船用板材激光除銹應用技術
2017-01-13 00:44:09劉洪偉周毅鳴
造船技術 2016年6期
關鍵詞:工藝
劉洪偉, 周毅鳴
(上海船舶工藝研究所, 上海200032)
船用板材激光除銹應用技術
劉洪偉, 周毅鳴
(上海船舶工藝研究所, 上海200032)
針對船舶行業除銹應用需求,開展船用板材激光除銹工藝研究。通過點激光試驗,得到如下結果:當激光能量密度達到0.5~5.0 J/mm2時,能夠清除鋼板表面的銹蝕,清潔度可以達到Sa1/2級;點激光除銹后,鋼板表面呈現有規律的溝槽特征;為獲得一定數值的粗糙度Rz,需要有一定熔深(溝槽深度);點激光除銹,漆膜的附著力隨粗糙度增加而降低,且與粗糙度Rz有一個最佳匹配范圍;激光除銹鋼板的防腐性能能夠與噴砂除銹的指標相當。結果表明,激光除銹的質量及試樣的防腐性能滿足使用要求。
光纖激光;激光除銹;船舶;粗糙度
0 引言
船舶及海洋工程結構物長期工作于高腐蝕性的海洋環境中,且服役周期長,使得它們的防腐要求都較高。船舶及海洋工程行業現有的表面處理工藝有打磨、噴砂、高壓水清理等幾種常用工藝。打磨工藝生產效率低,粉塵、噪聲污染嚴重。噴砂工藝效率高、清理質量好,在修、造船行業應用廣泛,但是該工藝勞動強度大、粉塵污染嚴重、職業病危害等問題突出。當鋼板強度較高時,上述除銹工藝的處理效果明顯變差。高壓水清理工藝沒有粉塵污染,清潔環保,近幾年在修船行業受到青睞,但由于其存在返銹問題,該工藝并沒有在造船行業得到重用。
一般情況下,鋼板基體與其表面所附著的污染物之間結合力有:共價鍵、雙偶極子、毛細作用、氫鍵、范德瓦爾斯力和靜電力,其中范德瓦爾斯力、毛細作用、靜電力最難破壞[1]。激光除銹原理是利用激光的高溫汽化、熱膨脹撕裂效應、等離子沖擊效應和激光產生的聲波振蕩作用將銹蝕從鋼板表面清除掉。激光除銹工藝具有節能、粉塵污染小、除銹無死角、除銹效果不受鋼板強度影響等優點,屬于綠色環保型的表面清理方式,未來在船舶及海洋工程行業具有良好的發展前景。
