離子氣相沉積鍍鋁技術(shù)研究
2016-12-23 06:40:03丁艷紅
電鍍與精飾 2016年12期
丁艷紅
(中航工業(yè)沈陽飛機工業(yè)(集團)有限公司技裝中心,遼寧 沈陽 110850)
?
離子氣相沉積鍍鋁技術(shù)研究
丁艷紅
(中航工業(yè)沈陽飛機工業(yè)(集團)有限公司技裝中心,遼寧 沈陽 110850)
采用電弧離子鍍設(shè)備在30CrMnSiA鋼基體上進行離子氣相沉積鍍鋁實驗,研究了離子氣相沉積鍍鋁的前處理、鍍層沉積及后處理的工藝參數(shù),并測試了鋁鍍層的各項性能。實驗結(jié)果表明,鍍鋁前不同轟擊處理參數(shù)對離子氣相沉積鋁鍍層結(jié)合力影響不大,但采用清洗轟擊可改善鍍層外觀質(zhì)量,鋁鍍層結(jié)合力和耐腐蝕性能良好,大大高于鋅鍍層;鍍層與7B04鋁合金不發(fā)生接觸腐蝕;離子氣相沉積鍍鋁工藝對30CrMnSiA鋼力學(xué)性能影響,不會引起氫脆;噴丸+鉻酸鹽處理后可以增強鋁鍍層的耐腐蝕性能。離子氣相沉積鍍鋁層可以對30CrMnSiA鋼基體起到很好的防護作用。
離子氣相沉積; 接觸腐蝕; 純鋁鍍層; 環(huán)保
引言
離子氣相沉積鍍膜是物理氣相沉積(PVD)技術(shù)的一種,是在真空蒸鍍的基礎(chǔ)上發(fā)展起來的新技術(shù)。其原理是在一定的真空狀態(tài)下,利用蒸發(fā)-輝光放電使蒸發(fā)的金屬原子電離,在電場的作用下,轟擊并沉積于工件上[1]。離子氣相沉積在鍍膜的過程中,工件帶負偏壓,高能離子始轟擊工件,膜層的結(jié)合力強、在較低溫度下能夠獲得較好的涂層。
離子氣相沉積鍍鋁在20世紀70年代被麥道公司用于飛機緊固件的防護,是一種先進、應(yīng)用前景廣闊的新工藝,可作為高強度鋼代鎘工藝。其突出的優(yōu)點是能獲得結(jié)合力良好的均勻純鋁鍍層,特性幾乎與純鋁相同,無毒,環(huán)保[2]。因此離子氣相沉積鍍鋁適合于與鋁合金接觸的鋼件的防護。對于鋼為陽極性鍍層,特別適用于高強度鋼的低氫脆防護。離子氣相沉積鍍鋁在國外已有較多應(yīng)用,如離子氣相沉積鍍鋁技術(shù)已廣泛用于F/A-18起落架、波音767吊架等零件的表面防護,并有相關(guān)標準。如MIL-DTL-83488D“高純鋁涂層細節(jié)規(guī)定”[3]和AMS 2427“離子鍍鋁涂層”[4]規(guī)定了離子氣相沉積鍍鋁層的性能指標要求,在MIL-STD-1568A中有明確規(guī)定,鋼鐵零件的鍍鎘工藝可以由離子氣相沉積鍍鋁工藝代替。
本研究工作的目的是進行高強度鋼離子氣相沉積鍍鋁的鍍覆工藝,為該技術(shù)的應(yīng)用推廣提供技術(shù)支持。
