輸油管道補板焊接修復結構有限元分析
2016-12-25 02:06:19王友義魏立新王沛迪王子健
化工機械 2016年4期
王友義 魏立新 吳 迪 王沛迪 王子健
(東北石油大學石油工程學院)
輸油管道補板焊接修復結構有限元分析
王友義*魏立新 吳 迪 王沛迪 王子健
(東北石油大學石油工程學院)
補板修復是一種常用的輸油管道焊接修復技術,焊接過程中不可避免的會產生殘余應力,在應力水平較大處,管道易發生失效。基于有限元法,采用順序耦合的方法和隨溫度變化的材料參數,運用有限元分析軟件MSC.Marc,以管道穿孔后補板修復為例,分析了補板焊接修復過程應力、溫度場的分布情況和隨時間的變化規律。結果表明:冷卻后補板和補板周圍的殘余應力最大,殘余應力主要由焊接熱循環引起,管道內壓對殘余應力的影響很小。
輸油管道 補板修復 焊接 有限元 殘余應力
輸油管道服役過程中,由于腐蝕或第三方破壞經常會出現穿孔或壁厚減薄導致泄漏的情況。焊接修復技術例如套管、接管及補板等是常用的修復方法[1]。補板修復技術是指直接在缺陷外焊上一塊加強板,焊接時,通過夾具使加強板固定在管道上,待焊料與管道外壁融合、冷卻固定后,將夾具移去。相比于其他修復技術,補板修復技術更加方便快捷。
管道在受損修復后,幾何形狀與管道修建時已有很大不同,焊接過程中不可避免的會產生殘余應力,應力分布發生巨大變化,在應力水平較大處易導致管道失效。因此需要研究管道焊接過程中和焊接后的溫度場、應力場分布及其變化規律,為管道焊接修復結構安全評價提供基礎。李國成和王保興應用有限元分析軟件ABAQUS,對工業管道多道焊進行溫度場和殘余應力場的數值模擬,分析了冷卻時間對殘余應力的影響[2]。羅云等采用有限元法,編寫了移動熱源子程序,與套管內壓進行耦合計算,得到了套管溫度場和應力場分布規律[3]。帥健對補板修復結構進行了模擬[4],并完成了管道焊接修復結構的全尺寸爆破試驗[5],分析了應力集中、屈服載荷等,驗證了修復結構的承壓能力。
焊接問題是一個包含熱力耦合、熱冶金耦合的復雜過程。而目前尚未有輸油管道補板焊接修復過程中各時刻溫度場下管道應力分析的報道。對此,筆者基于有限元法,采用順序耦合的方法和隨溫度變化的材料參數,以管道穿孔后補板焊接修復為例,運用有限元分析軟件MSC.Marc分析該過程的溫度、應力分布情況和隨時間變化規律。
1 數學模型
1.1 傳熱分析
構造試探函數,代入熱傳導方程、初始條件、邊界條件中,得到殘差,通過加權余量法,經整理得到矩陣方程:

(1)
其中,K是熱傳導矩陣,T是節點溫度列向量,C是熱容矩陣,P是溫度載荷列向量。求解T即可得到溫度場。
1.2 應力分析
在彈性范圍內存在:
Δσ=τDe(Δε-Δε0),t≤τ≤t+Δt
(2)

將增量形式的虛位移原理表示成矩陣形式[7],并代入(2)式得:

(3)
引入試函數Δu=NΔa,再利用幾何關系得到Δε=BΔa,并代入式(3),消去虛位移,得到系統的平衡方程:
τKΔa=ΔR+t+ΔtQl-tQi
(4)

