基于自組織混合模型的多變量航天產品加工過程控制方法研究
2016-12-21 09:26:36余建波李傳鋒
上海航天 2016年5期
余建波,李傳鋒,吳 昊,程 輝
(1.同濟大學 機械與能源工程學院,上海 201804; 2.山東省特種設備檢驗研究院,山東 濟南 250101;3.上海航天設備制造總廠,上海 200245)
?
基于自組織混合模型的多變量航天產品加工過程控制方法研究
余建波1,李傳鋒1,吳 昊2,程 輝3
(1.同濟大學 機械與能源工程學院,上海 201804; 2.山東省特種設備檢驗研究院,山東 濟南 250101;3.上海航天設備制造總廠,上海 200245)
為解決航天產品因制造過程的隨機性和動態性而在復雜的多變量加工過程中表現出非線性或多模態等特性,用傳統多變量過程控制方法無法有效監控的困難,提出了一種基于自組織混合模型(SOMM)的過程監控方法,以實現非線性和多模態等過程的狀態建模和在線異常監控。采用自組織映射結合混合模型,對非線性和多模態等過程狀態進行建模,設置控制圖閾值;提出了基于最小歐氏距離和負對數似然值的制造過程控制圖,在線識別和評估制造過程運行狀態。設計的基于SOMM的制造過程監控系統由離線建模和在線監控兩部分組成。為驗證所提方法在非線性和多模態制造過程中的監控效果,進行了兩個仿真實驗,并與主元分析、自組織映射等傳統監控方法性能進行比較。實驗結果表明所提方法在非線性及多模態過程中均有更好的過程監控性能,可用于航天產品加工過程的質量控制。
多變量制造過程; 工序質量; 統計過程控制; 過程監控; 控制圖; 多模態; 非線性; 自組織混合模型