1 鍍膜設(shè)備
實驗采用MAΠ-1M型電弧離子鍍設(shè)備,制備了鍍鋁試樣134件。該設(shè)備主要由弧光蒸發(fā)源、真空室和基板組成。在弧光蒸發(fā)源中,作為陰極靶的鍍鋁工件可同時進行公轉(zhuǎn)和自轉(zhuǎn),鋁陽極靶位于真空室中央。鍍膜原理與多弧離子鍍設(shè)備相似:引弧電極與鋁陽極靶接觸的瞬間,在陰極靶(鍍鋁工件)和鋁陽極靶之間產(chǎn)生自持弧光放電,蒸發(fā)出鋁原子、離子和電子等粒子,形成等離子體,在基板上200~400V的負偏壓的作用下,蒸發(fā)出的各種粒子轟擊在鍍鋁工件表面上,形成鋁薄膜。電弧離子鍍設(shè)備由圖1所示。

圖1 MAΠ-1M型電弧離子鍍設(shè)備
2 研究過程及方法
2.1 實驗材料
實驗采用30CrMnSiA高強度鋼。工藝試驗、鍍層腐蝕性能和鍍層結(jié)合力試驗試樣尺寸為100mm×50mm×2mm;電偶腐蝕試驗試樣尺寸為100mm×20mm×3mm;力學(xué)性能室溫拉伸試樣尺寸為d5×71mm;氫脆性能試驗試樣按HB5067的要求進行加工。30CrMnSiA鋼的組成如表1所示。
表1 30CrMnSiA鋼的化學(xué)組成

元 素CMnSiSPCrNiCuFew/%0.28~0.350.8~1.10.9~1.2≤0.015≤0.0250.8~1.1≤0.40≤0.25余量
2.2 實驗方法
2.2.1 離子氣相沉積鍍鋁工藝過程
30CrMnSiA高強度鋼離子氣相沉積鋁工藝過程為:除油→噴砂(前處理)→試樣裝掛→離子氣相沉積鍍鋁→表面致密化處理(噴丸)→鉻酸鹽處理。
2.2.2 離子氣相沉積鍍鋁前處理
由于離子氣相沉積鍍鋁時設(shè)備需先抽真空,因此對試樣的前處理要求較高,要求試樣表面清潔無油污、銹蝕。除油后盡快干燥并防止干燥過程中試樣銹蝕。
為保證鍍層的結(jié)合力,采用噴砂作為鍍前的預(yù)處理,噴砂后要用毛刷刷或在無水乙醇中用超聲波清洗的方法去除砂子。
2.2.3 離子氣相沉積鍍鋁
為增加沉積鍍鋁層的質(zhì)量,鍍膜前可進行轟擊凈化和加氬氣氣氛離子轟擊,工藝參數(shù)見表2。
表2 離子氣相沉積鍍鋁工藝參數(shù)

爐 批鍍前轟擊處理參數(shù)鍍鋁參數(shù)1不轟擊工件偏壓20V,電流500A,t為23min2轟擊偏壓300V,30s工件偏壓20V,電流500A,t為23min3轟擊偏壓300V,60s工件偏壓20V,電流500A,t為23min4轟擊偏壓300V,90s工件偏壓20V,電流500A,t為23min5轟擊偏壓300V,120s工件偏壓20V,電流500A,t為23min
