厚板鋁合金搭接攪拌摩擦焊組織及力學(xué)性能分析
2016-12-23 06:09:14上海航天設(shè)備制造總廠200245
焊接 2016年11期
關(guān)鍵詞:焊縫
上海航天設(shè)備制造總廠(200245)
朱小剛 王聯(lián)鳳 孫 靖 程靈鈺
?
厚板鋁合金搭接攪拌摩擦焊組織及力學(xué)性能分析
上海航天設(shè)備制造總廠(200245)
朱小剛 王聯(lián)鳳 孫 靖 程靈鈺
對15.0 mm厚7N01鋁合金進(jìn)行了搭接攪拌摩擦焊連接,對搭接接頭進(jìn)行了顯微組織、顯微硬度、抗剪以及疲勞性能測試。研究結(jié)果表明,采用攪拌針長度為17 mm的攪拌頭搭接接頭抗剪性能最佳,抗剪強(qiáng)度為245 MPa;搭接接頭微觀組織與對接接頭相比并無較大差異,但在結(jié)合面處形成了“虎克缺陷”和“冷搭缺陷”;搭接接頭在摩擦熱的作用下形成了一定的軟化區(qū),位于前進(jìn)側(cè)和后退側(cè)的熱影響區(qū);焊核區(qū)的硬度在厚度方向上存在一定的差異性;當(dāng)N=1×106次時,7N01(15.0 mm)鋁合金搭接攪拌摩擦焊接頭的條件疲勞極限為54.85 MPa,為母材的40.4%。
搭接攪拌摩擦焊 疲勞極限 顯微硬度 冷搭缺陷
0 序 言
在高速列車以及航空航天領(lǐng)域,搭接接頭是關(guān)鍵的連接形式之一,如動車組枕梁與中心板之間的連接目前采用MIG角焊縫進(jìn)行連接。然而,MIG角焊縫易于產(chǎn)生較大的殘余應(yīng)力,極易產(chǎn)生裂紋。搭接攪拌摩擦焊技術(shù)為枕梁與中心板之間的連接提供了一種新方法。目前,國內(nèi)外相關(guān)研究機(jī)構(gòu)在攪拌摩擦焊方面的研究主要集中在對接接頭方面,但是對厚板搭接攪拌摩擦焊接頭的性能研究甚少[1-5]。
文中對厚為15.0 mm的7N01鋁合金進(jìn)行了搭接攪拌摩擦焊焊接工藝以及力學(xué)性能試驗(yàn),研究了攪拌針長度對搭接接頭的抗剪性能影響規(guī)律、典型搭接接頭的微觀組織、硬度分布以及疲勞性能,為厚板搭接攪拌摩擦焊技術(shù)在高速列車、航空以及航天制造中的推廣應(yīng)用提供重要理論和科學(xué)依據(jù)[1]。
1 試驗(yàn)材料與方法
搭接攪拌摩擦焊試驗(yàn)在靜龍門式二維攪拌摩擦焊設(shè)備(HTJM15-100-2)上進(jìn)行;采用的攪拌工具為包括4種不同攪拌針長度的攪拌頭,如圖1所示,其原理如圖2所示,螺距為2 mm。試驗(yàn)采用厚度為15.0 mm的7N01鋁合金板材,其化學(xué)成分見表1。工藝研究方案如下:

圖1 攪拌工具

圖2 搭接攪拌摩擦焊原理示意圖
(1)攪拌針長度優(yōu)化設(shè)計,設(shè)計4種長度的攪拌頭,攪拌針長度T為15.5 mm,16.0 mm,17.0 mm和18.0 mm。在工藝參數(shù)一定的情況下,即旋轉(zhuǎn)速度500 r/min,焊接速度80 mm/min,攪拌頭傾角為2.5°,軸肩壓入深度0.3 mm。以試件接頭的抗剪性能以及攪拌壓入深度為標(biāo)準(zhǔn),評價攪拌頭性能的優(yōu)劣,選出最優(yōu)的攪拌針長度。
(2)在獲得最優(yōu)攪拌針長度的攪拌頭基礎(chǔ)上,采用第一步的工藝參數(shù)進(jìn)行搭接攪拌摩擦焊試驗(yàn),并對搭接接頭進(jìn)行宏觀與微觀組織分析、抗剪試驗(yàn)、硬度試驗(yàn)以及疲勞試驗(yàn)。
焊前鋁板用酒精擦拭,去除油污等雜質(zhì)。焊接完成之后,沿垂直于焊縫的方向切割試樣,在Observer D1M和Discovery V20光鏡下進(jìn)行微觀組織分析;抗剪試樣和疲勞試樣參照GB/T 26957—2011《金屬材料焊縫破壞性試驗(yàn)十字接頭和搭接接頭拉伸試樣方法》進(jìn)行加工,形狀尺寸如圖3所示。拉伸試驗(yàn)在CMT5305型萬能試驗(yàn)機(jī)上進(jìn)行;在HXS-1000A 型顯微硬度計上測量焊縫區(qū)顯微硬度分布。疲勞試驗(yàn)在國產(chǎn)GPS300高頻疲勞試驗(yàn)機(jī)試驗(yàn)機(jī)上進(jìn)行,應(yīng)力比r=0.1,加載頻率為90 Hz,加載方式為軸向拉-拉疲勞。