0 引言
航天產品屬于復雜產品范疇,對其質量進行控制是研制生產過程中的重要組成部分。另外,航天產品不同于民用產品,前者在研制生產過程中對質量控制過程常有更高的要求。典型航空航天裝備的關鍵部件制造一般是復雜的多變量制造過程[1]。統計過程控制作為質量控制的重要手段,一直是學術界和工業界的重點研究對象。產品質量常需用多個質量指標度量,由于各質量指標相互關聯,采用Shewhart、累積和控制(CUSUM)、指數加權移動平均值(EWMA)等單變量控制圖分別進行控制,易導致過高的誤報率[2]。因此,應從多變量角度進行分析,從而形成了多元統計過程控制的方法。
基于主元分析(PCA)、偏最小二乘法(PLS)等模型的多變量統計過程控制方法已成功用于制造過程的在線監控[3]。這些多變量統計過程控制方法都假設正常狀態數據源于同一工作狀態并服從高斯分布。如PCA計算控制限時要求分解得到的得分向量符合高斯分布,但對非線性和多模態過程,因不滿足這一條件,PCA將不再適用[4]。在航天產品制造過程中,由于工作條件的改變,如原材料更改、傳感器變化、機器維修維護等,會使過程狀態發生改變,導致過程數據呈現出非線性或多模態等特征,此時采用基于PCA的T2圖和平方預測誤差(SPE)圖對過程進行監控,難以獲得理想效果。為解決此問題,采用一種新的統計分析方法就顯得尤為重要。為解決產品監控過程中出現的非線性過程和多模態過程問題進行了大量研究:提出了獨立主元分析(ICA)、規范變量分析(CVA)、局部保持投影(LPP)等統計過程控制方法以彌補PCA,PLS監控模型的不足[5-7]。