2.2.4 表面致密化處理
離子氣相沉積鍍鋁后可采取噴丸處理提高鍍層致密度,獲得基本無孔的防護層。噴丸采用PWB噴丸機進行,噴丸時選用不同壓力,噴嘴至零件距離為15~20cm,研究不同角度、不同壓力對鋁涂層表面微觀形貌、涂層去除量及涂層厚度的影響。
2.2.5 鉻酸鹽處理
鍍鋁后試樣進行鉻酸鹽處理可顯著提高耐蝕性,鉻酸鹽處理前需進行三酸脫氧處理。
2.2.6 電偶腐蝕試驗
采用2RA-2電偶腐蝕計,按HB 5374“不同金屬電偶電流測定方法”研究離子氣相沉積鍍鋁、鍍鎘及鍍鋅層與7B04鋁合金的電偶腐蝕性能。
試樣在3.5%NaCl溶液中連續(xù)浸泡20h,30min后測試樣電極電位并記錄,判斷出電偶對的極性和電偶電流的方向;20h的平均值即電偶電流。
用電偶電流-時間曲線、平均電偶電流密度的大小判定電偶對在電解液中產(chǎn)生電偶腐蝕的敏感性。在HB 5374中,電偶腐蝕敏感性按平均電偶電流密度分為五級,A級和B級均為允許接觸。試驗中鍍鎘鍍層和鍍鋅鍍層后處理為鈍化、7B04鋁合金為硫酸陽極化后重鉻酸鉀封閉。電偶腐蝕敏感性分級標準如下[5]:
A級 電偶電流密度≤3mA/m2
B級 3mA/m2<電偶電流密度≤10mA/m2
C級 10mA/m2<電偶電流密度≤30mA/m2
D級 30mA/m2<電偶電流密度≤100mA/m2
E級 電偶電流密度≥100mA/m2
2.2.7 腐蝕性能評價
采用Q/FOG鹽霧試驗箱評價離子氣相沉積鍍鋁、鍍鎘及鋅鍍層的抗腐蝕性能,每24h檢查一次,記錄膜層顏色變化的時間、開始發(fā)生紅銹腐蝕的時間和腐蝕形貌。
2.2.8 結(jié)合力試驗
結(jié)合力檢驗采用劃格法和熱沖擊法進行。
劃格法是在被檢驗的鍍層表面用鋼針或銳刀劃4~6條彼此間距2~3mm的平行線,深度達基體金屬,再劃4~6條垂直的平行線。劃線應(yīng)按同一個方向進行,在方格網(wǎng)中鍍層不應(yīng)有起皮、脫落現(xiàn)象,檢驗結(jié)果的評級按GB/T 9286-1998進行,0~2級是鍍層結(jié)合力合格。允許用3~5倍放大鏡進行觀察。
熱沖擊法是將鍍層試樣在190℃烘箱中加熱并保溫1h,取出后快速淬入冷水中,鍍層不出現(xiàn)起泡、開裂、分層,即為結(jié)合力合格。
2.2.9 微觀形貌分析
鍍層微觀形貌分析采用JSM-5600LV掃描電鏡(SEM)進行。
3 實驗結(jié)果及分析
3.1 鍍前轟擊處理參數(shù)對鋁鍍層性能的影響
3.1.1 對鋁鍍層外觀的影響