船舶及海洋工程行業除銹標準要求:鋼板涂裝前的表面處理清潔度需要達到Sa1/2級,粗糙度Rz30~75 μm[2],激光除銹質量必須滿足行業防腐要求才具有實用價值。目前,激光除銹技術還處于研究階段,激光除銹技術在船舶及海洋工程行業離實際應用還有一段距離。本文采用脈沖激光除銹工藝[3]對船用鋼板除銹的激光能量、粗糙度形成、漆膜附著力及試件的防腐性能進行試驗研究。
1 激光除銹試驗
1.1 除銹試驗裝置及方法
激光除銹工藝試驗采用光纖激光加工機。該設備由光纖脈沖激光器、二維直線移動工作臺、工控機、激光加工頭和氣體保護系統等組成。激光器輸出的激光波長為1 070 μm,連續狀態下平均功率為250 W,準連續脈沖模式下工作峰值功率為1 550 W。該激光器最小脈寬為0.2 ms,最大重復頻率為2 kHz。激光光斑的尺寸可調,工控機與顯示器用于控制激光器和二維平臺的運動軌跡。激光加工頭端部與保護氣體相連。激光除銹系統如圖1所示。試驗材料為AH32船用B級鋼板,試件尺寸為150 mm×70 mm×8 mm,鋼板表面銹層厚度為20 μm,試樣的規格和表面狀態如圖2所示。
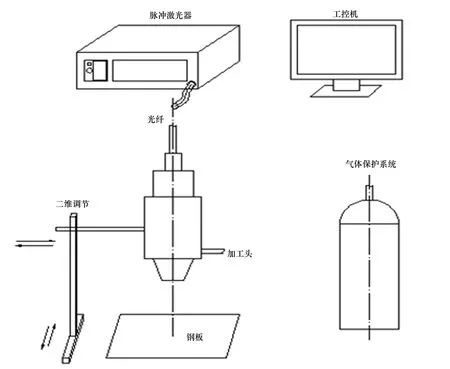
圖1 激光除銹系統示意圖
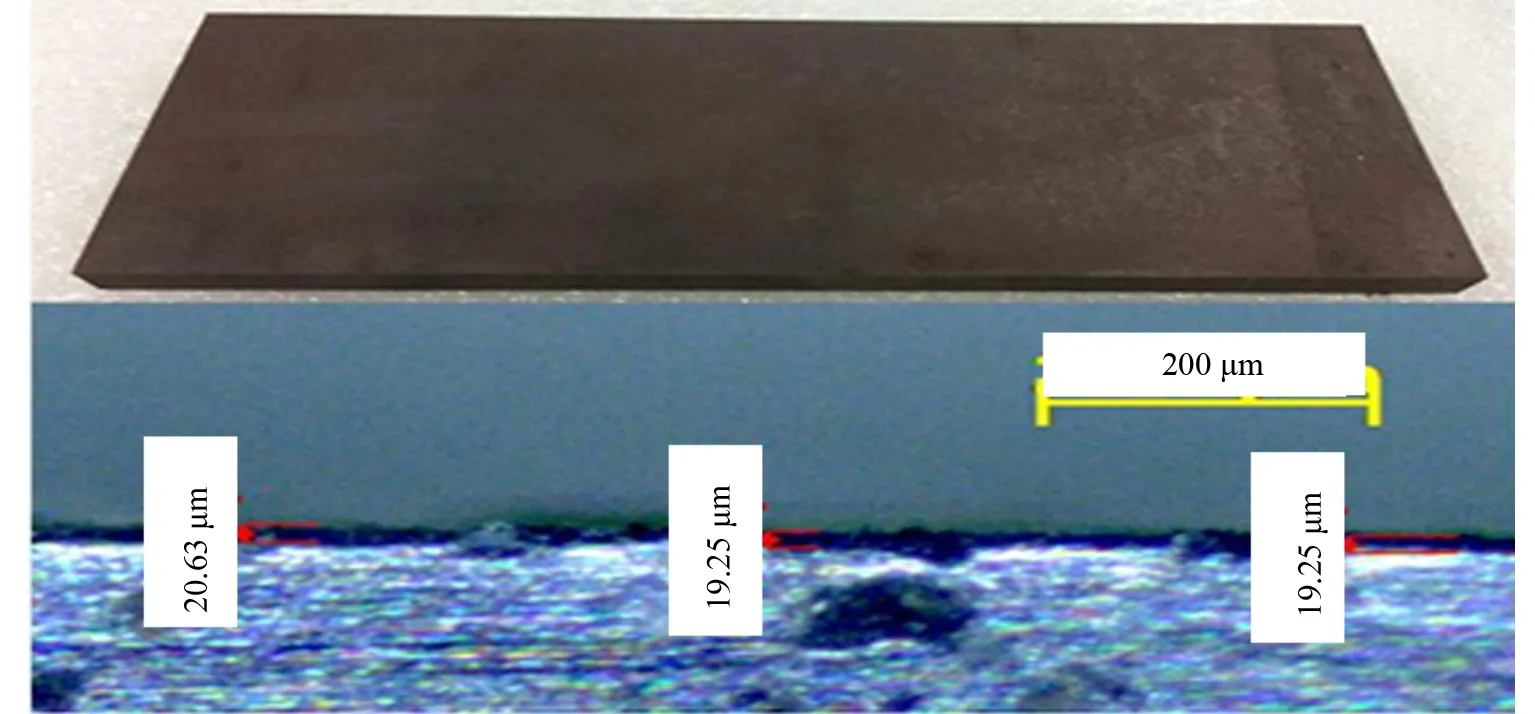
圖2 試樣規格與表面狀態
1.2 激光除銹試驗