2 有限元模型
2.1 幾何模型及網格劃分
管道內徑100mm,壁厚10mm,穿孔直徑10mm,補板厚10mm、軸向長60mm、環向寬60°,在ABAQUS軟件中建模并劃分網格,采用C3D8單元,劃分網格后導入MSC.Marc中。幾何模型及其網格劃分如圖1所示。
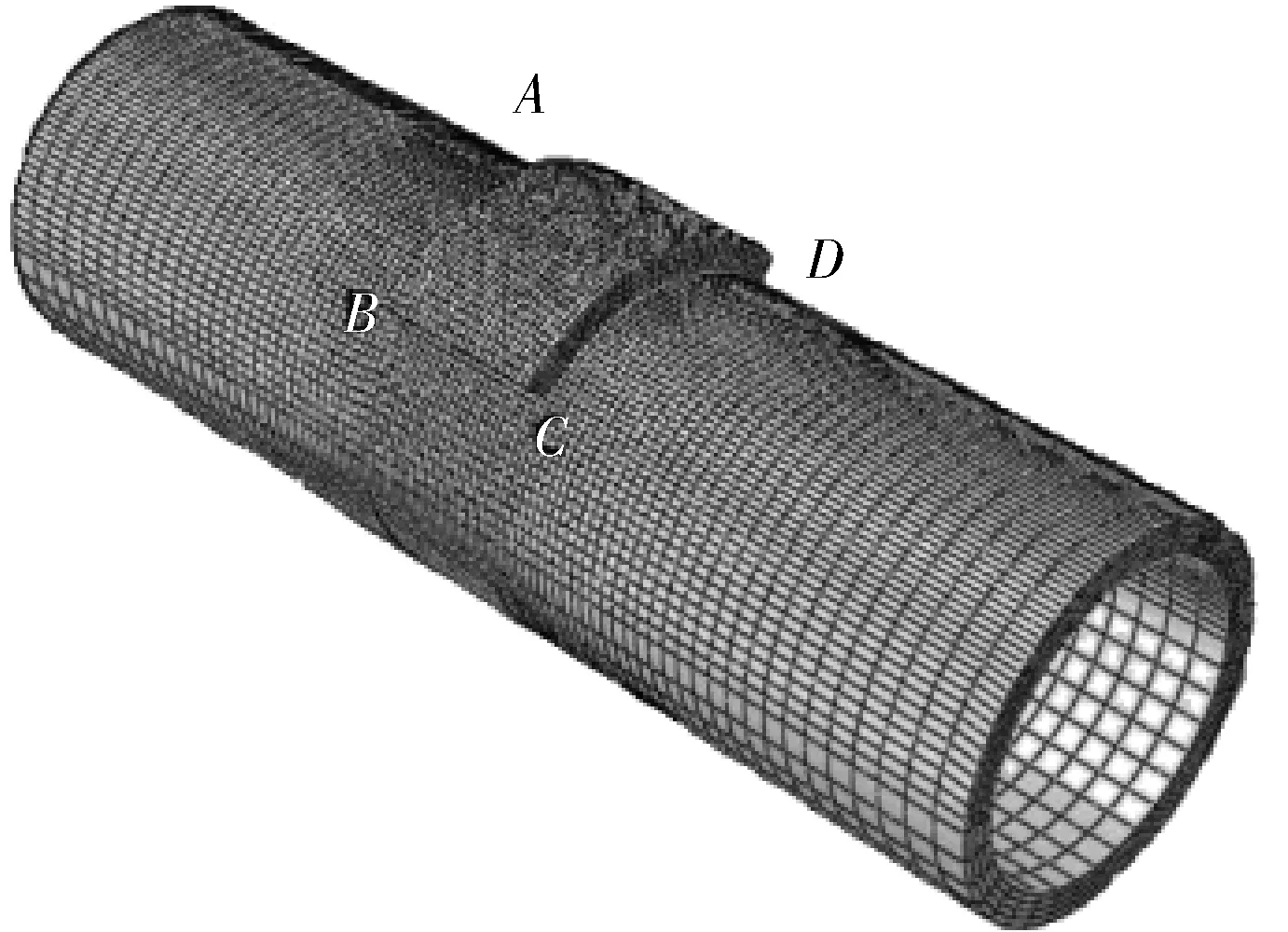
圖1 補板修復結構幾何模型及其網格劃分
2.2 材料參數及邊界條件
管道、焊縫、補板材料都是316不銹鋼,材料簡化為理想彈塑性材料,材料參數見文獻[8],管道內壓2.1MPa,補板被夾具固定。焊接速度2mm/s,熱源采用標準的 Goldak 雙橢球熱源模型[9],焊接電壓110V,電流28A,有效功率系數為0.7,焊接路徑為A→B→C→D→A。輸送介質溫度、環境溫度、初始溫度為20℃,焊后冷卻到常溫。考慮到輻射和管內輸送介質流速對對流換熱的影響,采用修正后的換熱系數[10~12]:
α=0.8×5.67×10-8×[(273.15+T0)+(273.15+T)]×[(273.15+T0)2+(273.15+T)2]+

(5)
3 結果分析
圖2為焊接前(初始狀態)和焊接冷卻后Von Mises等效應力分布圖。初始狀態下結構的最大應力為14.7MPa,最大應力區分布在管道內壁。焊接冷卻后,最大應力約為280MPa,最大應力區分布在焊縫及焊縫周圍。可見管道修復后的殘余應力主要由焊接熱循環引起,內壓對應力分布影響很小。

圖2 結構應力分布云圖
圖3為點A、B、C、D的Von Mises應力變化曲線。4個點受熱源影響的先后次序不同,各點Von Mises等效應力隨時間變化的曲線也不同,但各點在接近熱源到熱源遠離的時間段中,Von Mises等效應力變化趨勢是大致相同的。以B點為例,說明焊縫上各點Von Mises等效應力的變化規律。