采用不同鍍前轟擊參數(shù),試樣的宏觀形貌見圖2。實驗結(jié)果表明,鍍鋁前清洗轟擊30~60s,獲得的鋁鍍層宏觀外觀最佳,第2批和第3批制得的試樣表面白色鍍層均勻,第1、4和5批制得的鍍層外觀稍差,表面有暗灰色、不均勻部位。第1批試樣中有部分試樣一端存在顏色明顯偏暗的現(xiàn)象,可能是由于試樣裝掛時掛具未調(diào)整至最佳位置。微觀形貌見圖3,各批試樣微觀形貌基本無區(qū)別。
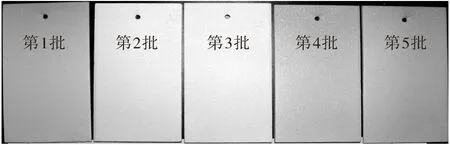
圖2 第1~5批試樣宏觀形貌
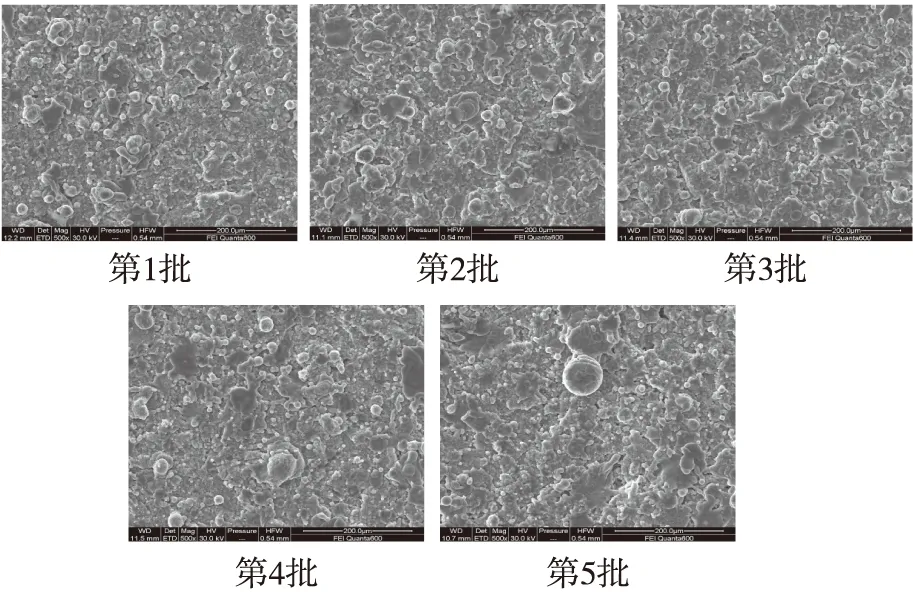
圖3 試樣鋁鍍層微觀形貌照片(500×)
3.1.2 對鋁鍍層結(jié)合力的影響
不同鍍前轟擊參數(shù)對鍍層結(jié)合力存在較大影響,為此采用熱沖擊和劃格法對5批試樣的鋁鍍層結(jié)合力進行評價。為嚴格評價,采用多次熱沖擊的方法,并在5次熱沖擊后采用劃格法檢查,試驗結(jié)果見圖4。結(jié)果表明,5批試樣鋁鍍層結(jié)合力均合格,未出現(xiàn)鍍層起皮、脫落現(xiàn)象,均為0級。
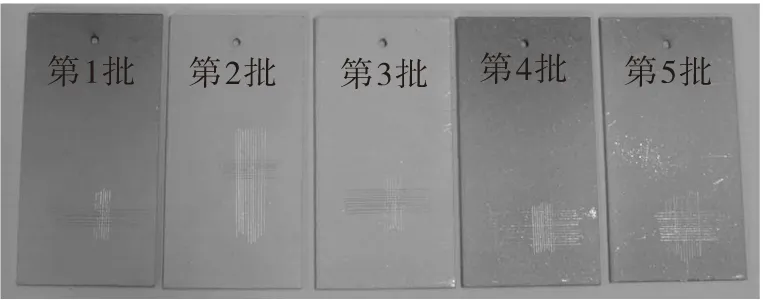
圖4 鍍層結(jié)合力試驗結(jié)果
3.2 噴丸、鉻酸鹽處理對鋁鍍層的影響
3.2.1 噴丸對鋁鍍層的影響
噴丸前后鍍鋁試樣外觀見圖5。結(jié)果表明,噴丸顯著改善了鋁鍍層的外觀,噴丸前試樣表面的白色鋁鍍層較為粗糙,噴丸后呈銀白色、表面光滑。
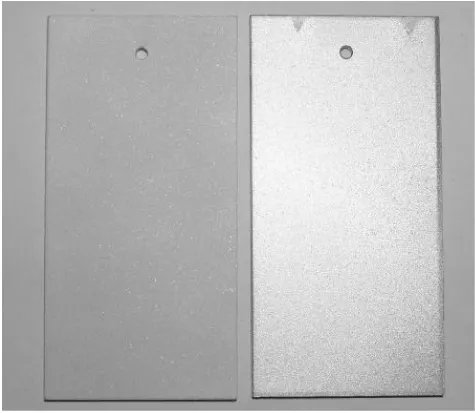
圖5 鍍鋁試樣噴丸前后外觀(右為噴丸處理)
圖6微觀形貌表明,噴丸能顯著提高鋁鍍層的表面致密度,噴丸前鋁鍍層表面疏松多孔,噴丸后表面致密。
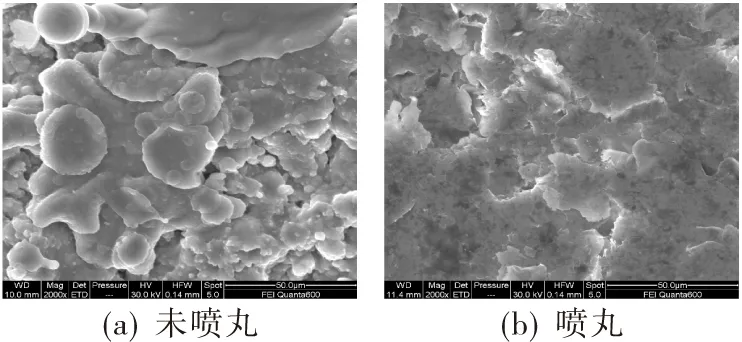
圖6 鋁鍍層噴丸前后微觀形貌照片
圖7截面微觀形貌表明,噴丸前后鍍層厚度有明顯變化,噴丸前鍍層厚度δ約10.5~13.5μm,噴丸后鍍層為8~10μm,厚度變薄,這是由于噴丸后鍍層致密度提高所致。圖7中截面微觀形貌并未觀察到噴丸前鋁鍍層疏松多孔,這是由于鋁鍍層是軟鍍層,在制備試樣時表面產(chǎn)生了變形。
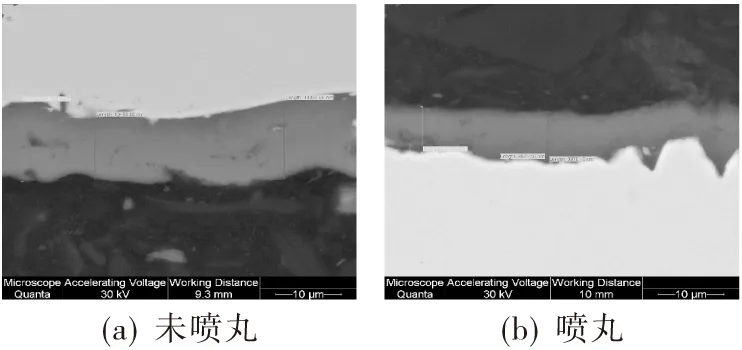
圖7 鋁鍍層噴丸前后截面微觀形貌照片
3.2.2 不同噴丸參數(shù)對鋁鍍層的影響
實驗采用不同的角度噴丸,研究其對鍍層微觀形貌和鍍層去除量的影響。噴丸角度選用了與試樣平面呈45°和90°。微觀形貌試驗結(jié)果見圖8,由圖8可知,噴丸角度對表面致密度的影響較小。45°和90°兩種角度噴丸均能實現(xiàn)表面全部覆蓋。