人工神經網絡(ANN)、支持向量機(SVM)等機器學習模型也被用于解決監控過程中出現的問題并取得成功[8-10]。YU針對非線性過程和多模態過程,提出了基于隱性馬爾科夫模型的MDNLLP控制圖和BIP控制圖以在線識別過程狀態[11]。SALEHI等構建了多變量過程異常信號在線分析混合模型,對多變量過程均值的三種異常進行識別[12]。YU綜合了PCA與高斯混合模型(GMM)用于非線性和多模態半導體制造過程的異常監控[13]。羅先喜等針對多模態過程,提出了先將不同狀態的數據樣本分組標準化,再分別進行主元分析得到不同穩態下的控制限進行監控[14]。但目前對多模態與非線性過程狀態同時進行建模,并采用量化指標評估制造過程質量的狀態尚未得到很好的解決。本文針對航天產品監控過程中可能出現的非線性和多模態過程的質量控制問題,典型的應用為航天復雜鋁合金部件在工序加工過程、部件加工過程中的尺寸精度受到機床、夾具、刀具等變量的綜合影響,這是一個典型的復雜多變量制造過程。因此,本文提出了自組織混合模型(SOMM),以對制造過程多模態與非線性數據進行統計描述建模,可克服傳統的多變量統計過程方法(如基于PCA的過程監控方法)存在的無法有效監控的缺陷,并提出了歐氏距離(ED)和負對數似然值(NLLP)兩種量化指標以評估過程運行狀態。用兩個典型仿真實驗[SOMM與PCA、自組織映射(SOM)]的實驗結果比較了建模和監控效果。
1 多變量過程監控模型
為更好地解決制造過程中出現的非線性過程和多模態過程的問題,本文提出了基于SOMM的過程質量狀態建模與監控方法。先介紹了基于PCA的T2圖和SPE圖,以及基于SOM的最小量化誤差(MQE)控制圖,進而提出了基于SOMM的ED圖和NLLP圖。