表1 7N01鋁合金化學(xué)成分(質(zhì)量分?jǐn)?shù),%)
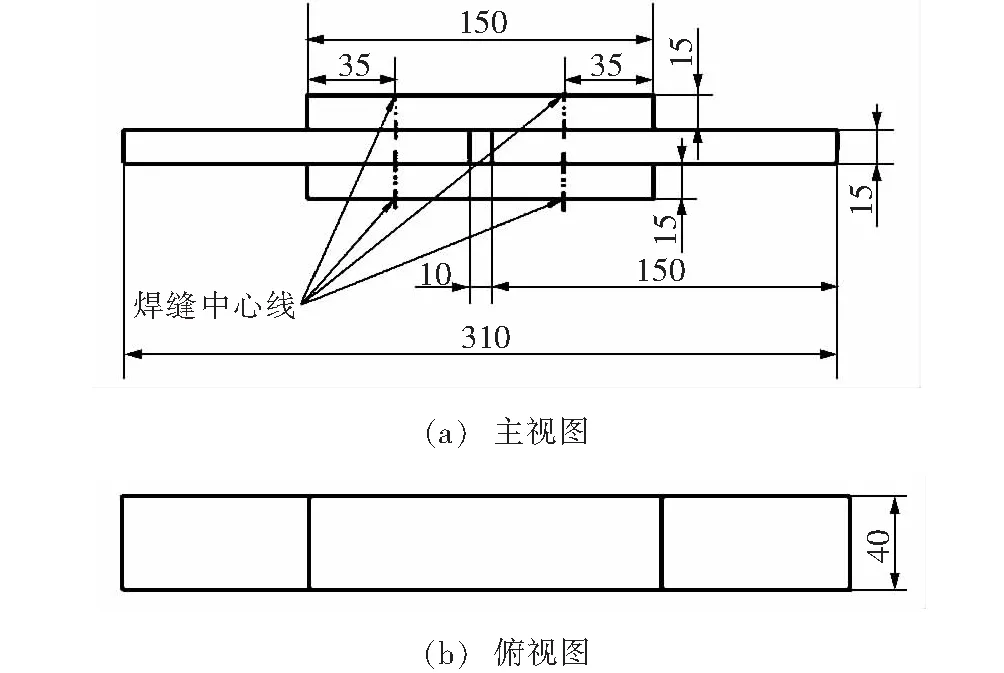
圖3 搭接攪拌摩擦焊試件尺寸
2 試驗(yàn)結(jié)果及分析
2.1 攪拌針長度優(yōu)化設(shè)計及工藝研究
對于搭接攪拌摩擦焊接頭而言,其抗剪強(qiáng)度可表示為:
(1)式中:Fmax表示為搭接接頭最大抗剪力;B表示為搭接接頭試樣寬度;L代表上板與下板之間的搭接長度。
由圖4可以看出,隨著攪拌針長度的增加,上、下板之間的搭接寬度和扎入下板的深度隨之而增加。由表2可以看出,采用不同長度攪拌針攪拌頭搭接接頭的抗剪性能隨著攪拌針長度的增加呈先增大后減小的變化趨勢。當(dāng)攪拌針長度為17 mm時,搭接接頭的抗剪性能最佳,最大抗剪力為93.16 kN,抗剪強(qiáng)度為245 MPa,攪拌針扎入下板深度為1.98 mm。