激光除銹所用的功率、光斑尺寸、重復頻率、脈沖寬度均對除銹激光的能量產生影響[4-5]。試驗中激光峰值功率選用最大值1 550 W,脈沖寬度選用0.2 ms,光斑直徑為1.4 mm,掃描速度為20 mm/s,列偏移量為670 μm,740 μm,790 μm,840 μm,880 μm。分別用190 Hz,275 Hz,360 Hz,444 Hz,528 Hz脈沖頻率進行掃描,獲得不同的能量密度。保護氣體對金屬表面實行保護,保護氣體壓力為0.5 MPa。激光除銹的實質是采用激光對鋼板表面進行一次加工,通過對試樣的金相組織和力學性能進行觀察和測試試驗,確定激光除銹工藝對材料自身力學性能的影響。
1.3 防腐性能試驗
為檢驗漆膜結合力[6]和試樣的防腐性能,開展防腐性能試驗。試驗采用150 mm×70 mm×3 mm規格的B級Q235 低碳鋼板。上述試樣的一部分采用激光除銹工藝除銹,一部分采用噴砂除銹工藝除銹。試樣除銹后,在鋼板表面噴涂佐敦車間底漆,漆膜厚度為100 μm。為比較兩種除銹工藝試樣的防腐性能,每組試樣選擇一件噴砂試件作對比。試驗內容包括漆膜附著力試驗(GB/T 5210.9-2006),人造氣氛腐蝕試驗即鹽霧試驗(GB/T 10125-1997)。
2 試驗結果與分析
2.1 試樣表面特征及Rz形成原因
應用點激光除銹后,鋼板表面均呈現為周期性線形溝槽形貌特征,如圖3所示。溝槽形貌產生的原因可以結合圖4進行說明。采用點激光進行第一道除銹加工時,會在鋼板的截面上產生一個近似正態分布的溝槽,同時將表面的銹蝕和一部分基體金屬除去。為了獲得連續的除銹效果,進行第二道除銹時光斑必須有一個合適的偏移量δ, 這樣可以有效清除兩道溝槽之間的銹蝕。如此重復進行除銹就可以全部清除鋼板表面的鐵銹,同時也獲得了一定數值的粗糙度Rz。