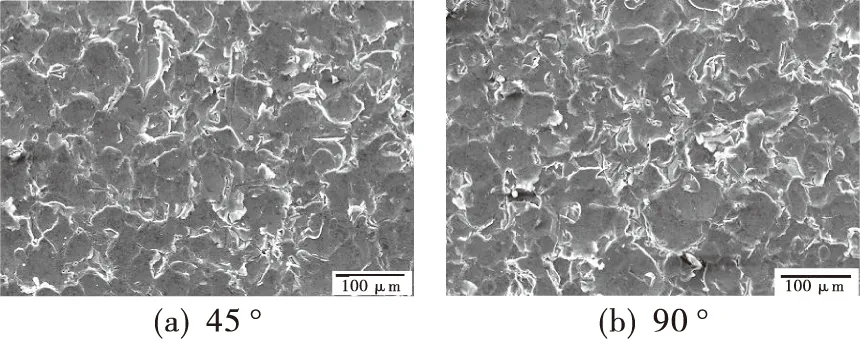
圖8 不同噴丸角度噴丸后鍍層微觀形貌
實驗還顯示,不同噴丸角度對應(yīng)不同的鍍層去除量,結(jié)果見表3。從表3可以看出,45°噴丸鍍層去除量要略高于90°噴丸,在噴丸壓力較小和噴丸完整的情況下對鍍層總厚度影響小,可忽略。由于試驗中用的都為新丸,丸的破損率小,當丸使用較長時間后,如不及時更換,會使鍍層去除量增加,45°噴丸的影響更大。因此建議噴丸采用90°噴丸。
表3 噴丸角度對鍍鋁層去除量的影響
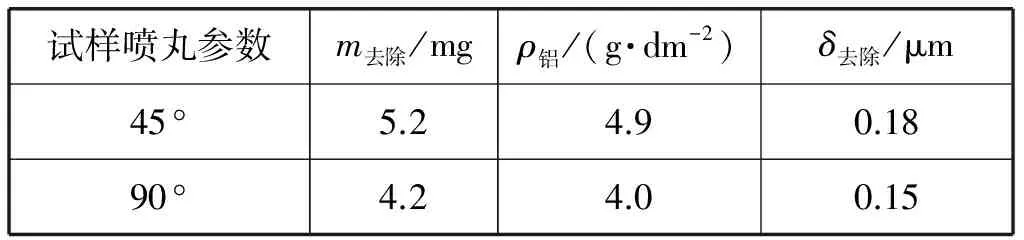
試樣噴丸參數(shù)m去除/mgρ鋁/(g·dm-2)δ去除/μm45°5.24.90.1890°4.24.00.15
采用不同壓力進行噴丸(0.1MPa、0.3MPa),結(jié)果表明,當噴丸采用0.3MPa壓力時,試樣表面局部鋁鍍層被去除;采用0.1MPa壓力,未出現(xiàn)局部鋁鍍層去除的現(xiàn)象。
3.2.3 鉻酸鹽處理對鋁鍍層微觀形貌的影響
采用鉻酸鹽處理能提高鋁鍍層的抗腐蝕性能,鉻酸鹽處理后的鋁鍍層宏觀形貌見圖9,微觀形貌見圖10。鉻酸鹽處理是在鋁表面形成一層致密氧化物膜層,可以提高耐腐蝕性能。

圖9 鍍鋁、鍍鋁+噴丸、鍍鋁+噴丸+鉻酸鹽處理外觀
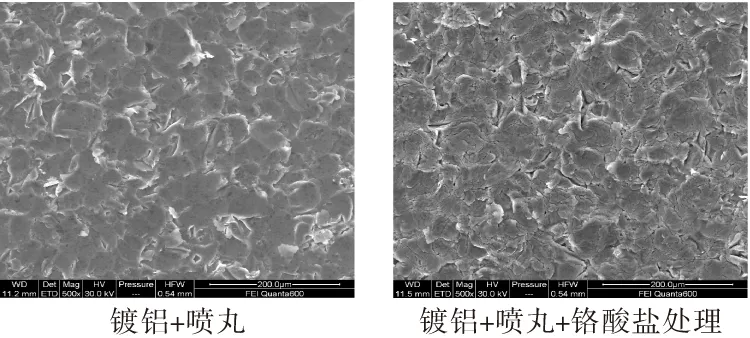
圖10 噴丸后鋁鍍層鉻酸鹽處理前后表面形貌
3.2.4 后續(xù)處理對鍍鋁層耐蝕性的影響
采用中性鹽霧試驗測試不同后續(xù)處理的離子氣相沉積鍍鋁層的耐蝕性,測試結(jié)果見表4。測試結(jié)果表明,噴丸結(jié)合鉻酸鹽處理可以大幅提高鍍鋁層的耐腐蝕性。
表4 離子氣相沉積鍍鋁不同后處理耐蝕性試驗結(jié)果
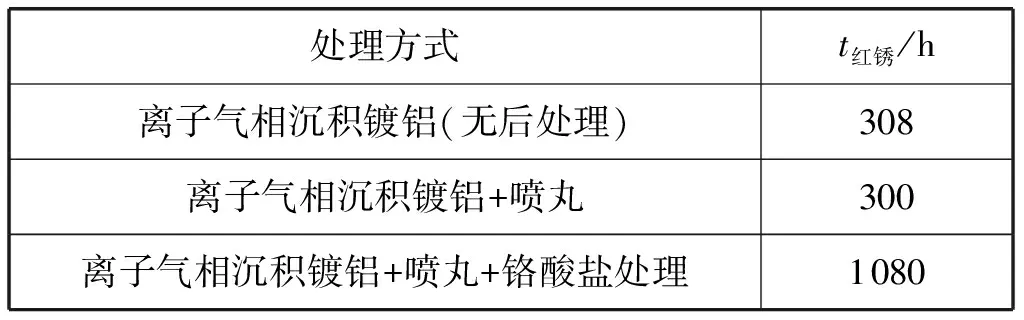
處理方式t紅銹/h離子氣相沉積鍍鋁(無后處理)308離子氣相沉積鍍鋁+噴丸300離子氣相沉積鍍鋁+噴丸+鉻酸鹽處理1080
綜上所述,噴丸、鉻酸鹽處理對鋁鍍層的影響結(jié)果表明,1)噴丸可有效地改善鍍層外觀,提高鍍層致密度;2)噴丸+鉻酸鹽處理的離子氣相沉積鍍鋁層耐蝕性能良好。
3.3 離子氣相沉積鍍鋁鍍層性能研究
3.3.1 離子氣相沉積鍍鋁的耐蝕性對比
采用中性鹽霧試驗測試離子氣相沉積鍍鋁層的耐蝕性能,并與鍍鎘及鋅鍍層進行對比,測試結(jié)果見表5。從表5可以看出,在三種鍍層中,鋅鍍層的耐蝕性最差,離子氣相沉積鍍鋁對鋼基體的保護性能略低于鎘鍍層。
表5 不同鍍層鹽霧試驗結(jié)果

鍍層離子氣相沉積鍍鋁鍍鎘鍍鋅t紅銹/h10801096108
