激光填絲熔焊技術在白車身制造中的應用
2016-12-23 06:09:15北京奔馳汽車有限公司100176
焊接 2016年11期
北京奔馳汽車有限公司(100176)
薄春雨
?
激光填絲熔焊技術在白車身制造中的應用
北京奔馳汽車有限公司(100176)
薄春雨
介紹了基于碟片片式固體激光器和自適應式激光聚焦系統開發的激光填絲熔焊系統組成、工藝過程特點及質量監控方案,分析了過程/產品質量問題的原因和對策。結果表明,通過優化送絲機構、夾具、零件、機器人軌跡及線纜捆綁方案,可解決粘絲問題。通過優化光斑尺寸、透光隔板形式、維保方案,可控制焊接飛濺。通過對激光光束、送絲機構、夾緊機構、板材間隙等過程變量進行不同組合的優化及制定系統的維保方案,可有效解決焊縫背部凹陷、焊縫氣孔/孔洞、焊縫偏移、焊縫熔深不足等問題。
激光填絲熔焊 碟片式固體激光器 自適應式激光聚焦系統 過程/產品質量問題解決方案
0 序 言
激光焊是以聚焦的激光束作為能源轟擊工件所產生熱量進行焊接的一種高效精密的焊接方法,具有能量密度高、變形小、熱影響區窄、焊接速度高、易實現自動控制、無后續加工等優點,近年來廣泛應用于白車身制造領域[1-4]。在奔馳車身制造工藝中,基于TRUMPF Trudisk 碟片式激光器、SCANSONIC ALO3自適應式激光聚焦系統開發的激光填絲熔焊技術,結合了激光焊技術和填絲熔焊技術的技術優勢,展示出效率高、強度高和焊縫成形美觀等特點,在車身前縱梁區域得到了應用。
文中主要對激光填絲熔焊技術的系統組成、工藝過程特點及質量監控方案進行了介紹,并針對制造過程中出現的各類過程和產品質量問題,分析了問題產生的原因,提出了針對性的解決方案。
1 激光填絲熔焊技術
1.1 激光填絲熔焊系統組成
激光填絲熔焊系統主要由激光源、激光聚焦系統、冷卻系統、激光房、機器人、PLC、送絲系統、激光焊質量監控系統、激光功率檢測系統和壓縮空氣單元組成。圖1為激光填絲熔焊系統工作原理示意圖。碟片式固體激光器和自適應式激光聚焦系統是該系統的兩大亮點。

圖1 激光填絲熔焊工作原理示意圖
與其它類型激光器相比較,碟片式固體激光器的優勢主要包括:①光電轉換率高,可達30%,與老式的燈棒式激光器相比,高了近10倍;②光束質量高,其光束參數積[5](光束質量評價因子,等于激光束束腰半徑與發散半角的乘積,數值越小,光束質量越高)可達4 mm·mrad,優于燈棒式或半導體激光器的光束參數積(>24 mm·mrad);③ 維修成本低,無論光學系統還是電器系統都可以更換單個備件,而光纖及半導體激光器一旦損壞,只能整體更換光源;④使用光纖引導輸出,實現柔性加工和自動化生產;⑤閉環功率控制,輸出能量波動在1%以內。
SCANSONIC ALO3自適應式激光聚焦系統的自適應功能:焊接過程中,如待焊板件Z向存在尺寸波動,傳感器臂將相關信息通過控制模塊傳遞至自適應聚焦模塊,自適應聚焦模塊將參照傳感器臂的移動方向重新調整聚焦點,實現聚焦點始終在施焊表面的目的。送絲系統與激光聚焦系統相對定位固定,以確保送絲位置和角度始終與激光束焦點重合。
1.2 激光填絲熔焊工藝特點及應用
激光填絲熔焊的工藝特點[4]主要為:利用焊絲的填充作用,彌補高溫焊接時材料的燒損,并避免激光能量的損失,從而獲得更高的焊縫強度。在焊接過程中,鍍銅碳鋼焊絲與母材同時熔化后達到原子間結合,成為保證焊縫強度的又一條件。在奔馳白車身制造中,激光填絲熔焊主要應用于車身前縱梁區域搭接,如圖2所示,標識區域為激光填絲熔焊焊縫。

圖2 車身前縱梁區域激光填絲熔焊焊縫(標識區域)
1.3 激光填絲熔焊質量監控系統
在自動化填絲熔焊應用過程中,分別應用“焊接眼”在線過程監控系統和E.H.R.焊縫質量監控系統對焊接質量進行實時在線監控。其中,“焊接眼”在線過程監控系統集成在激光聚焦系統上,用于自動監控激光填絲熔焊焊接過程。在焊接過程中,該系統以高分辨率拍攝焊縫表面形貌和激光束周圍焊接區域,每秒鐘可記錄300幅照片。將采集到的照片連續放映,形成實際焊縫形貌,并與預置的參考焊縫形貌作對比,實時檢測質量缺陷。該系統可在焊接前測量焊縫間隙寬度,自動在線檢查焊縫-焊絲的位置。圖3為E.H.R系統檢測原理示意圖。E.H.R.焊縫質量監控系統主要用于在線焊后質量檢測。焊接完成后,對焊段質量進行檢測,主要利用查收光的傳輸來檢測激光焊段是否有穿透型孔洞,以防止這些部位漏水。