1.1 基于主元分析的過程監控模型
主元分析主要通過線性空間變換求取主元變量,將高維數據空間投影到低維主元空間。因低維主元空間仍保留原數據空間的大部分方差信息,且主元變量間具有正交性,故可去除原數據空間的冗余信息。設過程變量數為m,采樣次數為n,則過程數據矩陣X(nm)可分解為
(1)
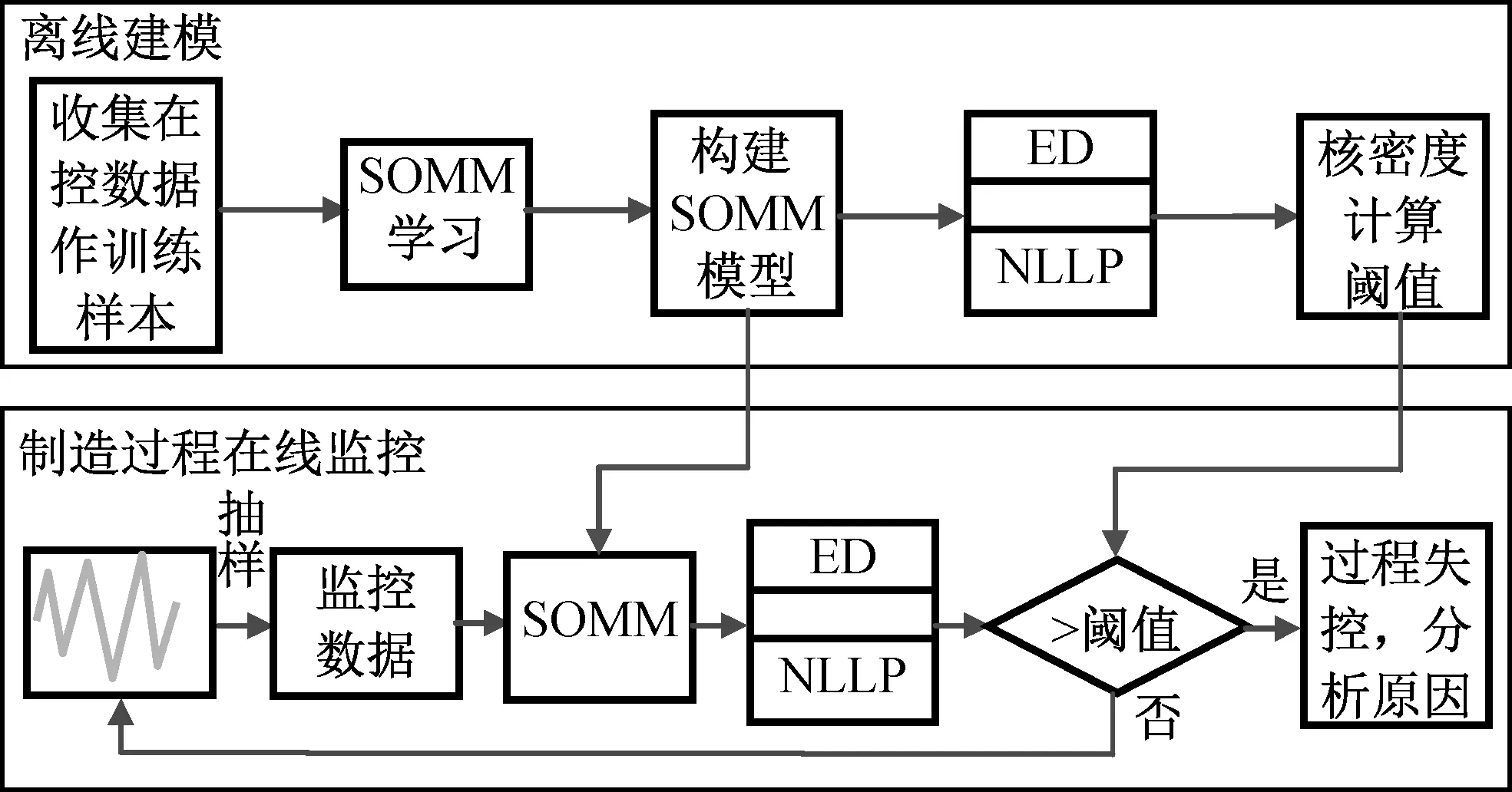
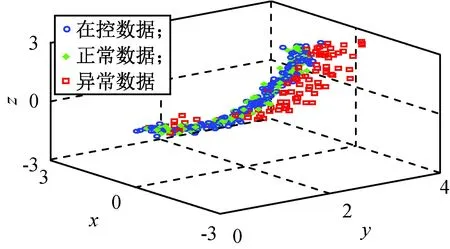
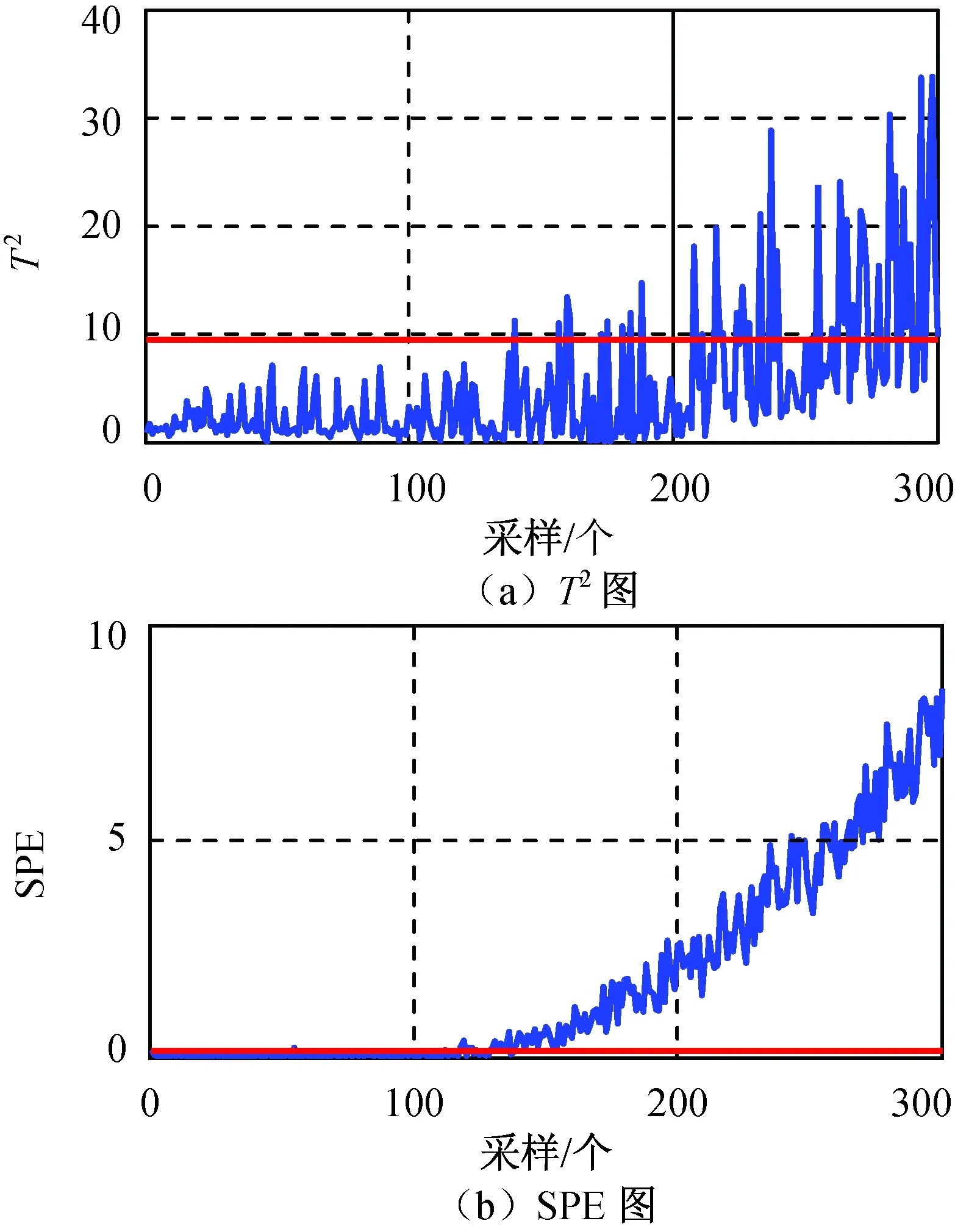
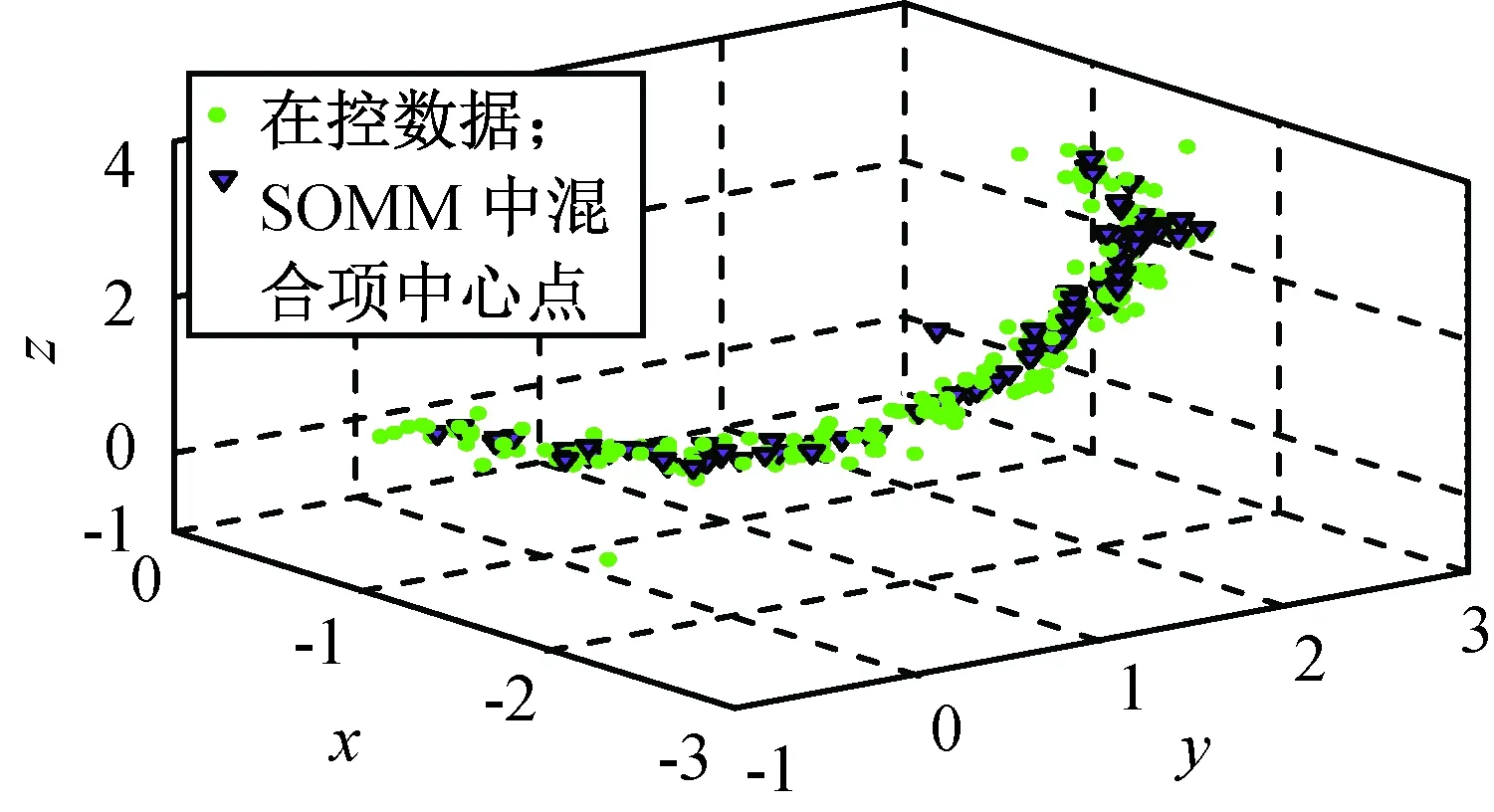
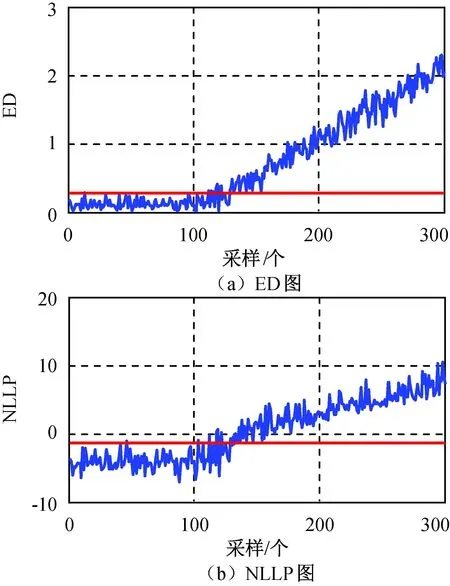
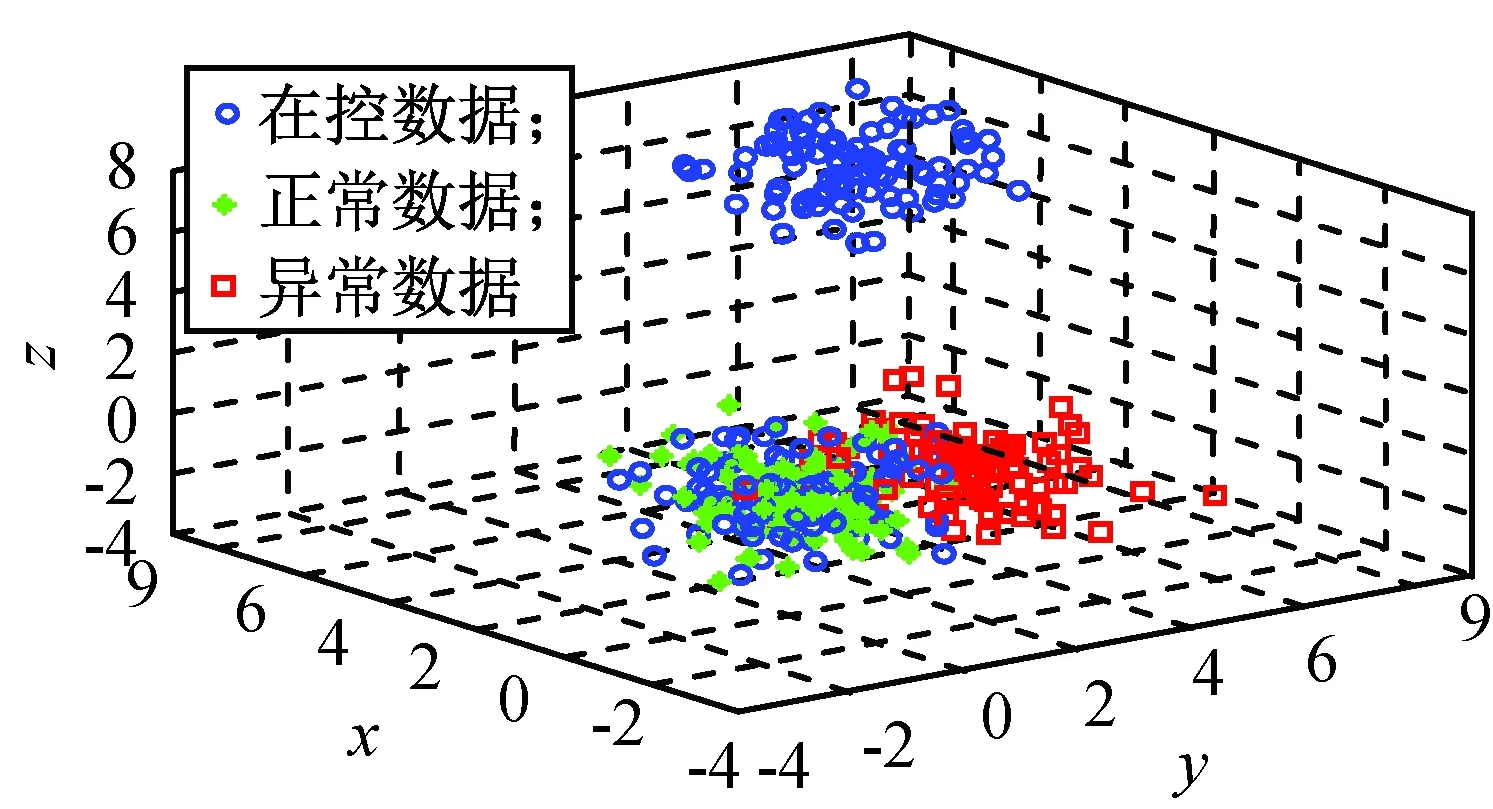
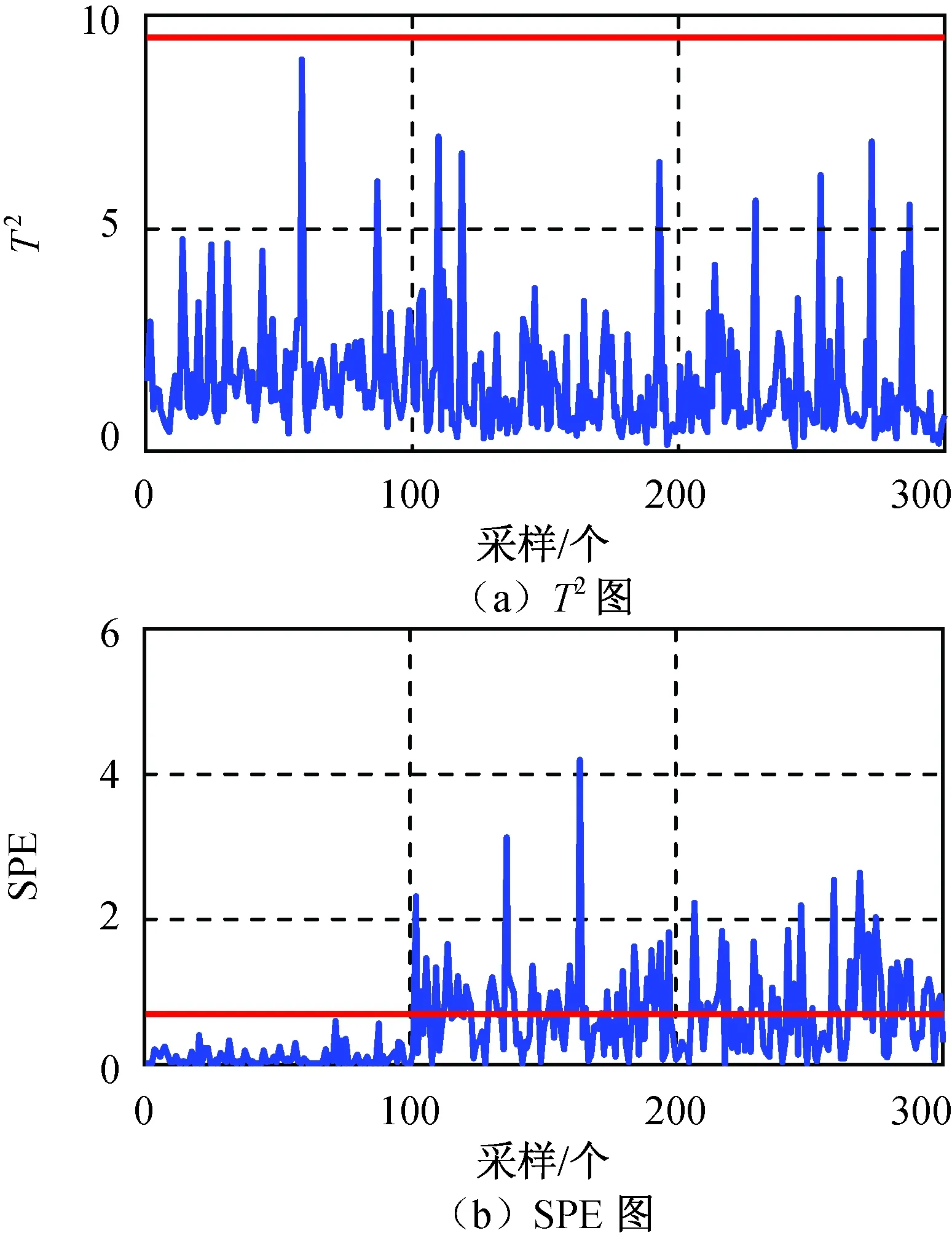
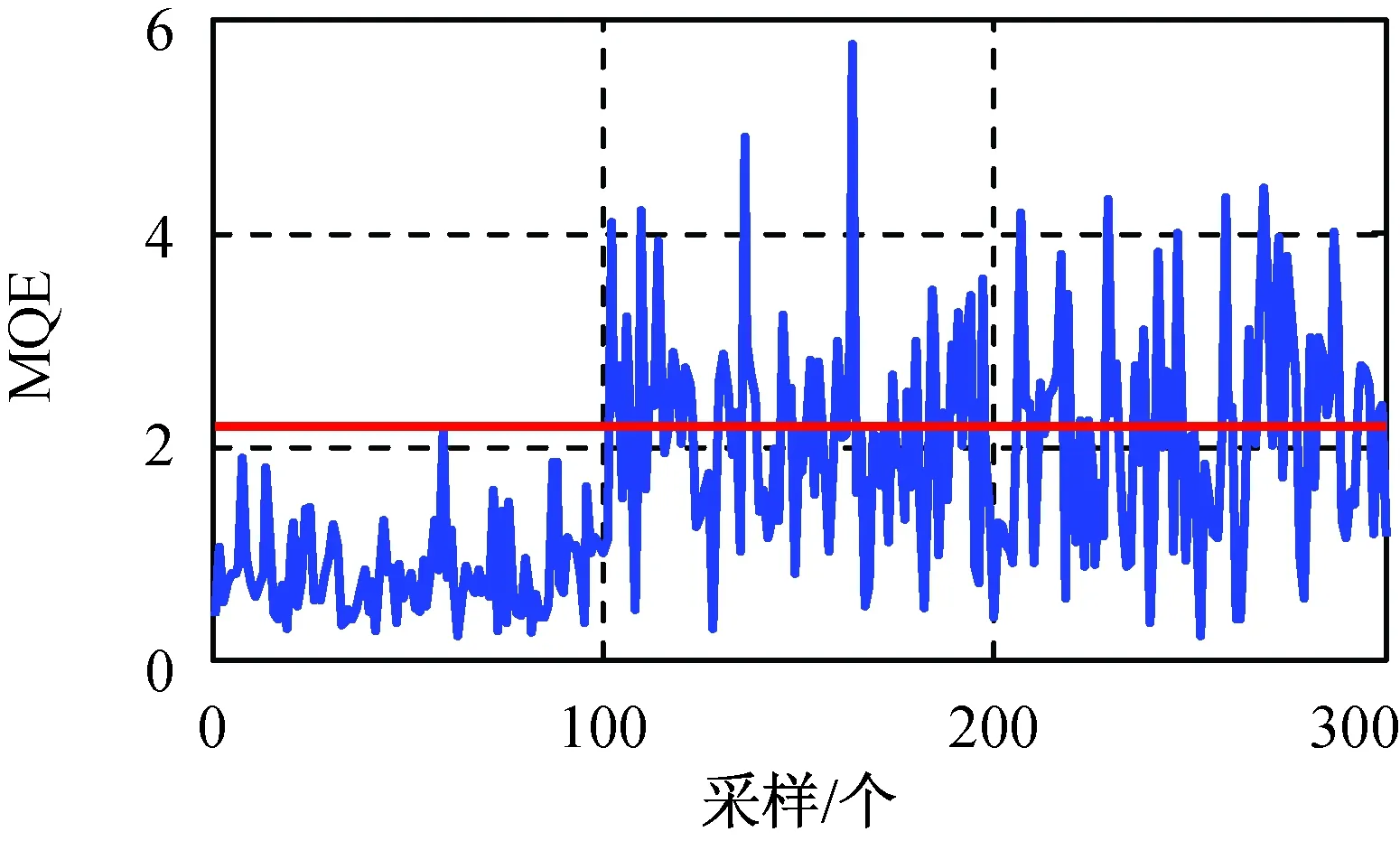
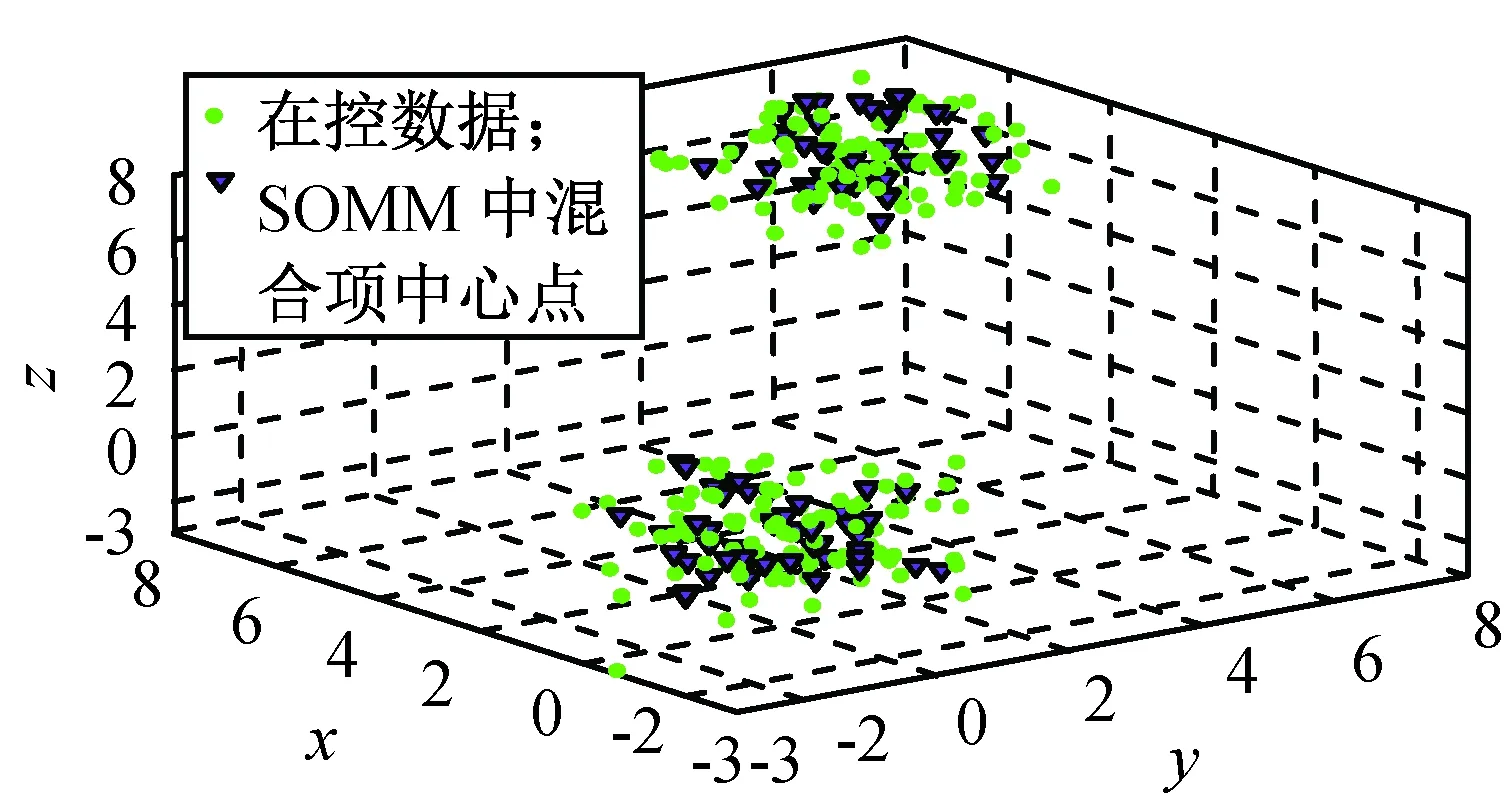
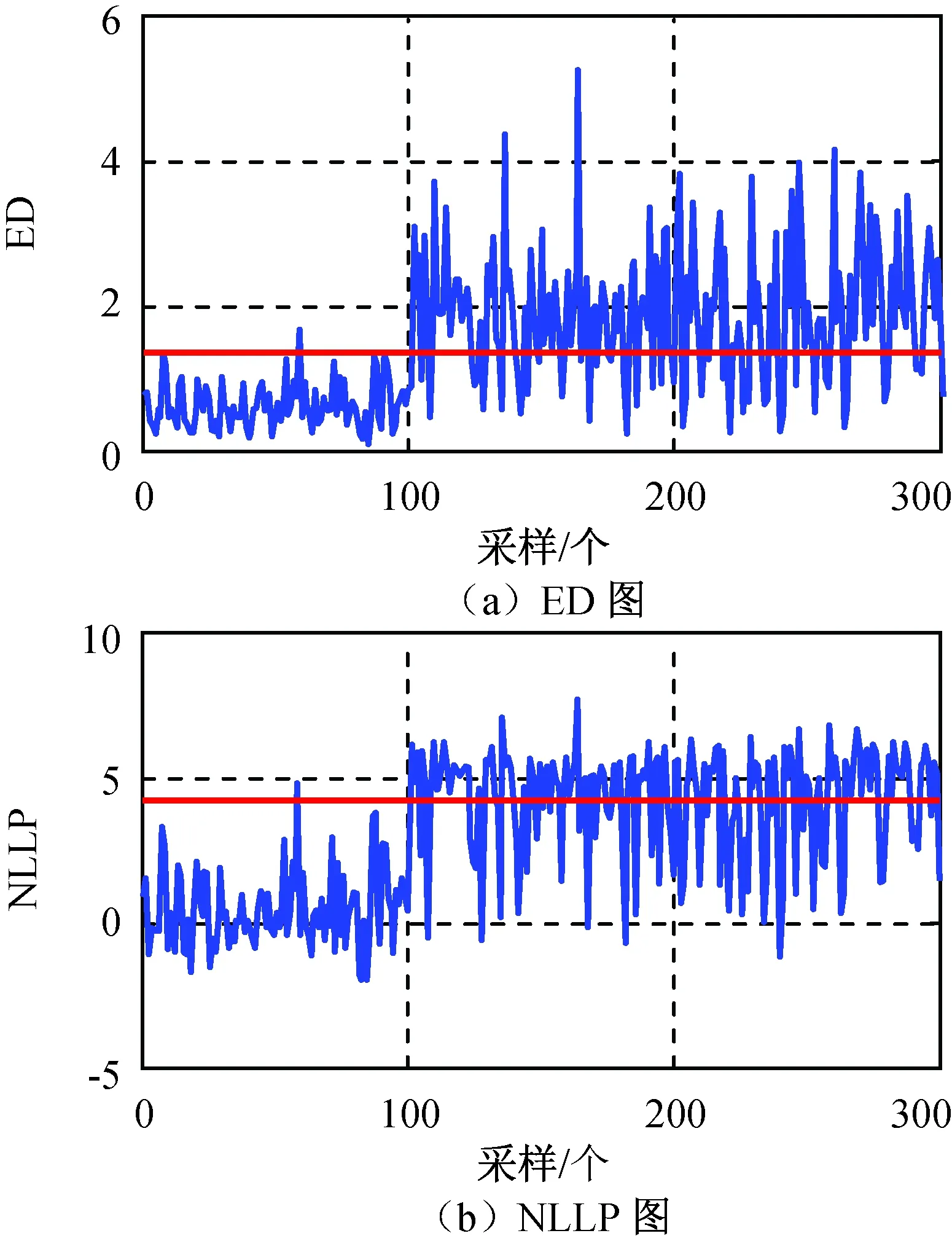
式中:pi為負荷向量;ti為得分向量。將ti按其長度從大到小排列,當X中的變量線性相關時,數據X的變化將主要體現在最前面的數個負荷向量上,用前k個主元(k 在多變量過程故障監控中,基于PCA的常用控制圖主要有SPE和T2控制圖,其定義分別為 