圖4 不同攪拌針長度的接頭宏觀形貌
2.2 搭接接頭顯微組織及缺陷分析
圖5a為搭接接頭宏觀形貌,圖5b為焊核區(qū)主要由均勻細(xì)小的等軸晶組成,屬于典型動態(tài)再結(jié)晶組織,這是在高溫和劇烈的塑性變形綜合作用下的結(jié)果。圖5c和圖5e為熱機(jī)影響區(qū)典型組織,位于焊核區(qū)和熱影響區(qū)之間,該區(qū)存在部分塑性變形且受到熱循環(huán)作用,但由于變形應(yīng)變不足,熱機(jī)影響區(qū)并沒有形成再結(jié)晶等軸晶粒,此外前進(jìn)側(cè)焊核區(qū)和熱機(jī)影響區(qū)過渡線較為明顯,而后退側(cè)的過渡線較模糊,這主要是因?yàn)榍斑M(jìn)側(cè)的焊縫金屬與母材金屬塑性流動方向相反,使母材金屬與焊縫金屬之間存在很大的相對變形差,這與宏觀形貌相同。圖5d為后退側(cè)熱影響區(qū),圖5f為前進(jìn)側(cè)熱影響區(qū),熱影響區(qū)由于受到熱循環(huán)的作用,晶粒長大較為明顯。圖5g為母材區(qū),由于未經(jīng)受熱力作用,組織仍然呈板條狀分布,可以看到明顯的變形纖維組織,有明顯的“擠壓效應(yīng)”。這種組織具有更好的抗應(yīng)力腐蝕的能力,當(dāng)然還可以看到少量不溶于基體的顆粒,這些主要是由于不溶于基體的Fe,Mn等元素與Al等元素形成的化合物。“冷搭缺陷”(圖5h)和“虎克缺陷”(圖5i)對于搭接攪拌摩擦焊技術(shù)而言是無法避免的,這是由攪拌摩擦焊自身的工藝特點(diǎn)所決定的。在焊接過程中,塑性金屬主要是圍繞攪拌針做軸向流動,而在焊縫厚度方向上流動較少,上、下板結(jié)合面處的材料流動與混合有限,在焊核區(qū)的上、下板結(jié)合面處存在一些黑色不規(guī)則形狀的曲線,稱之為“冷搭缺陷”。該缺陷的形成與界面處氧化層破碎不充足有關(guān),這也是導(dǎo)致在拉伸試驗(yàn)時最終均沿結(jié)合面處斷裂的主要原因。在搭接攪拌摩擦焊過程中,攪拌針穿透上板,扎入下板,從而在上、下板的結(jié)合面處形成尖銳的缺口,即“虎克缺陷”,此處形成了較為嚴(yán)重的應(yīng)力集中,這是導(dǎo)致疲勞斷裂的主要原因。

表2 采用不同攪拌針長度的攪拌頭搭接接頭性能

圖5 搭接接頭各區(qū)微觀照片及缺陷
2.3 接頭硬度分布
由圖6可以看出,對于15 mm 7N01鋁合金搭接攪拌摩擦焊接頭,母材硬度約為HV 105。對于上板距焊縫表面處,隨著距焊縫中心距離的增加,兩側(cè)的維氏硬度值呈現(xiàn)出一定程度的降低,在距焊縫中心5 mm(前進(jìn)側(cè),處于焊核區(qū)但靠近熱機(jī)影響區(qū))處和距焊縫中心10 mm(后退側(cè),熱影響區(qū))處,硬度達(dá)到最小值,分別為HV 98.5和HV 101.2;焊核區(qū)平均硬度值為HV 103。對于上板靠近結(jié)合面處,隨著距焊縫中心距離的增加,兩側(cè)的維氏硬度值變化趨勢完全不同,前進(jìn)側(cè)的硬度值呈減小的趨勢,在距焊縫中心10 mm(前進(jìn)側(cè),處于熱影響區(qū))處硬度值達(dá)到最小為HV 95;后退側(cè)的硬度值呈增大的趨勢,在距焊縫中心9 mm(后退側(cè))處硬度值達(dá)到最大為HV 111.6,緊接著又急劇減小,在距焊縫中心10 mm(后退側(cè))處硬度值達(dá)到最小為HV 105.3,繼而又隨著增加,直接增加至母材硬度;焊核區(qū)平均硬度為HV 101.9。對于下板靠近結(jié)合面處,在距焊縫中心7 mm(前進(jìn)側(cè),處于熱影響區(qū))處硬度值達(dá)到最小為HV 100.1,在距焊縫中心7 mm(后退側(cè),熱影響區(qū))處硬度值達(dá)到最小為HV 101.6;焊核區(qū)平均硬度為HV 103.8。由此可以看出,搭接接頭存在一定的軟化現(xiàn)象,硬度軟化區(qū)位于前進(jìn)和后退兩側(cè)的熱影響區(qū);此外,焊核區(qū)的硬度變化呈現(xiàn)出波浪形變化,尤其是上板靠近焊縫表面處,主要是該區(qū)域組織存在一定的不均勻性。

