3D打印技術在大學生結構設計競賽中的實踐研究
2016-12-22 05:34:38賀文濤付果
福建建筑 2016年11期
關鍵詞:模型
賀文濤 付果
(長沙理工大學土木與建筑學院 湖南長沙 410114)
?
3D打印技術在大學生結構設計競賽中的實踐研究
賀文濤 付果
(長沙理工大學土木與建筑學院 湖南長沙 410114)
第九屆全國大學生結構設計競賽首次應用3D打印技術進行結點連接件制作,文章以該競賽為背景,簡要介紹了競賽規則,總結了打印工具的選擇、3D繪圖技巧、打印參數設置等對構件強度的影響,并分析總結出打印構件的強度及荷重比與打印層厚、打印速度、打印紋路及填充密度的關系。
3D打印;強度;3D繪圖;結構設計
0 引言
大學生結構設計競賽作為大學生創新訓練計劃的一種重要形式,是土木工程專業創新性和實踐性最強的學科競賽,在培養學生創新思維、創新意識和合作精神等方面發揮著重要作用[1]。2015年的第九屆全國大學生結構設計競賽首次采用了3D打印技術,充分體現了該賽事的前瞻性與創新性。同時也為大學生提供了更多的學習機會,增加了大賽的挑戰性和趣味性。
1 競賽規則及打印設備概述
競賽模型由給定的山體模型、制作的橋梁模型和作為底座連接用的承臺板3部分組成。橋梁模型由A、B 兩段橋依山而成。其中B橋段結構的桿件采用給定竹材和502膠水手工制作,節點及連接部件由3D 打印機打印生成,由桿件、節點及連接部件裝配而成,裝配中不使用任何膠水。最終模型所受小車荷載與模型質量之比越大,且小車過橋時間越短者取勝。
大賽提供的打印機型號為太爾時代UP-Plus2打印機,該打印機成型技術為熱熔擠壓技術,打印層厚、打印速度及填充密度等參數按需要進行設置。在節點制作過程中,首先進行模型設計,然后仔細研究模型節點特征,對節點進行設計并使用繪圖軟件建模,最后打印成型,應用于結構中進行測試與改進[2]。
2 繪圖工具與技巧
2.1 繪圖工具及特點
打印機對STL格式的文件進行打印,可繪制3D圖并導出STL格式文件的軟件主要包括3DMax、Auto CAD、UG等軟件。3D MAX的制作流程十分簡潔高效,易于操作,有利于初學者學習,可以快速繪制出精美的圖形。但該軟件為基于PC系統的三維動畫渲染和制作軟件,側重于圖形美觀及后期渲染,不便于繪制出精密的三維圖,無法快速繪制出滿足尺寸要求的構件,因此不適用于本次競賽。
AutoCAD可以用于二維繪圖、詳細繪制、設計文檔和基本三維設計;而UG則為專用的三維設計軟件,其功能較Auto CAD更加全面。但由于受到打印機精度的限制,節點只能由簡單的幾何形體組合而成,因此在本次結構設計競賽中,Auto CAD和UG兩種軟件均可使用,前者可以快速使用移動、復制、鏡像等功能,以快速進行組合得到需要的結構,后者則在界面及操作等方面顯得更加人性化,使用捕捉等命令時更迅速,熟練之后繪圖速度更快。
2.2 軟件繪圖技巧
由于打印機精度的限制,無法完成高精度模型的打印或者某些太精密的細節不能打印,因此使用該類打印機時,節點的設計方面要簡潔大氣,不宜出現過于細小或花哨的部分。
為了繪圖便利以及適應手工制作桿件的精度,節點主要由簡單形體進行組合,合并。組合之后的圖形可在合并之前先保存一份副本,因為同類結構進行桿件優化時往往只需要將節點進行尺寸上的改進即可,預先保存未合并的節點可快速改變節點構件。
考慮到打印出來的實物會表現出各向異性的特點,節點的設計方面還應該結合橋梁結構模型的受力,盡量減少節點在兩個垂直方向同時受力的情況。存在轉角的位置可使用圓角命令,在外角處可以減少節點質量,內角處能有效防止出現應力集中現象。
3 打印參數與構件強度
3.1 參數設置