圖3 點A、B、C、D的Von Mises應力變化曲線
熱源在離B點較遠處時,由于熱源處膨脹,B點受到擠壓,材料抵抗擠壓變形產生拉伸應力。隨著熱源向B點靠近,B點受到的擠壓逐漸增大,拉伸應力也逐漸增大,之后會有較小的減小,是因為B點溫度開始緩慢升高,膨脹抵消了一定量的擠壓。熱源離B點越近,B點受到的擠壓越大,而在熱源即將到達B點時,B點溫度急速升高,從擠壓狀態變為膨脹狀態,拉伸應力也迅速變為壓縮應力。當B點在熔池內時,由于是力學熔點狀態,此時應力為零。B點在熔池外后,隨著熱源遠離,溫度降低,B點開始收縮,B點處產生殘余拉應力。A點與其他3點略有不同,是因為起弧后A點處產生了殘余拉應力。
如圖4所示,取3個關鍵點補板外壁點E、焊縫處點B、管道內壁點F,各點的熱循環曲線如圖5所示,焊縫處點B最高溫度為1 850℃,鋼材(熔點1 300℃左右)已融化,管道內壁最高溫度不高于750℃,焊接過程中不會有燒穿的現象。
圖6為管道內壁點F的Von Mises等效應力-溫度關系圖,與材料的溫度-屈服應力相比較可以看出管道內壁Von Mises等效應力一直未達到屈服極限,因此管道內壁在整個過程中不會屈服。

圖4 管道剖面圖

圖5 點E、B、F熱循環曲線

圖6 點F的Von Mises等效應力-溫度關系曲線
4 結論
4.1通過ABAQUS、MSC.Marc有限元分析軟件,獲得了輸油管道補板焊接修復結構的溫度場、應力場和隨時間變化的規律。可以通過各時刻管壁上的溫度場、應力場評定整個焊接過程的可行性。
4.2將結構焊接前后應力分布云圖進行比較,發現焊接熱循環對殘余應力的影響占主導因素,管道內壓對殘余應力的影響很小。
4.3結構焊接冷卻后,補板及補板周圍的殘余應力最大,是整個結構最薄弱的部分。管道內壁上的殘余應力很小,對管道強度幾乎沒有影響。
[1] 《管道完整性管理技術》編委會.管道完整性管理技術[M].北京:石油工業出版社,2011.
[2] 李國成,王保興.多道焊焊間冷卻時間對管道焊接殘余應力的影響[J].化工機械,2010,37(3):339~342,372.
[3] 羅云,蔣文春,王炳英.套管修復焊接殘余應力三維有限元模擬[J].熱加工工藝,2014,43(19):186~189.
[4] 帥健.管線力學[M].北京:科學出版社,2010.
[5] 帥健,王曉明,卜文平.長輸管道焊接修復結構的全尺寸實驗[J].實驗室研究與探索,2007,26(10):227~229,277.
[6] 張彥華.焊接力學與結構完整性原理[M].北京:北京航空航天大學出版社,2010.
[7] 王勖成.有限單元法[M].北京:清華大學出版社,2003.
[8] Hamed Masumi Asl,Ali Vatani.Numerical Analysis of the Burn-through at In-service Welding of 316 Stainless Steel Pipeline[J].International Journal of Pressure Vessels and Piping,2013,105/106:49~59.
[9] 楊建國.焊接結構有限元分析基礎及MSC.Marc實現[M].北京:機械工業出版社,2012.
[10] 宋立新,王勇,韓濤,等.管道在役焊接接頭殘余應力的研究[J].焊管,2008,31(2):31~34.
[11] 錢濱江,五貽文,常家芳,等.簡明傳熱手冊[ M].北京:高等教育出版社,1983.
[12] 陳玉華,王勇.基于SYS WELD的運行管道在役焊接熱循環數值模擬[J].焊接學報,2007,28(1):85~88,117.
FiniteElementAnalysisofPlate’sWeldingRepairStructureinOilPipeline
WANG You-yi, WEI Lix-in, WU Di, WANG Pei-di, WANG Zi-jian
(SchoolofPetroleumEngineering,NortheastPetroleumUniversity,Daqing163318,China)
Patch repairing method can be seen frequently in oil pipeline welding and the residual stress is inevitable in this process and it can incur pipeline failure at the area where high stress exists. Basing on the finite element method, sequential coupling method and adopting material parameters which changing with temperatures as well as taking the patch repairing of a perforation pipe as an example, both stress field and temperature field’s distribution in the plate’s welding repair process and their variation with the time were analyzed to show that, the maximal residual stress locates in and near the patched plate; and the heat recycle in the welding can incur it and the pressure inside the pipeline influences the residual stress little.
oil pipeline, patch repairing, weld, finite element, residual stress
*王友義,男,1992年9月生,碩士研究生。黑龍江省大慶市,163318。
TQ055.8+1
A
0254-6094(2016)04-0522-04
2016-01-20,
2016-01-25)
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中華詩詞(2019年7期)2019-11-25 01:43:04
制造業自動化(2017年2期)2017-03-20 14:26:13
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
設備管理與維修(2015年12期)2015-04-09 06:57:24
現代企業(2015年9期)2015-02-28 18:56:50
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24