δ(SPE)=eTe=(xi)T(1-PPT)xi; (2) T2=tTD-1t=(xi)TPD-1PTxi. (3) 式中:e為xi對應的殘差向量;xi為第i時刻的過程向量;t為xi相應的得分向量;D為由與前k個主元對應的特征值組成的對角陣。由式(2)、(3)可知:SPE表述了測量值對主元模型的偏離程度,T2則代表了多變量過程的變化情況。 1.2 基于自組織混合模型的過程監控模型 1.2.1 自組織映射 SOM模擬了大腦神經系統自組織特征映射的功能,在訓練中可無監督地進行自組織學習。SOM能將高維空間轉為一維或二維空間表達,同時保持數據原有的拓撲邏輯關系。與主元分析等傳統方法相比,SOM可對高度離散、非線性數據進行降維、建模等處理。 采用SOM模型監控生產過程時,首次采集一定量的在控數據,以創建和訓練SOM模型,形成在控過程的數據特征空間模型。然后從制造過程在線采集觀測向量,與SOM所有圖元中的權值向量比較以獲取最匹配單元(BMU),定義輸入向量與BMU間的距離(MQE)為 δ(MQE)=‖D′-WBMU‖. (4) 式中:D′為輸入向量;WBMU為BMU的權值向量[15]。MQE的大小表示了輸入向量與正常狀態空間的距離,因此可將其作為過程的監控指標。 1.2.2 自組織混合模型監控模型 SOMM綜合了混合模型和自組織映射,故繼承了兩者的優點。與自組織映射相比,SOMM可嵌入更大型概率模型,在數據可視化和模式識別中有較好的效果。 設一個生產過程的高斯混合模型中各項有相等的混合權重,有 (5) (6) 引入N個隱含變量進行學習,每個隱含變量表示k個混合分量中的哪項生成了對應的數據點。