觀察試樣,離子氣相沉積鍍鋁鍍層試樣出現(xiàn)紅銹時都是在個別區(qū)域,并不蔓延至整個表面,表面的其它區(qū)域仍是完好的鍍層。
離子氣相沉積鍍鋁試樣發(fā)生腐蝕是從鍍層的薄弱環(huán)節(jié)(如鍍層較薄、孔隙或缺陷處)開始的,由于鋁有犧牲陽極、保護陰極的特性。首先,鋁鍍層發(fā)生腐蝕,逐漸變薄,產(chǎn)生白銹,鋼基體因為受到陰極保護而未被腐蝕,但腐蝕區(qū)域超過鋁的陰極保護區(qū)域時,鋼基體開始發(fā)生腐蝕,出現(xiàn)紅銹。
鎘鍍層腐蝕時表面無可見腐蝕產(chǎn)物,鍍層均勻腐蝕減薄。
3.3.2 離子氣相沉積鍍鋁的電偶腐蝕性能對比
對離子氣相沉積鍍鋁、鍍鎘及鋅鍍層與7B04鋁合金組成的電偶腐蝕進行試驗,試驗結(jié)果見圖11和表6。

圖11 三種鍍層與7B04鋁合金接觸腐蝕電流
試驗結(jié)果表明,離子氣相沉積鍍鋁、鍍鎘及鋅鍍層與7B04鋁合金接觸,電偶腐蝕電流較小(小于3mA/m2),屬于電偶腐蝕敏感性A級,可安全接觸。其中,電偶腐蝕電流最小的是7B04鋁合金與離子氣相沉積鍍鋁接觸的情況;7B04鋁合金與鍍鎘層接觸腐蝕隨時間延長有增大趨勢。
表6 離子氣相沉積鍍鋁、鍍鎘及鋅鍍層與7B04鋁合金接觸腐蝕試驗結(jié)果

電偶對陽極陰極電偶電流/μA(20h平均值)電偶電流密度/(mA·m-2)電偶腐蝕等級7B04鋁合金(硫酸陽極化+重鉻酸鉀封閉)離子氣相沉積鍍鋁0.70071.17A鍍鎘0.82601.38A鍍鋅0.96771.61A
3.3.3 離子氣相沉積鍍鋁力學(xué)性能試驗結(jié)果
采用30CrMnSiA鋼拉伸試樣進行離子氣相沉積鍍鋁,離子氣相沉積鍍鋁對材料的力學(xué)性能影響見表7。由表7可知,離子氣相沉積鍍鋁工藝對30CrMnSiA鋼力學(xué)性能影響不大。這是因為采用MAΠ-1M型電弧離子鍍設(shè)備鍍鋁時,工件溫度遠低于30CrMnSiA鋼的回火溫度(510~570℃),因此不會對鋼的力學(xué)性能產(chǎn)生影響。
表7 離子氣相沉積鍍鋁對材料力學(xué)性能的影響
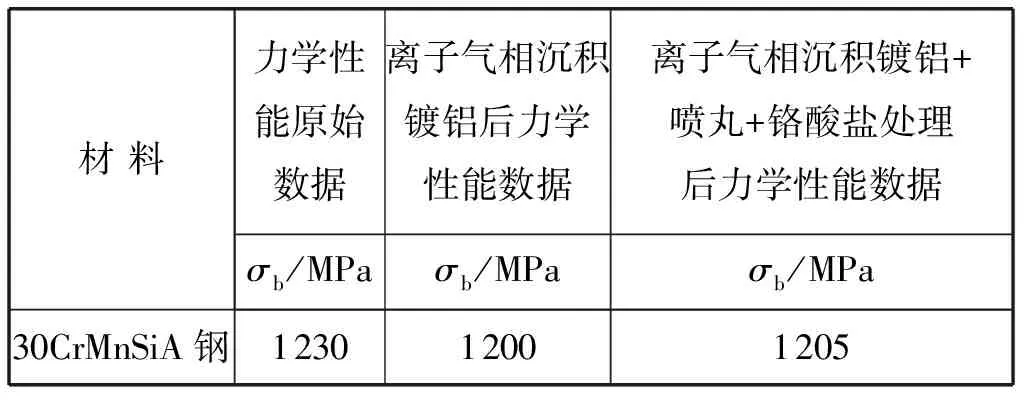
材料力學(xué)性能原始數(shù)據(jù)離子氣相沉積鍍鋁后力學(xué)性能數(shù)據(jù)離子氣相沉積鍍鋁+噴丸+鉻酸鹽處理后力學(xué)性能數(shù)據(jù)σb/MPaσb/MPaσb/MPa30CrMnSiA鋼123012001205
3.3.4 離子氣相沉積鍍鋁氫脆性能試驗
