超聲檢測中缺陷顯示長度的修正
2016-12-26 10:11:03許遵言黃慶軍吳正彪
無損檢測 2016年12期
許遵言,黃慶軍,吳正彪
(上海電氣核電設備有限公司, 上海核電裝備焊接及檢測工程技術研究中心, 上海 201306)
?
超聲檢測中缺陷顯示長度的修正
許遵言,黃慶軍,吳正彪
(上海電氣核電設備有限公司, 上海核電裝備焊接及檢測工程技術研究中心, 上海 201306)
NB/T 47013.3-2015超聲檢測標準中,對Ⅱ型焊接接頭給出了缺陷實際指示長度的修正公式,但在實際超聲檢測中,由于聲場、工件幾何形狀的影響,缺陷的實際指示長度與測量值之間存在偏差,精確評定時需要修正。針對超聲檢測中曲率表面工件的外圓柱面、內圓柱面沿周向測出的缺陷指示長度的修正問題,進行了討論。得出結論:如本著從嚴的原則,對外圓柱面檢測可以不進行修正的話,那么對內圓柱面檢測結果則應進行修正,才能使產品符合標準的要求。
超聲檢測;顯示;長度;修正
NB/T 47013.3-2015《承壓設備無損檢測 第3部分:超聲檢測》標準中,對Ⅱ型焊接接頭給出了缺陷實際指示長度的修正公式l=L×(R-H)/R,其中L為測定的缺陷指示長度,R為管子外半徑,H為缺陷深度。需要修正的主要原因是,在管子的外圓面上沿周向進行測長時,測出的缺陷長度與實際長度相比有一定比例的放大,見圖1。
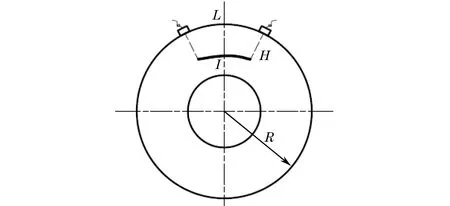
圖1 管子外圓面測長示意
該修正公式在JB/T 4730.3-2005《承壓設備無損檢測 第3部分:超聲檢測》標準中就已經給出,區別是JB/T 4730.3-2005中說明H為缺陷的指示深度。對于H究竟是缺陷的實際深度還是指示深度,在JB/T 4730.3-2005的執行過程中仍有爭議。爭議的焦點在于對二次波檢測到的缺陷進行測長時,是否需要考慮由反射導致的聲束擴散的問題。筆者針對曲率表面工件在超聲檢測中,不同情況下的缺陷指示深度的修正問題進行了討論。
1 超聲檢測測長方法
1.1 測長方法分類
一般認為,當缺陷尺寸小于聲束截面時,可用缺陷回波幅度當量直接表示缺陷的大小;當缺陷大于聲束截面時,幅度當量不能表示缺陷的尺寸,而需用缺陷的指示長度表示缺陷的尺寸。但實際上,對焊縫超聲檢測而言,不管缺陷的大小,驗收標準既有幅度的要求,又有長度的要求。這樣,當缺陷尺寸小于聲束截面時,也要求對其進行測長。