EM算法將負對數似然值最大化 F(Q,θ)=EQlg p(s|x;θ)+H(Q)= (7) (8) a)E步:對每個輸入xn,尋找分布qr*∈?(?為SOMM的高斯子),使F取得最大值,設qn=qr*。 1.2.3 制造過程狀態量化指標 為判斷一個新輸入是否正常,本文提出兩種基于SOMM的特征量化參數:用ED,NLLP與當前輸入與正常狀態的偏離程度進行比較,作為制造過程狀態量化指標。 a)量化指標1:NLLP 對每個新的輸入向量X,SOMM都將輸出一個p(X),代表了該輸入向量對SOMM模型表達的概率分布的符合程度。為改善監控效果,用其NLLP(見式(5))作為量化參數,其定義為 ). (9) 當觀測向量來自在控過程,其NLLP等于或小于異常閾值;反之,當觀測向量來自異常過程,其NLLP值會大于異常閾值。 b)量化指標2:最小ED 對一個新輸入向量X,定義其與SOMM中第i個混合項的距離 di=(X-μi)(X-μi)T. (10) 式中:μi為第i個混合項的中心點;i=1,2,…,k。包含k個混合項的SOMM將計算得到一個響應向量集,則最小ED定義為 δ(ED)=min{d1,d2,…,dk}. (11) ED反映了當前輸入X與在控狀態空間的偏離程度。因此,通過跟蹤時間軸上的ED變化,能實時監控過程狀態。 1.2.4 信任限設置方法 對任何過程監控方案,需用信任限以判定過程是否失控。信任限的設置通常有兩種方法:參數估計和非參數估計。當采用參數估計時,假定數據服從一種參數未知的分布,此時可根據樣本估計未知參數值,然后根據該參數分布計算信任限;當采用非參數估計時,先根據觀察值構建一個無參數估計,通過樣本值計算概率密度,然后根據概率密度計算得到信任限。