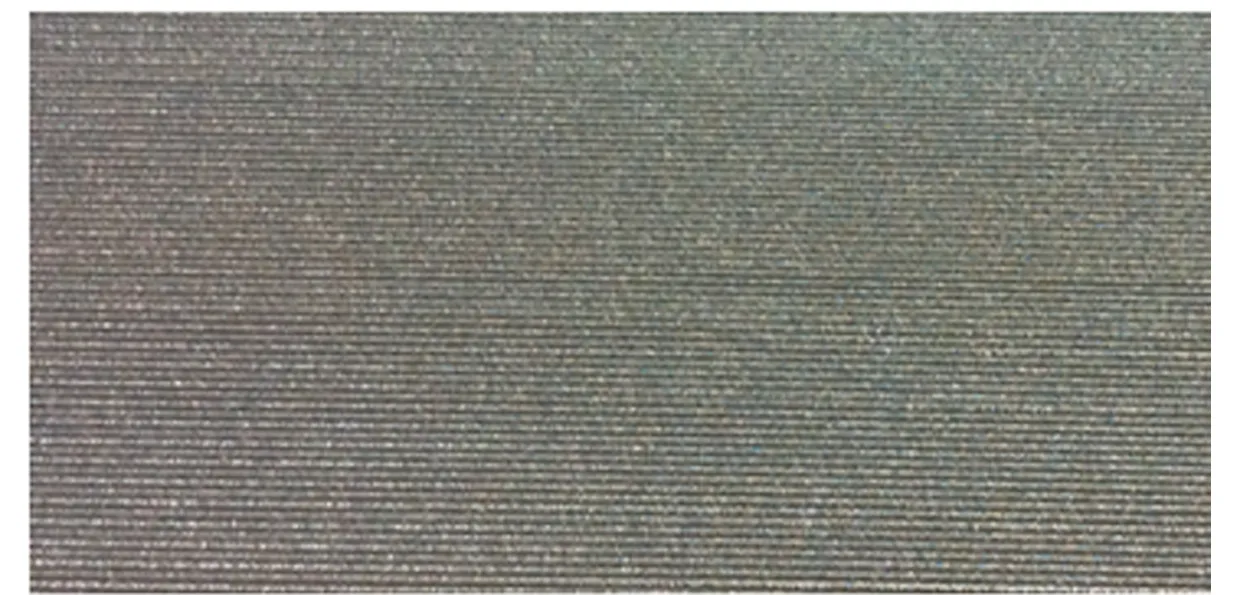
圖3 溝槽形貌特征

圖4 溝槽形貌特征形成原理
2.2 激光參數與粗糙度Rz的關系
固定其它參數不變,采用不同重復頻率進行除銹。當激光能量密度I>2.1 J/mm2時,鋼板表面的銹蝕將被清理干凈并露出金屬光澤,鋼板的表面沒有鐵銹、油污,除銹后的鋼板表面均勻一致,清潔度達到了Sa1/2級。當激光能量密度I=2.1 J/mm2時,對應的粗糙度為30 μm,隨著激光能量的增加,粗糙度Rz的數值也隨之增加。當激光能量密度I=5.85 J/mm2時,粗糙度達到了70 μm,但因輸入能量過高,除銹后的鋼板表面出現了氧化現象。激光能量密度與粗糙度Rz之間的關系如圖5所示。隨著激光重復頻率的增加,激光能量也隨之增加,因此粗糙度Rz也隨著重復頻率的增加而增加,如圖6所示。此外,激光除銹后的粗糙度Rz還隨著掃描次數的增加而增加。
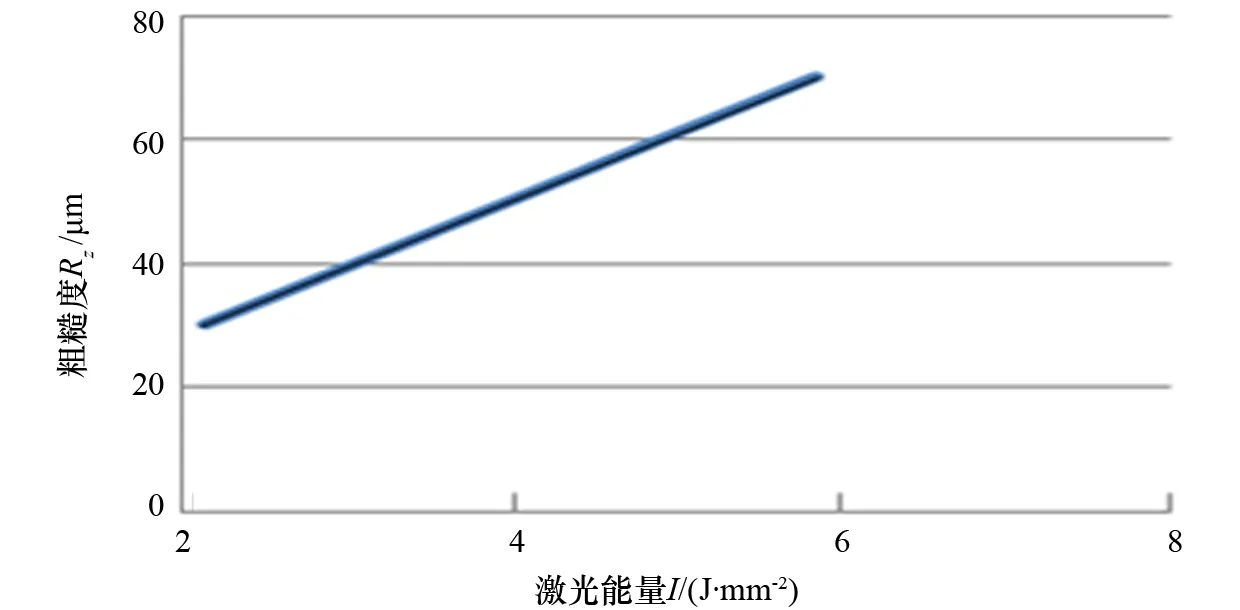
圖5 激光能量密度I與粗糙度Rz的關系
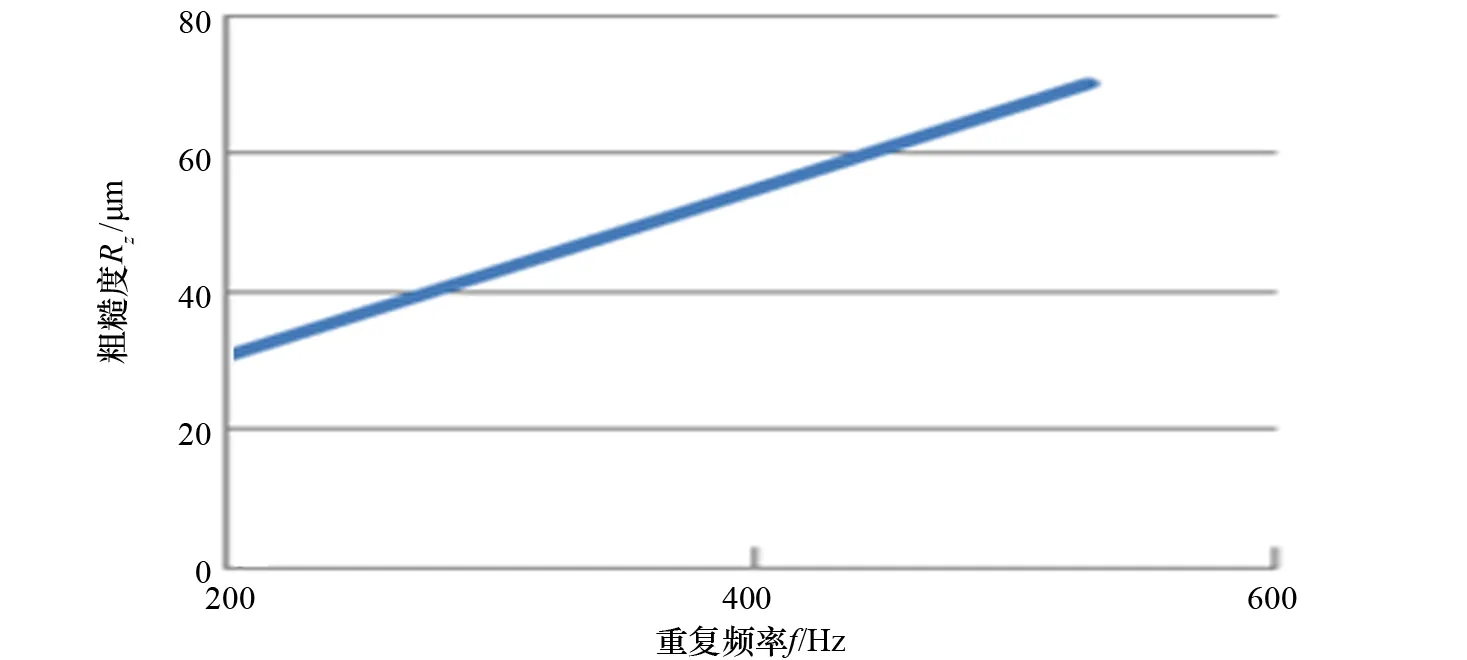
圖6 重復頻率f與粗糙度Rz的關系
2.3 除銹試樣的力學性能變化
根據國標GB/T 228-2002制作8 mm厚度的AH32板材拉伸試樣兩組,對一組試樣的拉伸部位進行激光除銹,另一組為原始表面狀態。試樣在Zwick/Roell萬能材料試驗機上拉伸,結果如表1所示。為比較激光除銹對材料性能的影響,將兩條拉伸曲線合并到一個圖中,如圖7所示。從拉伸數據和拉伸曲線可知,激光除銹試樣除彈性模量稍有降低外,其它指標在試驗誤差范圍內基本一致。由于激光熱加工過程有一定的熱處理作用,它對金屬原子間的鍵合強度產生一定影響,彈性模量略有下降。表面細小馬氏體組織的形成使得除銹試件強度略增而塑性略降。