根據測定缺陷長度時的靈敏度基準不同,將測長法分為相對靈敏度法、絕對靈敏度法和端點峰值法。相對靈敏度法是以缺陷最高波為相對基準,沿缺陷的長度方向移動探頭,降低一定的dB值來測定缺陷長度的方法,降低的分貝值有6,12,20 dB等。絕對靈敏度法是在儀器靈敏度一定的條件下,探頭沿缺陷的長度方向移動,當缺陷波高降低到規定的靈敏度時(如DAC-14 dB),將此時探頭移動的距離作為缺陷的指示長度的方法。
NB/T 47013.3-2015規定,當缺陷反射波只有一個高點,且位于Ⅱ區或Ⅱ區以上時,用-6 dB法測量其指示長度;當缺陷反射波峰起伏變化,有多個高點,且位于Ⅱ區或Ⅱ區以上時,應以端點-6 dB法測量其指示長度;當缺陷反射波幅位于Ⅰ區,將探頭左右移動,使波幅降到評定線,用評定線絕對靈敏度法測量缺陷指示長度。
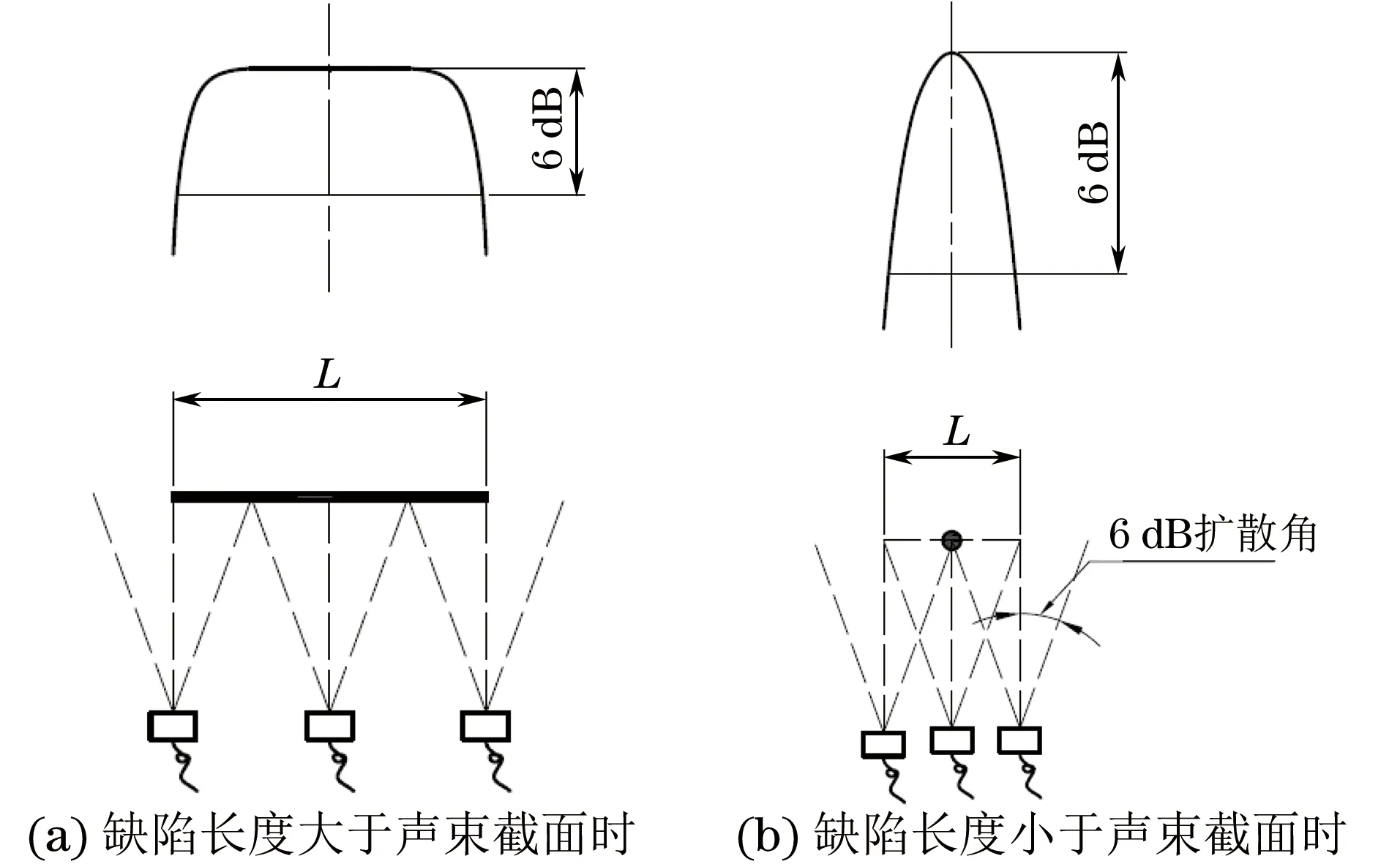
圖2 缺陷長度大于、小于聲束截面時的-6 dB法測長示意
1.2 -6 dB測長法原理
缺陷長度大于聲束截面時,-6 dB法測長的原理如圖2(a)所示。在缺陷中間,聲束被全部反射,此時波幅達到最高,左右移動探頭至缺陷邊緣,當只有聲束的一半被反射時,此時波幅下降6 dB,左右探頭中心的間距即為缺陷的指示長度。
缺陷長度小于聲束截面時,-6 dB法測長的原理如圖2(b)所示。聲束軸線對準缺陷時,波幅最高,左右移動探頭,當聲束-6 dB擴散角邊緣線對準缺陷時,波幅下降6 dB,左右探頭中心的間距即為缺陷的指示長度。由圖2(b)可知,缺陷越小,越不會干擾探頭的聲場,測得的缺陷長度越不準確。實際上,在小缺陷上面移動探頭時,所測得的不是缺陷的尺寸而是聲束的-6 dB寬度。
2 試驗驗證
為了驗證-6 dB法測長的準確性,選用了長橫孔和矩形槽以代表長度大于聲束截面的缺陷;選用端面為半圓的槽,以代表長度小于聲束截面的球形缺陷。
2.1 長橫孔長度測量
試塊QHG-01,反射體為不同深度的φ3.2 mm長橫孔,其長度測量結果見表1。
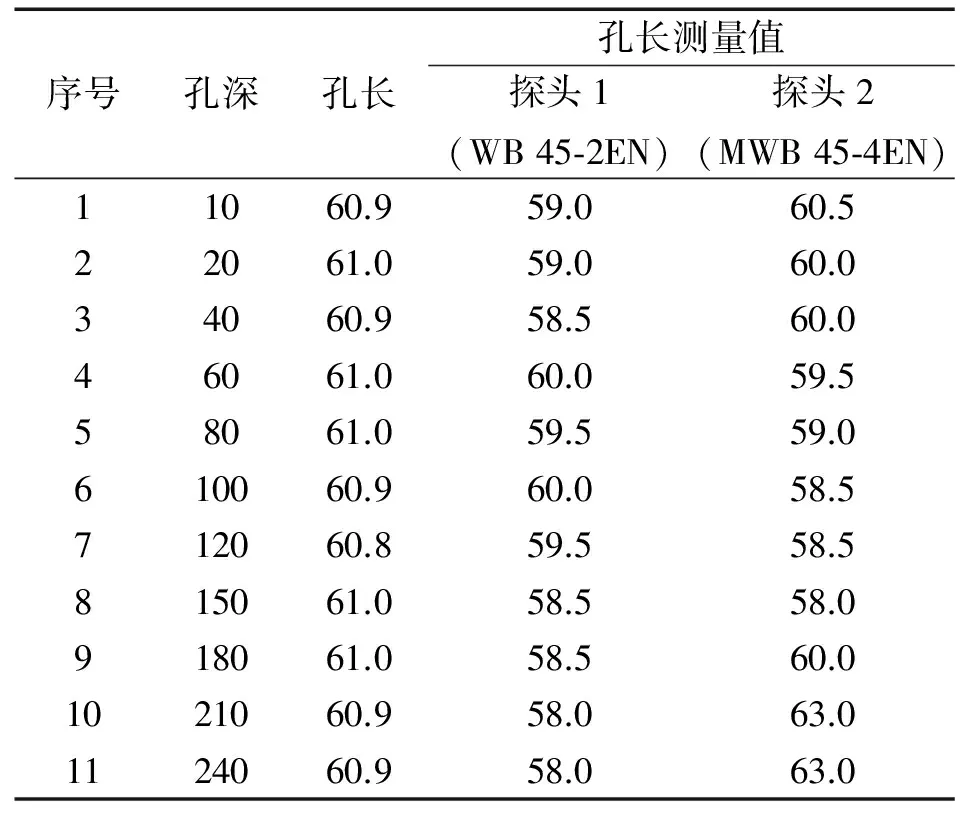
表1 長橫孔長度測量結果 mm
2.2 矩形槽長度測量試塊EPRSGNDT-BC/002,反射體為51 mm×6.4 mm×2.5 mm(長×寬×深)的矩形槽,其長度測量結果見表2。