圖3 E.H.R.系統工作原理示意圖
2 填絲熔焊質量問題解決方案
在激光填絲熔焊焊接過程中,相關的質量問題主要包括過程質量問題和產品質量問題兩方面。
2.1 過程質量問題
2.1.1 粘絲問題
粘絲指生產過程中焊絲偏離預設軌跡焊接到板件非預設焊縫位置或夾具上的情況。粘絲問題的產生原因和對應解決方案主要有以下幾種:
(1)送絲問題。送絲機構出現因送絲管接頭損壞等問題造成送絲控制與機器人移動不同步,焊絲偏離預設軌跡,形成粘絲。圖4為生產過程中出現粘絲缺陷。“焊接眼”監控表明,在焊接過程中送絲速度不恒定,呈逐漸下降趨勢,激光功率停止時送絲速度依然存在。進一步檢查送絲系統,發現送絲管接頭折斷,導致特定位置處送絲管折彎角度過大造成窩絲,在機器人駛離焊縫時送絲無法及時停止,過多的送絲偏離到上板與夾具處,引發粘絲問題。更換送絲管后,此問題得到解決。

圖4 送絲管接頭損壞導致粘絲問題
(2)零件變形導致零件未正確定位到夾具中,焊接位置在零件上發生偏移,焊接到單板或夾具上。對造成零件變形的積放式輸送板進行優化,解決了此問題。
(3)送絲機構旋轉軸力平衡被破壞。送絲機構旋轉軸力平衡,是用于追蹤焊絲Y向(垂直于焊縫方向)定位的力。設備日常維護時,如氣管捆綁過緊,導致在特定位置給旋轉軸一個很大的側向力,破壞送絲機構旋轉軸力平衡,也將出現焊絲偏出而焊接到夾具上的情況。為避免此類情況,在調試機器人軌跡時,需要對完整的激光聚焦系統運行軌跡進行試驗,確保在完整焊接過程中線纜和氣管無過度張緊的狀態,保證送絲機構旋轉軸力平衡處于正常狀態。
2.1.2 焊接飛濺問題
生產線投產初期,焊接飛濺較多,造成焊接質量缺陷和激光聚焦系統二級保護鏡片消耗量過大的問題。焊接飛濺問題的解決方案如下:
(1)優化光斑尺寸。試驗表明,當光斑直徑減小到1.5 mm,鍍鋅層燒損量變小,飛濺減少。同時,激光功率密度增加,焊縫熔深增大,焊接質量得到提升。
(2)改進透光隔板。原透光隔板中光圈形狀如圖5a所示,光圈尺寸較大,對下方飛濺阻擋能力弱。通過計算得到保證激光以及導航光通過隔光板的最小透光孔直徑為18 mm,據此制作了新的隔光板,如圖5b所示。在保證透光能力的基礎上,減小光圈尺寸,增強對飛濺的阻擋作用。
(3)優化設備維護方案。定期清理維護通風設備,改善激光房內煙塵大的問題。定期更換送絲內襯管, 每天清潔氣刀和絲嘴,除去浮塵和焊渣;每天檢查、清潔、保養激光聚焦系統,并在無法穩定工作時更換。

圖5 通過改變透光隔板降低飛濺
2.2 產品質量問題
2.2.1 焊縫背部凹陷
焊縫背部凹陷[6-7](圖6)的潛在原因和對策如下:
(1)激光功率過高,導致焊接熱輸入量過大,焊縫背部過燒而產生凹陷。解決方案為通過試驗確定最優激光功率。
(2)焊絲與光斑位置偏差,導致焊絲偏出,預設焊縫位置因焊絲填充不足造成焊縫背部過燒,產生凹陷。解決方案為重新調試光斑軌跡或焊絲尖端軌跡,確保焊絲與光斑位置始終保持重合。
(3)板材間隙過大,焊絲熔化優先填充到板材間隙,造成對應位置焊絲填充不足,產生凹陷。解決方案為通過板材單件尺寸優化降低板材間隙,或通過增加送絲量加大熔敷金屬厚度以吸收能量,減少母材熔化。