30CrMnSiA鋼氫脆試樣離子氣相沉積鍍鋁+噴丸+鉻酸鹽處理后進行持久拉伸氫脆試驗,200h未發(fā)生斷裂。試驗結(jié)果表明,氫脆性能合格。由于在鍍鋁過程中不存在引入氫的過程,噴丸、鉻酸鹽等后處理也基本不會產(chǎn)生氫,因此不會產(chǎn)生氫脆。

圖12 鍍鋁氫脆試樣外觀
4 結(jié) 論
1)采用MAΠ-1M型電弧離子鍍設(shè)備在30CrMnSiA鋼表面進行離子氣相沉積鍍鋁,獲得的鍍層結(jié)合力合格、耐腐蝕性能良好,大大高于鋅鍍層;鍍層與7B04鋁合金接觸,為A級接觸腐蝕,是安全、不會引起接觸腐蝕的鍍層,略優(yōu)于鎘鍍層;工藝對30CrMnSiA鋼力學(xué)性能無影響,不會引起氫脆。離子氣相沉積鍍鋁可用于30CrMnSiA鋼的防護。
2)鍍鋁前不同轟擊處理參數(shù)對離子氣相沉積鍍鋁鍍層結(jié)合力影響不大。但采用清洗轟擊可改善鍍層外觀質(zhì)量。
3)噴丸采用90°噴丸,可有效地改善鋁鍍層外觀,提高鍍層致密度。
4)離子氣相沉積鍍鋁采用噴丸+鉻酸鹽的處理。噴丸+鉻酸鹽處理后,離子氣相沉積鍍鋁層的耐腐蝕性能良好。
[1] 吳向清,田進,謝發(fā)勤,等.多弧離子鍍鋁對TiAl合金高溫抗氧化性能的影響[J].中國表面工程,2009,22(5):50-55.
[2] SAE830691,Improved equipment productivity increases applications for ion vapor deposition of aluminum[S].
[3] MIL-DTL-83488D,Detail Specification Coating,luminum,High Purity[S].
[4] AMS2427C,Aluminum Coating Ion Vapor Deposition[S].
[5] HB 5374-87,不同金屬電偶電流測定方法[S].
Research on Aluminum Plating Technology by Ion Vapor Deposition
DING Yanhong
(Technology & Equipment Center,China Aviation Industry Shenyang Aircraft Industry(Group),Shenyang 110850,China)
The experiment of aluminum plating by ion vapor deposition on 30CrMnSiA steel substrates was done by electric arc ion plating equipment.The process parameters of pre-treatment,coating deposition and post-treatment of the ion vapor aluminum plating were studied,and the various performances of the aluminum coatings were tested.The results showed that the different bombardment processing parameters had no significant influences on the binding force of the aluminum ion vapor deposition coatings,but the appearance quality of the coatings could be improved by bombardment cleaning pre-treatment;the binding force and corrosion resistance of the aluminum coatings were good,which were better than that of zinc coatings obviously;no contacting corrosion occurred between the coating and 7B04 aluminum alloy;the aluminum ion vapor deposition process could not influence the mechanical properties of 30CrMnSiA steel,and didn't cause hydrogen embrittlement;the corrosion resistance of the aluminum coatings could be improved by shot peening and chromate treatment.This aluminum ion vapor deposition coatings had a very good protection on 30CrMnSiA steel substrate.
ion vapor deposition; contacting corrosion; pure Al coating; environmental protection
2016-03-23
2016-05-09
10.3969/j.issn.1001-3849.2016.12.002
TG174.444
A