圖6 搭接接頭硬度分布對比
2.4 疲勞性能分析
對于搭接接頭而言,疲勞載荷的名義應(yīng)力S與疲勞壽命N關(guān)系可表示為:
SmN=C
(2)
式中:C,m為常數(shù)[6]。
將疲勞試驗(yàn)數(shù)據(jù)在雙對數(shù)坐標(biāo)系下進(jìn)行直線擬合,將式(2)以雙對數(shù)表達(dá)為式(3),擬合結(jié)果如圖7所示。擬合的lgS和lgN關(guān)系式如式(4)所示。
lgS=A-BlgN
(3)
式中:A,B為擬合常數(shù)。
lgS=3.234 4-0.249 2lgN
(4)

圖7 7N01鋁合金FSW搭接S-N曲線圖
由式(4)可以計算得出,當(dāng)N=1×106次時,條件疲勞極限為54.85 MPa,7N01鋁合金母材N=1×106次時對應(yīng)的條件疲勞極限為135.8 MPa,搭接接頭疲勞強(qiáng)度為母材的40.4%。
3 結(jié) 論
(1)攪拌針長度是影響搭接攪拌摩擦焊性能的重要因素,當(dāng)攪拌針長度為17.0 mm時,搭接接頭的抗剪性能最佳,最大抗剪力為93.16 kN,抗剪強(qiáng)度為245 MPa,攪拌針扎入下板深度為1.98 mm。
(2)搭接攪拌摩擦焊接頭各區(qū)微觀組織與對接接頭并無較大差異,但搭接接頭在上下板結(jié)合面處存在“虎克缺陷”和“冷搭缺陷”,這是導(dǎo)致搭接接頭拉伸失效和疲勞失效的主要原因。
[][]
(3)搭接接頭在摩擦熱的作用下形成了一定的軟化區(qū),位于前進(jìn)側(cè)和后退側(cè)的熱影響區(qū);由被焊板較厚,因此焊核區(qū)的硬度在厚度方向上存在一定的差異性。
(4) 通過疲勞試驗(yàn),建立了7N01(15 mm)鋁合金的S-N曲線,從而可以預(yù)測在規(guī)定疲勞壽命下所能承受的條件疲勞極限或是在規(guī)定疲勞載荷下的疲勞壽命;當(dāng)N=1×106次時,7N01(15 mm)鋁合金的條件疲勞極限為54.85 MPa,為母材的40.4%。
[1] 徐效東,楊新岐,周 光,等.鋁合金2024-T4搭接攪拌摩擦焊接頭組織與性能分析[J].航空材料學(xué)報,2012,32(3):51-56.
[2] 徐效東.鋁合金搭接攪拌摩擦焊焊縫組織特征與疲勞斷裂行為研究[D].天津:天津大學(xué)碩士學(xué)位論文,2011.
[3] 何 如.高速列車鋁合金焊接接頭疲勞性能研究[D].北京:北京交通大學(xué)碩士學(xué)位論文,2008.
[4] 朱小剛,王聯(lián)鳳,喬鳳斌,等.5A06鋁合金非填充式攪拌摩擦點(diǎn)焊顯微組織及力學(xué)性能分析[J].焊接,2014(11):28-32.
[5] 張欣盟,楊景宏,王春生,等.攪拌摩擦焊技術(shù)及其應(yīng)用發(fā)展[J].焊接,2011(1):29-32.
[6] 楊新岐,欒國紅,許海生,等.鋁合金攪拌摩擦與MIG焊接接頭疲勞性能對比試驗(yàn)[J].焊接學(xué)報,2006,27(4):1-4.
2015-09-07
TG453
朱小剛,1986年出生,碩士,工程師。 主要從事攪拌摩擦(點(diǎn))焊以及金屬增材制造等方面的研究工作,已發(fā)表論文10余篇,已申請專利11項(xiàng)。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07