表1 拉伸力學性能的試驗結果
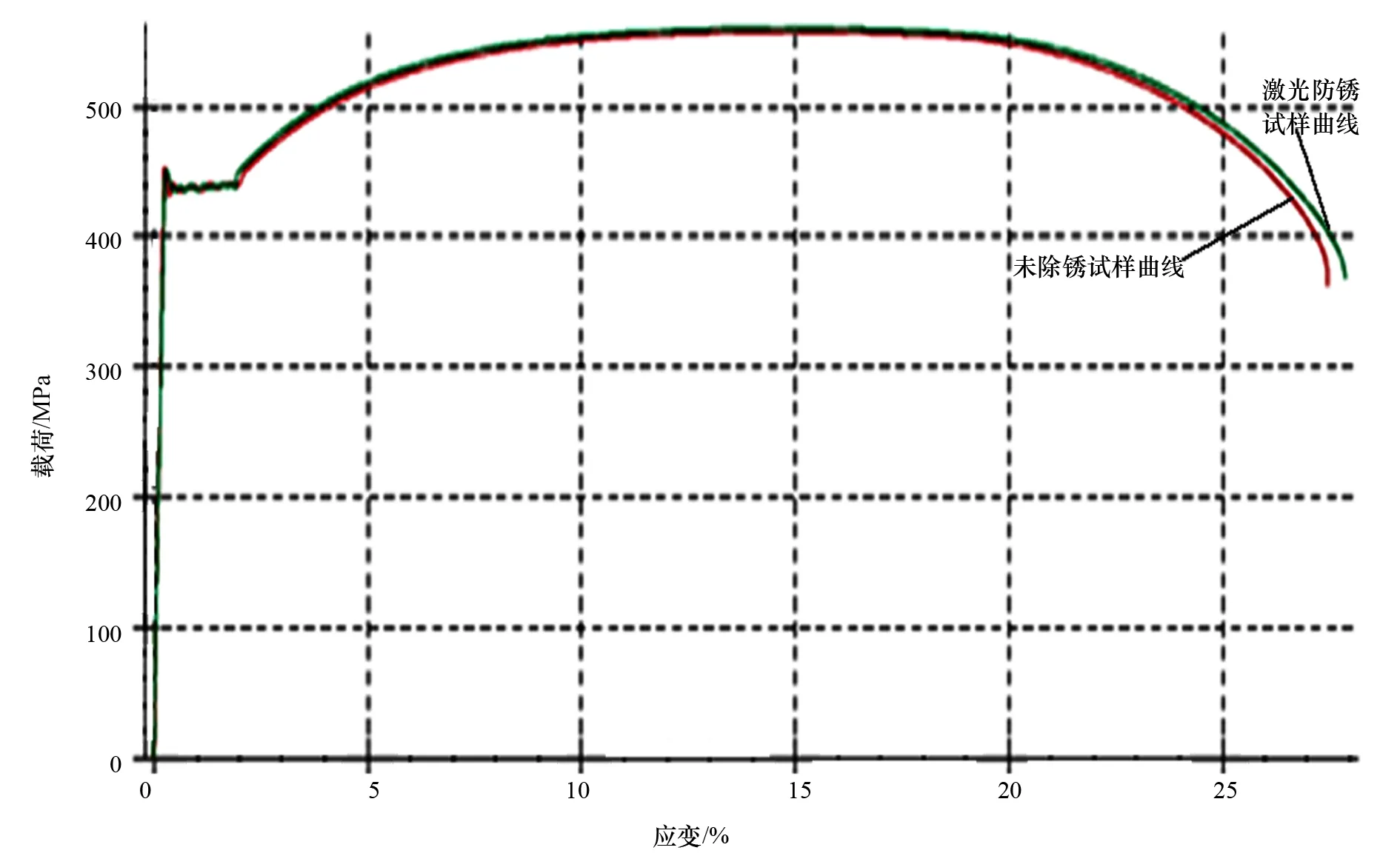
圖7 試樣拉伸曲線
2.4 金相組織和硬度分布
對AH32鋼板試樣進行激光除銹后,垂直于掃描方向將除銹區域切開。經硝酸酒精腐蝕后,在金相顯微鏡下觀察橫截面沿深度方向的組織變化,試樣截面的金相組織如圖8所示。從基材到加工表面大致分為3個區域,最上層的基材組織為鐵素體+珠光體,最下層的加工區域為強度和硬度較高的板條狀馬氏體組織,中間層為過渡區域如圖9所示。與組織分布相對應,從加工表面到基體內部的硬度分布存在一個下降趨勢,最后趨于平穩,橫截面上的硬度分布如圖10所示。
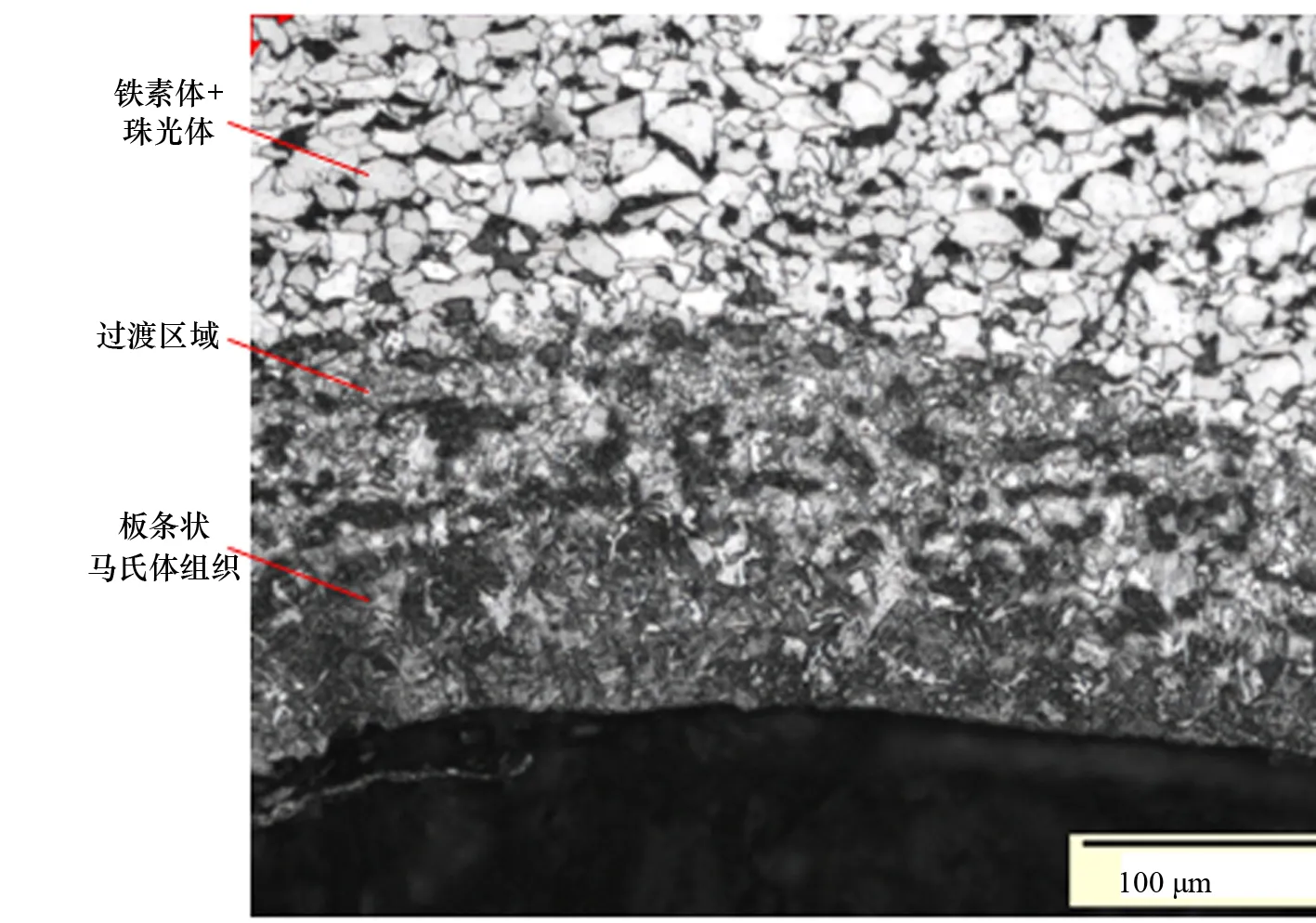
圖8 試樣金相組織
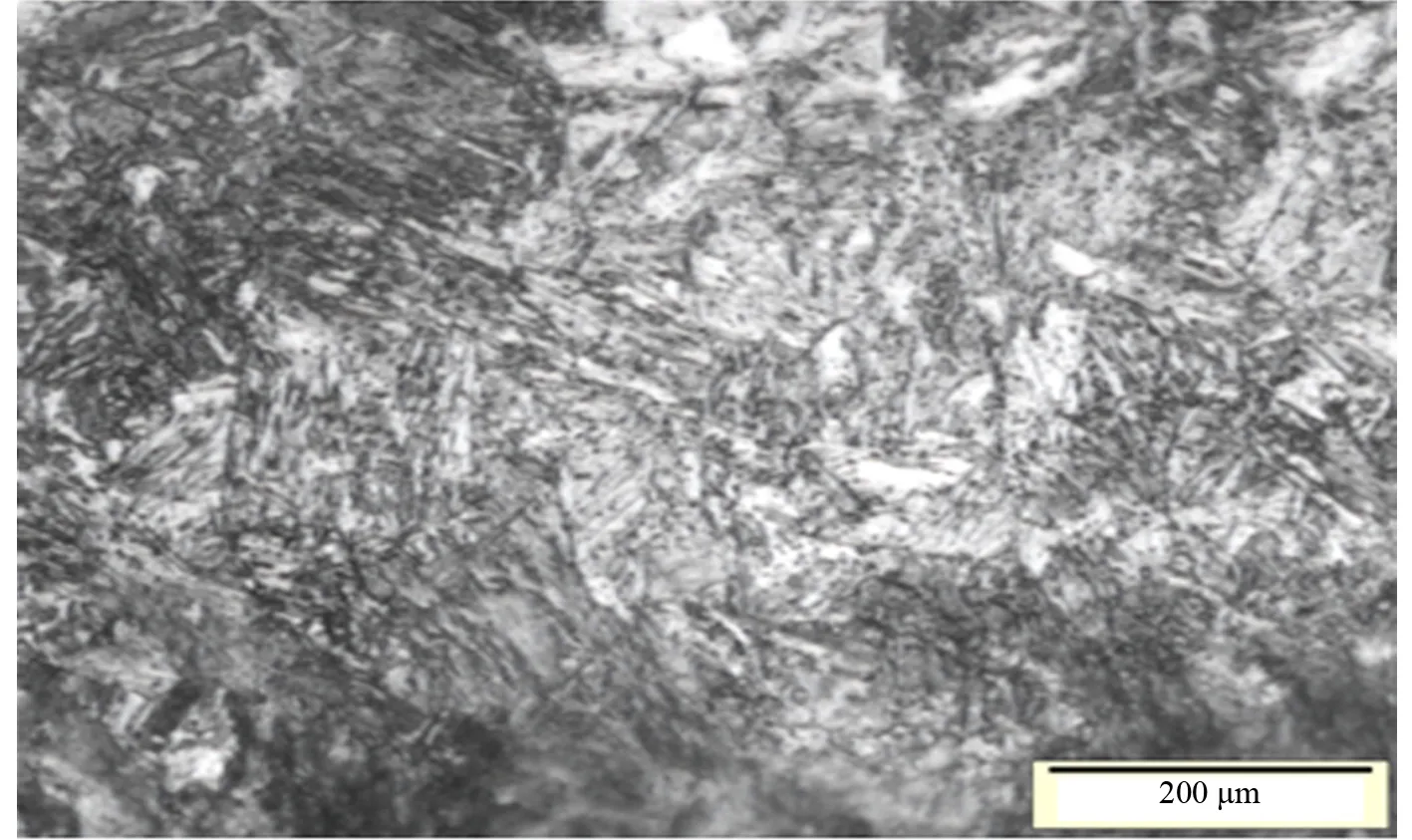
圖9 試樣過渡區域顯微金相組織

圖10 橫截面硬度分布
2.5 漆膜附著力與Rz之間的關系
試驗結果表明,當激光除銹試樣的粗糙度Rz在35~45 μm范圍內,與同樣條件下的噴砂試樣的漆膜附著力強度基本相同,漆膜的附著強度可以達到23 MPa左右。隨著Rz數值的增加,激光除銹試樣的漆膜附著力反而下降。其產生的原因是由于點激光除銹后的表面呈規律性的溝槽樣貌,溝槽越小試樣的表面積越大,拉伸棒表面與試樣表面接觸面積越大,因此附著力強度越高,反之則附著力強度越小。涂層附著力隨粗糙度的變化規律如圖11所示。
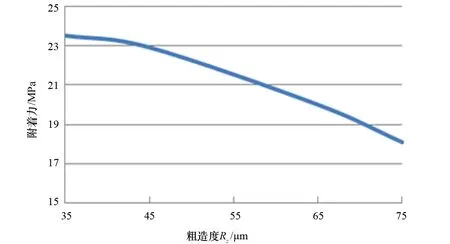
圖11 涂層附著力與粗糙度關系