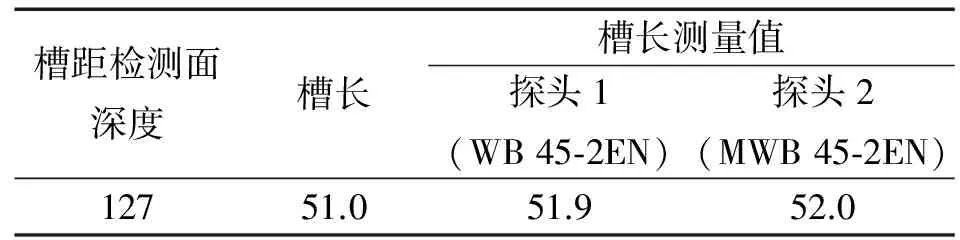
表2 矩形槽長度測量結果 mm
2.3 半圓槽寬度測量
試塊RF-NDT-20,反射體為r=2 mm的半圓槽。測量其寬度時,聲束垂直于槽的半圓弧面,左右平移探頭,測量結果見表3。
3 結果與討論
3.1 公式l=L×(R-H)/R中H的取值
從表1可見,-6 dB法測定長橫孔長度時,不同的探頭測量結果相近,與實際尺寸也很接近,誤差不超過5 mm。
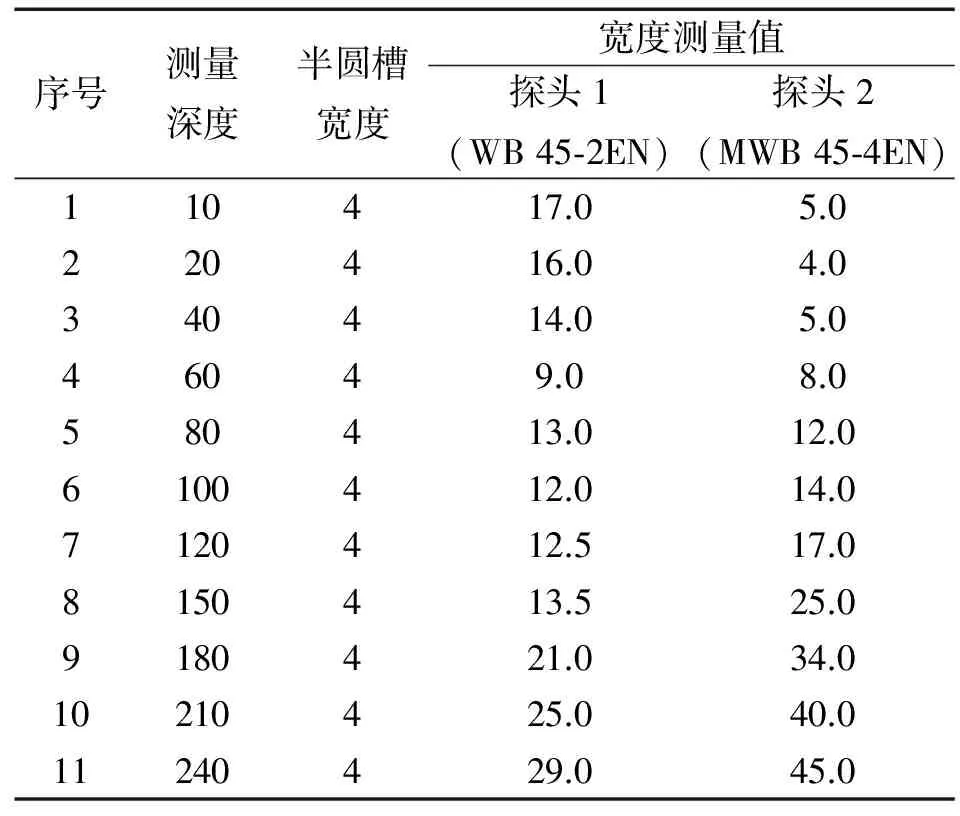
表3 半圓槽寬度測量結果 mm
從表2可見,采用-6 dB法測定矩形槽長度時,結果與對長橫孔長度的測定結果相似,但誤差更小。
從表3可見,采用-6 dB法測定半圓槽寬度時,不同的探頭測量結果相差很大,與實際尺寸也相距甚遠,聲程越大,誤差越大。
試驗結果表明,-6 dB法測長在缺陷長度大于聲束截面時,能較為準確地反映缺陷的實際長度。但實際缺陷與人工反射體還是有區別的,特別是由于缺陷的形狀、性質、取向等因素的影響,誤差會更大。至于缺陷長度小于聲束截面時,測出的是-6 dB 聲場寬度,其與探頭頻率、晶片尺寸等有關。
修正公式l=L×(R-H)/R中,H是取缺陷的實際深度還是指示深度,主要依據二次波檢測到缺陷長度時,即二次波經過內表面反射后,聲束的擴散情況來確定。
對缺陷長度大于聲束截面的缺陷,二次波測長的情況如圖3(a)所示,由于測長時是以聲束軸線為測量基點的,而二次波的聲束軸線經內表面反射后還是沿著徑向方向傳播的,所以用公式l=L×(R-H)/R修正時,H應取缺陷的實際深度,如儀器顯示的指示深度為h,則H=2T-h。
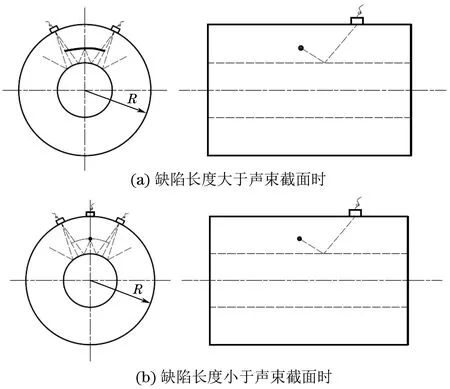
圖3 缺陷長度大于、小于聲束截面時二次波-6 dB法測長示意
對缺陷長度小于聲束截面的缺陷,二次波測長的情況如圖3(b)所示,由于測長時是以-6 dB擴散角邊緣線為測量基點的,而此邊緣線經內表面反射后繼續擴散,所以用公式l=L×(R-H)/R修正時,H應取儀器顯示的指示深度,如為h,則H=h。
所以,對Ⅱ型焊接接頭用修正公式l=L×(R-H)/R對缺陷的長度進行修正時,應視缺陷的大小對H取不同的值,即實際深度或指示深度。
3.2 超聲檢測中缺陷指示長度的修正
