焊接速度對(duì)茶機(jī)薄壁件焊接變形的影響研究
2017-01-10 01:48:29龐景權(quán)蔣丹燕汪健坤王素芬李志杰
中國設(shè)備工程 2016年16期
龐景權(quán),蔣丹燕,汪健坤,王素芬,李志杰
(衢州學(xué)院 機(jī)械工程學(xué)院,浙江 衢州 324000)
焊接速度對(duì)茶機(jī)薄壁件焊接變形的影響研究
龐景權(quán),蔣丹燕,汪健坤,王素芬,李志杰
(衢州學(xué)院 機(jī)械工程學(xué)院,浙江 衢州 324000)
在充分調(diào)研焊接工藝對(duì)茶機(jī)薄壁件焊接變形影響的基礎(chǔ)上,基于DEFORM有限元軟件分析了焊接熱源溫度場分布特征,研究了不同焊接速度對(duì)焊接溫度場和殘余應(yīng)力的影響規(guī)律,確定了茶機(jī)薄壁件焊接的最佳條件。
焊接速度;溫度場;殘余應(yīng)力;焊接變形;
在焊接茶機(jī)薄壁件的過程中,焊接變形是一個(gè)非常常見的問題。如炒干機(jī)、理?xiàng)l機(jī)、殺青機(jī)等茶葉加工機(jī)械在工作過程中會(huì)產(chǎn)生振動(dòng),薄壁件焊接變形導(dǎo)致受熱不均、碎茶等質(zhì)量問題,嚴(yán)重影響茶葉加工質(zhì)量。
在焊接過程中,為了提高焊接效率,往往提高焊接的速度。焊件的殘余變形量的大小是焊接速度來決定的。其最終影響到焊接結(jié)構(gòu)的質(zhì)量安全和尺寸精度。本文通過DEFORM有限元模擬了焊接熱源的溫度場分布,對(duì)比分析了不同焊接速度對(duì)焊接溫度和殘余應(yīng)力的影響規(guī)律,確定了減小茶機(jī)薄壁件焊接變形的條件。
1 焊接速度對(duì)焊接變形的影響
1.1 焊接速度對(duì)溫度場的影響
應(yīng)用deform有限元模擬了焊接某時(shí)刻焊接熱源溫度場的分布如圖1所示,等溫線表現(xiàn)出橢圓形在焊接溫度場中,焊接熱源前方溫度梯度大;焊接熱源后方溫度梯度小。焊接熱源在變化移位的同時(shí),焊接溫度場也會(huì)在短時(shí)間內(nèi)改變并且其最高溫度效果也跟著改變。
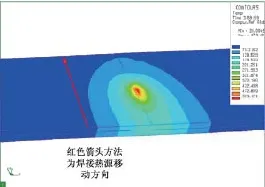
圖1 3.6s時(shí)刻的溫度場
通過分析數(shù)值的變化,將其做成曲線圖。焊接的速度取值分別為4mm/S、7mm/S和12mm/S。將焊件在這三個(gè)焊接速度下所達(dá)到最高溫度隨時(shí)間變化的動(dòng)態(tài)過程制作成曲線圖,如圖2所示。從圖中可以看出,其達(dá)到最高溫度所用的時(shí)間都很短,盡管焊接剛開始時(shí)焊接速度都不盡相同。隨后焊接熔池快速凝固冷卻,溫度急劇下降,最后緩慢冷卻至室溫。
焊接速度不同,焊件所達(dá)到的最高溫度各不相同,當(dāng)焊接速度越高時(shí)最高溫度反而變小,焊件所達(dá)到最高溫度的變化是受焊接速度影響的。當(dāng)焊接速度達(dá)到4mm/s時(shí),其所達(dá)到的最高溫度就是1280℃;溫度場的最大值變成1175℃時(shí),此時(shí)的焊接速度是每秒7mm,圖2可看到,在溫度場的最大值是860℃時(shí),其焊接速度為每秒12mm。低碳鋼的熔點(diǎn)要高于焊件所達(dá)到的最高溫度,其條件是焊接速度為12mm/s。此時(shí),不會(huì)產(chǎn)生穩(wěn)定的焊接熔池,最終導(dǎo)致未焊透、未熔合等各種缺陷。
因此, 12mm/s的焊接速度對(duì)實(shí)際生產(chǎn)要求沒有意義,不能夠滿足生產(chǎn)需要。所以此種情況下只需要對(duì)比每秒7mm和每秒4mm這兩種焊接速度對(duì)焊件的殘余應(yīng)力場的影響情況。
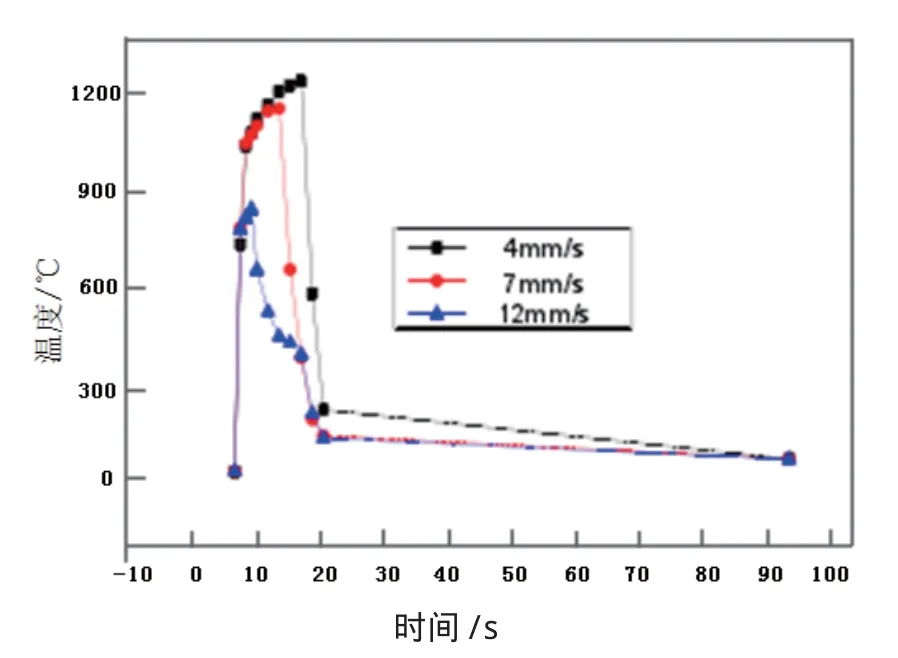
圖2 不同焊接速度對(duì)溫度的影響曲線
1.2 焊接速度對(duì)殘余應(yīng)力的影響