2.6 激光除銹試樣的防腐性能
將試樣進行噴砂除銹或激光除銹處理后,在試樣表面噴涂100 μm保護涂層。將試樣統一放進鹽霧箱內進行1 000 h的人造氣氛腐蝕試驗,即鹽霧試驗。試驗結果顯示,無論是噴砂除銹試樣還是激光除銹試樣均無起泡和銹蝕現象。可見,在試驗條件下,激光除銹試樣的防腐性能與傳統的噴砂除銹試樣的防腐性能相當。
3 結論
(1) 當激光能量密度達到0.5~5.0 J/mm2時,能夠清除鋼板表面的銹蝕,而能量過高會發生氧化和熔渣殘留現象。選擇合適的除銹工藝,可以使除銹后鋼板的清潔度達到Sa1/2級,粗糙度達到30~70 μm。
(2) 點激光除銹后,鋼板表面會呈現出有規律的溝槽特征。為獲得一定數值的粗糙度Rz,需要有一定的熔深(溝槽深度)。
(3) 采用激光除銹工藝處理后,除銹試樣的力學性能與基體材料相當。除銹可在鋼板表面形成馬氏體組織,馬氏體相變膨脹產生的壓應力有利于提高金屬的力學性能。
(4) 漆膜附著力隨粗糙度Rz增加而降低,漆膜附著力有一個最佳的Rz匹配范圍。
(5) 在一定條件下,采用點激光除銹工藝,鋼板的防腐性能能夠與傳統噴砂除銹工藝的指標相當,能夠滿足船舶防腐涂裝的實際需求。
[1] 宋峰,劉淑靜,牛孔貞,等.激光清洗原理與應用研究[J].清洗世界,2005,21(1):1-6.
[2] 中華人民共和國國家質量監督檢驗檢疫總局,國家標準化管理委員會. 涂覆涂料前鋼材表面處理表面清潔度的目視評定 第1部分:未涂覆過的鋼材表面和全面消除原有涂層后的鋼材表面的銹蝕等級和處理等級:GB/T 8923.1-2011[S].2011.
[3] 宋峰,鄒萬芳,田彬,等. 一維熱應力模型在調Q短脈沖激光除漆中的應用[J].中國激光,2007, 34(11): 1577-1581.