核密度估計是一種常用的無參數估計。設樣本為X,長度為n,則其核估計可定義為 (12) 式中:h為帶寬。K定義了概率密度分布的形狀,h定義了其分布范圍。采用核估計時通過累加概率密度即可得相應概率的信任限。本文用核密度估計計算信任限。 1.2.5 系統設計方案 基于SOMM的制造過程監控系統設計方案如圖1所示。系統分成離線建模和在線監控兩個部分。在離線建模階段,通過在控數據建立SOMM模型和設置控制圖的閾值;在在線監控階段,對制造過程進行在線抽樣,將采集數據輸入已建立的SOMM模型,計算得到最小歐氏距離和負對數似然值,與閾值(即控制限)進行比較即可判斷當前過程是否在控。 圖1 SOMM模型在多變量制造過程中應用Fig.1 Application of SOMM model in multivariate manufacturing process 為驗證基于SOMM的ED圖和NLLP圖在航天產品的非線性和多模態制造過程的監控性能,設計了兩組實驗:第一組仿真了一個3變量非線性制造過程;第二組仿真了一個3變量多模態制造過程。為與傳統控制圖比較,本文同時測試了基于PCA的T2圖、SPE圖和基于SOM的MQE圖的性能。用平均運行步長(ARL)、異常探測率等性能指標比較ED圖、NLLP圖、T2圖、SPE圖和MQE圖的制造過程監控性能。 2.1 實驗參數設置 實驗前,用戶需提前設置模型的部分關鍵參數。設EM迭代步數1 000以獲得SOMM的參數,最終的SOMM的對數似然值也需被記錄以評估SOMM模型的學習效果。