完成了打印機的安裝、調平及噴嘴高度等基本參數的設置之后需要進行打印選項的設置,下面將分別描述各選項的主要設置及特點。
3.1.1 角度與間隔
角度決定在什么時候添加支撐結構。若設置為40°,則表面和水平面的成型角度小于40°的時候,支撐材料才會被使用,如圖 1所示。通常將角度設置較小時,模型成型效果較好,但拆除支撐時難度較大,支撐過多可能導致拆模時損壞模型。因此需要在支撐材料的最小值與模型的質量和移除支撐材料的難易程度之間去權衡。
間隔為支撐材料線與線之間的距離。間隔越小成型效果越好,但支撐也越難拆除。要結合支撐材料的用量,移除支撐材料的難易度,和模型打印質量來確定此參數。
3.1.2 模型擺放
一般外部支撐的移除比內部支撐更簡單,擺放如圖2所示,開口向上時為外部支撐,容易移除。且該擺放方式較開口向下節約打印材料,表面打印效果更好,因此合理選擇擺放方式將提高效益。
3.1.3 面積與層厚
支撐材料的表面使用面積選擇5mm2時,懸空部分面積小于5mm2時不會有支撐添加,將會節省一部分支撐材料并且可以提高打印速度,與間隔、角度類似,需要找到一個合適的面積提高效益。
層厚可將打印模型時層厚設置為0.15mm~0.4mm。當厚度較大時,打印速度將明顯提升,其缺點在于無法打印足夠精細的構件。
3.2 打印選項與構件強度
3D打印采用熱熔擠壓技術,故打印出來的構件順紋方向與橫紋方向強度不同,快速打印與普速打印所得試件在強度上也有所不同。為了解材料性能,在小噸位萬能試驗機上進行拉伸試驗(試驗加載如圖3所示)和壓縮試驗(試驗加載如圖4所示)。
3.2.1 抗拉與抗壓強度試驗
根據實驗需要,通過不同打印方式得到3組外形如圖5所示拉伸試件(幾何參數如表1所示)和3組外形如圖6所示的壓縮試件(幾何參數如表1所示),通過材料力學的相關內容計算得出壓縮試件不會發生失穩破壞,可通過壓縮試驗測出試件強度[3]。
通過改變打印機的參數得到力學性能不同的拉、壓試件,然后分別對其進行軸向拉伸試驗將和軸向壓縮試驗并記錄試驗數據。
3.2.2 實驗結論
3.2.2.1 實驗過程分析
在進行順紋拉伸實驗的過程中,試件橫軸向開始出現白色條紋狀損傷,隨著拉力增加,條紋逐漸發展為環繞整個試件截面的環狀條紋,且白色條紋數量逐漸增加。隨著實驗繼續進行,破壞最嚴重的條紋寬度迅速增加,構件變形顯著增加,出現類似于金屬材料拉伸實驗中的屈服階段,最后達到強度極限突然破壞。橫紋拉伸實驗過程與順紋拉伸相似,但是不出現屈服階段。壓縮實驗過程中,由于材料自身特性原因,隨著實驗力增加,試件的橫截面積逐漸增加,未表現出明顯的破壞征兆,取壓縮位移-試驗力曲線斜率顯著變化點所對應的試驗力作為極限荷載。將測試結果整理后,如表2~表3所示。

表1 拉壓試件幾何參數表 mm

表2 不同打印方式抗拉強度對比
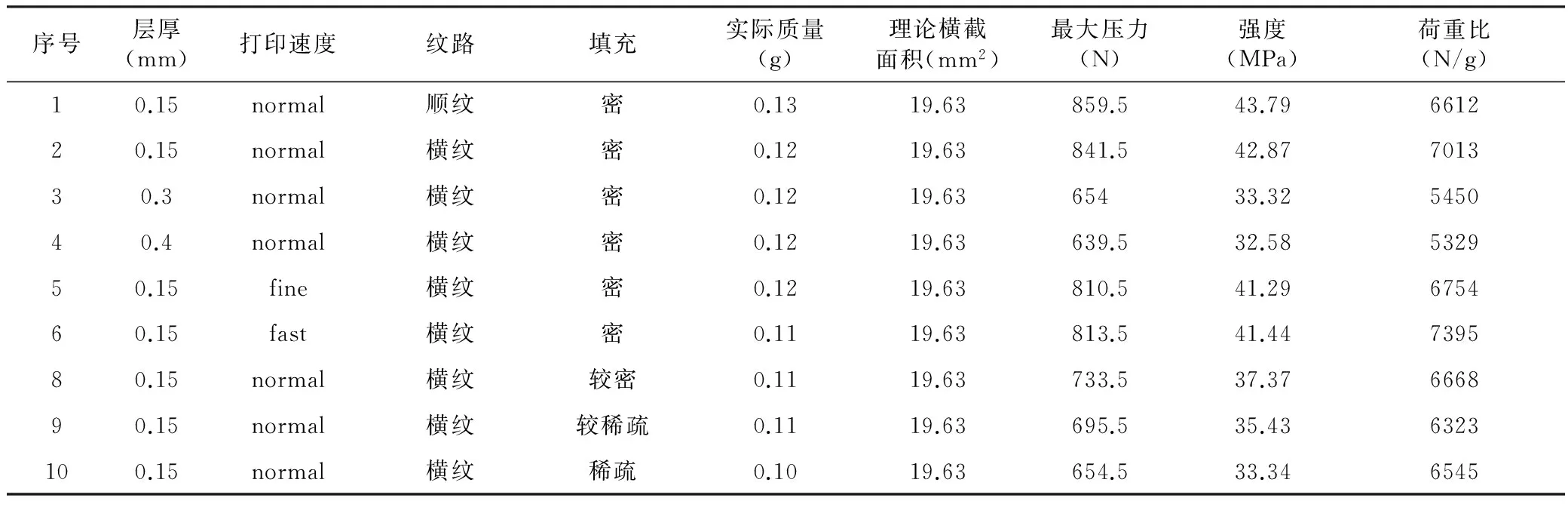
表3 不同打印方式抗壓強度對比
3.2.2.2 實驗結果分析
通過表2所得數據對比得,不同打印方式所得極限抗拉強度及荷重比隨著打印層厚、打印速度、打印紋路、打印方式及填充密度的改變而改變, 由拉伸試驗的位移-試驗力曲線分析可得(圖7),該材料在進行拉伸試驗達到強度極限之前試件伸長量與所加荷載大小成正比,順紋拉伸存在屈服階段,而橫紋拉伸無屈服階段,順紋拉伸延性優于橫紋。實驗結果總結如下:
(1)相同條件下,順紋拉伸較橫紋拉伸,強度及荷重比均有較大提升。
(2)相同條件下,層厚越大,強度及荷重比均越小。
(3)相同條件下,打印速度增加,強度及荷重比均增加。
(4)相同條件下,強度隨填充密度增加而增加,荷重比變化無明顯變化規律。