[4] BRYGO F, DUTOUQUET C,GUERN F L, et al. Laser fluence, repetition rate and pulse duration effects on paint ablation[J].Applied Surface Science,2006,252(6):2131-2138.
[5] 邱兆飚. 脈沖激光除銹工藝研究及便攜式激光除銹系統設計[D]. 武漢: 華中科技大學, 2013.
[6] 蘇修梁,張欣宇. 表面涂層與基體間的界面結合強度及其測定[J]. 電鍍與環保,2004,24(2):6-11.
Technology and Application of Optical Fiber Laser Derusting of Ship Steel Plates
LIU Hongwei, ZHOU Yiming
(Shipbuilding Technology Research Institute, Shanghai 200032, China)
For the sake of meeting the practical requirements for ship steel plates cleaning, study on the optical fiber laser derusting technology is made by pulsed laser. The result shows that the rust can be thoroughly removed with a surface condition of Sa1/2 grade if the laser energy density researches 0.5~5.0 J/mm2. When processing with spot laser light, the typical groove geometry is obtained on the plate surface after being treated. If the specified value of roughness Rzis required, proper laser penetration (or groove depth) is inevitable. The adhesive force of coating will reach a maximum value if the roughness value Rzcomes within the optimum range. Anti-corrosion properties of laser derusting samples prove to be the same as those of grit balsting samples.It is proved that laser derusting quality and anti-corrosion properties can meet the practical need.
fiber laser; laser derusting; ship; roughness
劉洪偉(1969-),男,研究員,主要從事防腐涂裝工藝與裝備技術研究。
U671
A
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52