圖6 焊縫背部凹陷
2.2.2 焊縫氣孔、表面孔洞
焊縫氣孔[8-9]、表面孔洞(圖7)的潛在原因和對策主要有:
(1)氣孔。板材間隙過小(<0.15 mm),導致板材表面蒸發的鋅蒸氣無法排出形成氣孔。解決方案為減少夾具夾緊力,增加夾具夾緊間隙,調整上、下板材間隙至最佳(0.15~0.20 mm),為鋅蒸氣的排出創造條件。
(2)表面孔洞。焊絲與光斑位置偏差,焊絲偏出位置過度燒損,造成焊縫孔洞。解決方案是調整焊絲與光斑位置對中度。另外,激光功率密度過高,導致焊縫過度燒損形成孔洞,解決方案是優化激光功率密度。
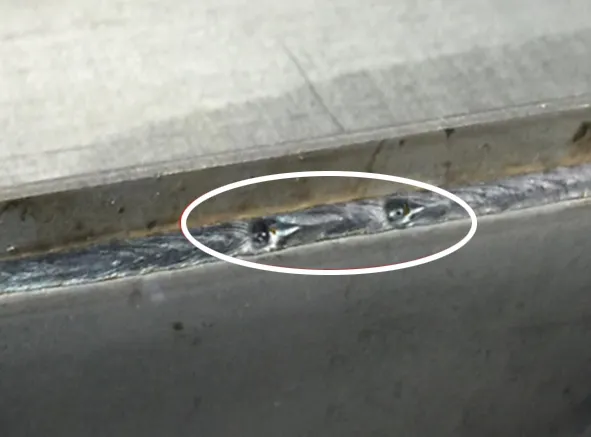
圖7 焊縫氣孔
2.2.3 焊縫偏移
焊縫偏移缺陷(圖8)的潛在原因和對策主要有:
(1)焊絲與光斑位置發生偏差,焊絲偏向上板或下板方向,導致焊縫在單板上成形,造成焊縫偏移缺陷。解決方案為優化送絲軌跡。
(2)送絲機構旋轉軸力平衡被破壞,導致旋轉軸發生角度偏差,光斑和送絲位置同步發生偏差。解決方案為優化線纜布線,避免機器人運行時因線纜張緊破壞送絲機構旋轉軸力平衡。
(3)光斑過小,功率密度過高,光斑僅能對中到單板而形成焊縫偏移。解決方案為優化光斑尺寸。

圖8 焊縫偏移
2.2.4 焊縫熔深不足
焊縫熔深不足的潛在原因和對策主要有:
(1)外觀可見的焊縫表面凹陷、氣孔、焊縫偏移都會造成焊縫熔深不足。解決方案為參照上述方案對相關缺陷進行改進。
(2)光斑尺寸過大或激光聚焦系統保護鏡片污染、開裂,致使激光功率密度不足,造成焊縫熔深過淺。解決方案為優化光斑尺寸或清潔、更換激光聚焦系統保護鏡片。
3 結 論
(1)通過對送絲機構、定位夾具、零件變形、機器人軌跡及線纜捆綁方案設計等進行控制和優化,可有效解決焊接粘絲問題。
(2)通過優化光斑尺寸、改進透光隔板形式、優化維護保養方案,可有效控制焊接飛濺問題。
(3)通過優化激光參數(功率、光斑位置/尺寸)、送絲系統(焊絲尖端位置、送絲量)、夾具系統(夾緊力、夾緊間隙)、板材間隙等變量,可有效解決焊縫背部凹陷、氣孔、表面孔洞、焊縫偏移等問題。
[1] 潘際鑾,鄭 軍,屈岳波. 激光焊技術的發展[J]. 焊接,2009(2):18-21.
[2] 陳 健,蘇金花,張毅梅. 《中國制造2025》與先進焊接工藝及裝備發展[J]. 焊接,2016(3):1-5.
[3] 王春生,劉慶祝. 焊接技術在軌道客車制造行業的推廣[J]. 焊接,2015(1):1-6.
[4] 張 屹,李時春,金湘中,等.鍍鋅鋼板激光焊接關鍵技術研究[J].激光與光電子學進展,2010,47(7):1401.
[5] 牛 奔,王寶華,郭渭榮,等. 基于光參數積的半導體激光器光束質量描述與評價[J]. 中國激光,2015(2):22-28.
[6] 張麗芳,趙澤洋,李坊平,等. 工藝參數對激光焊絲搭接焊成形的影響[J]. 應用激光,2015,35(1):72-76.
[7] 孟云飛,葉 兵,李 翠,等. 430鐵素體不銹鋼光纖激光填絲焊接工藝研究[J]. 焊接,2016(10):28-33.
[8] 滕 彬,楊海鋒,王小朋,等. 激光小孔型氣孔產生原因及抑制方法[J]. 焊接,2015(9):34-37.
[9] 王詩洋,王旭友,滕 彬,等. 激光全熔透工藝參數對不銹鋼焊接氣孔率的影響[J]. 焊接,2015(6):30-34.
2016-06-21
TG456.7
薄春雨,1981年出生,碩士,高級工程師。主要從事白車身制造技術/質量控制方面的研究,已發表論文5篇。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
閱讀與作文(英語初中版)(2021年8期)2021-09-13 02:16:29
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數字通信世界(2015年10期)2015-12-21 12:22:54
設備管理與維修(2015年12期)2015-04-09 06:57:24