通過表3所得數據對比可知:僅增加層厚時,試件強度及荷重比均有所增加;只增加填充密度時,試件強度有所提高,但質量也隨之提高,荷重比整體呈現升高趨勢。其他各個變量改變時,試件的強度變化與荷重比變化未體現出明顯規律,有待進一步研究。
4 結語
以第九屆全國大學生結構設計競賽為背景,對競賽規則、打印設備及繪圖工具的選擇進行了簡要分析,對使用3D打印節點的設計方法及打印技能進行了分析。通過實驗分析總結出,打印構件強度和荷重比與打印層厚、打印速度、打印紋路、打印方式及填充密度的關系。因此,參賽者應該在充分了解3D打印應用技巧的基礎上,結合具體結構體系,運用自己所學知識,展示結構模型節點的設計與創新。
[1] 付果,馬曉娟. 利用結構模型設計與訓練基地培養創新型人才的探索[J]. 中國電力教育,2013,25:50-51.
[2] 李青,王青. 3D打印:一種新興的學習技術[J]. 遠程教育雜志,2013,04:29-35.
[3] 孫訓方,方孝淑,關來泰. 材料力學(第五版)[M],北京:高等教育出版社,2009.
Research on the practice of 3D printing technology in the structural design competition of University Students
HEWentaoFUGuo
(College of civil and architectural engineering, Changsha University of Science and Technology,Changsha 410114)
The Ninth National structural design contest for college student has adopted 3D printing technology for making node connecting pieces for the first time. Based on this contest and with brief introduction of the competition regulations, this thesis has summarized the influencing factors of component strengths, such as printing tools, drawing techniques, and printing parameter settings etc.And worked out the relation between printing component intensity and printing layer thickness, printing speed, printing pattern, as well as filling density; and the relation between load ratio and printing layer thickness, printing speed, printing pattern, as well as filling density .
3D printing technology;Strength;3D drawing;Structure design
湖南省普通高校土木工程大學生創新訓練中心支持項目(TMDC2015001)。
賀文濤(1995.1- ),男。
E-mail:hewentao1995@126.com
2016-07-09
TU3
A
1004-6135(2016)11-0110-04
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