制造構(gòu)件時(shí)會(huì)因?yàn)楦鞣N工藝技術(shù)和其他因素的影響而產(chǎn)生改變,構(gòu)件的這種改變不會(huì)完全消除,即使在各種環(huán)境因素消除之后,其所受的作用和影響也會(huì)有一些殘留在其內(nèi)部構(gòu)造中,這就是殘留應(yīng)力或殘余應(yīng)力。焊接殘余應(yīng)力在不同的焊接速度下的分布如圖3所示,分析兩種不同的焊接速度下焊件殘余應(yīng)力值的比較,在速度為每秒4毫米時(shí)最大值是112MPa,焊接速度為每秒7毫米時(shí),最大值為135MPa;從這兩個(gè)最大值可以看出其殘余應(yīng)力值相差僅為22MPa,這要比低碳鋼材料的屈服強(qiáng)度值低,這種情況下,一般不會(huì)出現(xiàn)由殘余應(yīng)力過于集中導(dǎo)致的焊接接頭斷裂的現(xiàn)。
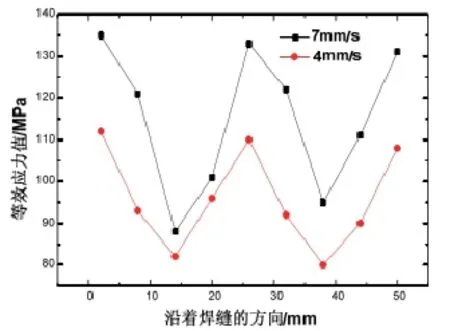
圖3 不同速度下的焊接殘余應(yīng)力分布
殘余應(yīng)力較大的部分焊接殘余變形量小,殘余應(yīng)力較小的部分,變形量卻大,這說明殘余應(yīng)力值的大小與殘余變形的大小是負(fù)相關(guān)的關(guān)系。由于在后期裝配時(shí)焊接結(jié)構(gòu)的尺寸精確性上的問題,要盡可能的縮小焊接殘余變形量。所以,選擇焊接速度為7mm/s時(shí),不僅是達(dá)到焊接變形量較小的要求目標(biāo),同時(shí)又使得焊接生產(chǎn)效率達(dá)到要求。
2 結(jié)論
(1)當(dāng)焊接開始時(shí),焊件可以迅速的達(dá)到最高溫度,不同焊件的最高溫度受其焊接速度的不同而有差異,焊件所達(dá)到的最高溫度是隨著焊接速度的提高而變小。
(2)當(dāng)焊接速度達(dá)到12mm/s時(shí),溫度場最大值為860℃,低于低碳鋼的熔點(diǎn),不能滿足實(shí)際生產(chǎn)要求。
(3)焊接變形與焊接殘余應(yīng)力成反比,當(dāng)焊接速度為7mm/s時(shí),殘余應(yīng)力值最大為135MPa,遠(yuǎn)低于低碳鋼屈服強(qiáng)度,此時(shí)焊接變形最小。
[1]辛繼紅,張嵐, 魏剛, 等.立柱式緊壓茶葉機(jī)設(shè)計(jì)[J] .湖南農(nóng)業(yè)大學(xué)工學(xué)院 ,2011, (2): 73~75.
[2]肖宏儒,秦廣明, 宋志禹,等.茶葉生產(chǎn)機(jī)械化發(fā)展戰(zhàn)略研究[J] .農(nóng)業(yè)部南京農(nóng)業(yè)機(jī)械化,2011, (7): 8~11.
[3]李曉延, 武傳宋, 李午申. 中國焊接制造領(lǐng)域?qū)W科發(fā)展研究[J].機(jī)械工程學(xué)報(bào), 2012, 48(6): 19~31.
[4]王能慶,童彥剛. 熱源形狀參數(shù)對(duì)薄板焊接殘余應(yīng)力和變形的影響[J].焊接學(xué)報(bào),2012, 33(12): 93~95.
[5]馬思群, 袁永文,馮良波,等. 焊接速度對(duì)鋁合金多道焊焊接殘余應(yīng)力影響研究 [J].鐵道學(xué)報(bào) ,2014, 36(1): 16~21.
TG456.7
A
1671-0711(2016)11(下)-0101-02
國家級(jí)創(chuàng)新訓(xùn)練項(xiàng)目(201511488005);浙江省公益性技術(shù)應(yīng)用研究計(jì)劃(2015C32126)
猜你喜歡
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2022年3期)2022-03-16 05:55:08
當(dāng)代陜西(2021年2期)2021-03-29 07:41:24
中華詩詞(2020年1期)2020-09-21 09:24:52
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
數(shù)學(xué)小靈通·3-4年級(jí)(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
媽媽寶寶(2017年3期)2017-02-21 01:22:28
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(shù)(2016年3期)2016-03-26 07:13:38