在NB/T 47013.3-2015標準中,僅對Ⅱ型焊接接頭給出了缺陷實際指示長度的修正公式,但實際上需要考慮修正的情況有很多,典型的工件有圓柱面的工件,如筒形鍛件、環形鍛件、餅形鍛件以及接管角焊縫等。對這些工件在外圓柱面檢測時,沿周向測出的缺陷長度存在一定比例的放大;而在內圓柱面檢測時,沿周向測出的缺陷長度與實際長度相比則有一定比例的縮小,如圖4所示。
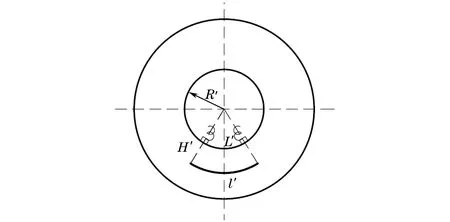
圖4 內圓柱面測長示意
所以,在內圓柱面檢測時,更需要對缺陷的指示長度進行修正,修正公式l′=L′×(R′+H′)/R′,如果不修正等于放松了要求。特別是對插入式和安放式角接接頭在接管內壁用直探頭或斜探頭檢測時,由于有的接管壁厚很厚,檢測聲程很長,修正量可達1∶1.8甚至更多。但值得注意的是,對于較小的缺陷,由于測出的不是缺陷長度而是-6 dB聲束寬度,修正后相差更大,會出現過于嚴判的現象。
4 結語
對曲率表面的工件進行超聲檢測時,測出的缺陷尺寸有一定比例的放大或縮小。在外圓柱面沿周向測出的缺陷指示長度有一定比例的放大,在內圓柱面沿周向測出的缺陷指示長度有一定比例的縮小,精確評定時需要修正。如果說,本著從嚴的原則,對外圓柱面檢測可以不進行修正的話,那么對內圓柱面檢測則應進行修正,這樣才能使產品符合標準的要求,保證產品的質量。
[1] 鄭暉,林樹青.超聲檢測[M].北京:中國勞動社會保障出版社,2007.
[2] 克勞特克洛默 J,克勞特克洛墨 H.超聲檢測技術[M].李靖,馬羽寬,蔡清福,等,譯.廣州:廣東科技出版社,1984.
Correction of Defect Indication Length in Ultrasonic Testing
XU Zun-yan, HUANG Qing-jun, WU Zheng-biao
(Shanghai Electric Nuclear Power Equipment Co., Ltd. , Shanghai Engineering Research for Nuclear Power Equipment Welding and Examination, Shanghai 201306,China)
The formula indicating the actual length of the defect in the ultrasonic detection of welded joint is given in NB/T 47013.3-2015 ultrasonic testing standards, but in fact, because the sound effect of the workpieces, the deviation between the actual length and value measurement of defect indication exists, and therefore precise timing evaluation needs to be revised. Ultrasonic testing for the workpiece surface curvature in the outer cylindrical correction within the cylindrical surface along the circumferential direction of the measured length of flaw indication was discussed. Conclusions might be drawn that in the strict term in order to make the products meet the requirements of the standard, if the external cylindrical surface detection can not be modified, then the inner cylindrical surface detection should be modified.
Ultrasonic testing; Indication; Length; Correction
2016-06-22
許遵言(1956-),男,教授級高級工程師,主要從事特種設備和民用核設備的無損檢測。
許遵言,E-mail: 13917016086@163.com。
10.11973/wsjc201612006
TG115.28
A
1000-6656(2016)12-0025-03
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45