)完全不同于原始母材。

圖5 熱力影響區(qū)
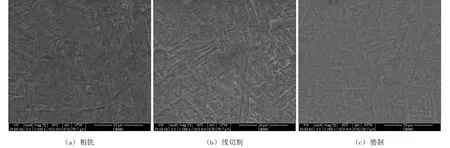
圖6 焊合區(qū)
2.3 接頭元素測試及分析
為了研究三種焊前狀態(tài)尤其是線切割焊前表面在經(jīng)過線性摩擦焊后,是否會增加焊縫的氫氧含量,因此,對焊接截面采用線掃描的方式并對焊縫中O元素的含量進行了測試,結果如圖7~圖9所示,從圖中可以看出,三種狀態(tài)接頭含氧量基本無區(qū)別,這與線性摩擦焊過程的自清理作用有關,即線性摩擦焊往復運動過程中,焊接試件原始表面首先塑化并擠出形成飛邊,在飛邊不斷擠出過程中實現(xiàn)焊縫的自清理。
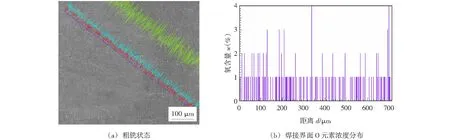
圖7 粗銑狀態(tài)焊接界面O元素濃度分布
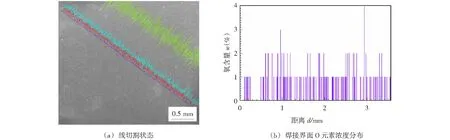
圖8 線切割狀態(tài)焊接界面O元素濃度分布
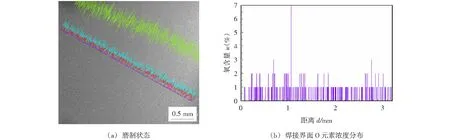
圖9 磨制狀態(tài)焊接界面O元素濃度分布
2.4 性能測試及分析
2.4.1接頭拉伸性能測試及分析
對焊后的焊接接頭進行取樣加工,按照國標進行拉伸試樣加工,按照國標要求進行室溫拉伸性能測試。拉伸后的試樣均斷在母材,且三種表面狀態(tài)接頭的拉伸性能具體結果見表2,從表2中可以看出,焊前表面狀態(tài)為粗銑和磨制的接頭拉伸性能相當,而焊前為線切割表面的接頭拉伸強度略低,能達到磨制表面接頭強度的98%。三種接頭的斷后伸長率和斷面收縮率基本相當。測試結果表明,焊前零件的狀態(tài)對接頭拉伸性能影響較小。

表2 接頭性能
2.4.2接頭疲勞性能測試及分析
Kt=1,R=0.06,550 MPa三種表面狀態(tài)焊接的接頭的疲勞強度見表3,從表中可以看出三種狀態(tài)接頭的疲勞壽命相當。
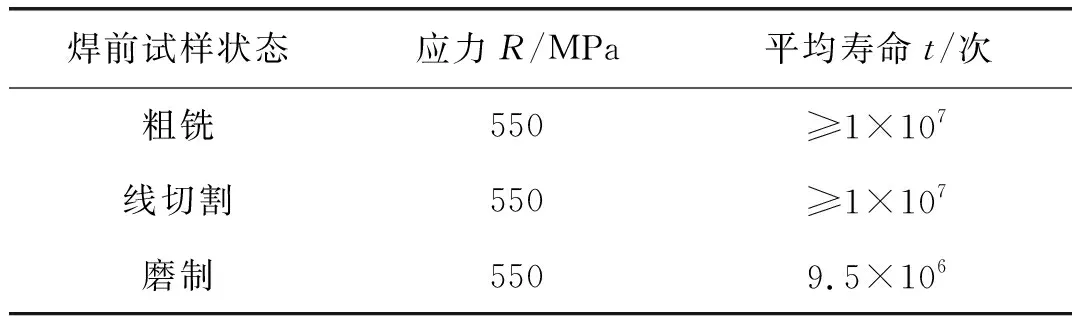
表3 三種接頭疲勞壽命測試
3 結論
(1)在TC4優(yōu)化的線性摩擦焊工藝參數(shù)條件下,三種焊前狀態(tài)試件的線性摩擦焊接頭成形良好、無缺陷。
(2)接頭的組織明顯分為母材區(qū)、熱力影響區(qū)、焊合區(qū),其中熱力影響區(qū)組織沿著受力方向被拉長,焊合區(qū)發(fā)生了動態(tài)再結晶。
(3)接頭的拉伸性能測試表明:三種焊前狀態(tài)線性摩擦焊接頭的抗拉強度水平相當,都達到1 000 MPa以上;三種狀態(tài)接頭疲勞壽命相當。
(4)對三種狀態(tài)接頭界面處進行O元素分析表明,粗銑以及線切割接頭焊接界面處沒有明顯增加。
猜你喜歡
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術學院學報(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07