執行EM算法前,SOMM的參數(均值和方差)需被初始化,以獲取更快的EM擬合,本文用K-Means算法初始化SOMM的參數。EM算法終止的標準為:完成1 000次迭代;當SOMM的對數似然值在連續的兩個迭代步驟未被提高。通常在迭代過程中會滿足第二個終止標準,這樣EM一般無需進行1 000次迭代,學習效率被提高。 2.2 非線性制造過程 本實驗模擬了一個3變量非線性制造過程,該過程有變量3個,但只有自變量1個,定義 (13) 式中:e1,e2,e3為相互獨立的干擾變量,服從N(0,0,1)分布;a為[0,2]間的隨機數。根據式(13)生成仿真數據作訓練樣本200組,另生成仿真數據作測試樣本300組,從第101處起,在測試樣本中的變量x1中加入一個d(t)=g*(t-100)的趨勢型異常。此處:t為時間;g為趨勢坡度值,g>0為上升趨勢,g<0為下降趨勢。取g=0.02σ,所得在控數據與測試數據分布如圖2所示。 圖2 非線性制造過程的在控數據與測試數據分布Fig.2 Distribution of in-control data and test data of nonlinear manufacturing process 先進行PCA分析,可知其前2個主元包含了所給數據99.35%的信息,因此實驗中選擇前2個主元作為輸入,得到基于PCA的T2圖和SPE圖如圖3所示。為便于比較,本實驗中控制限置信概率統一定為0.99。由圖3可知:當出現趨勢型異常時,T2圖和SPE圖的指標均隨時間推移而逐漸上升,但效果相差很大,T2圖在第160處才監測到異常,SPE圖則遠優于T2圖,在第120處發現異常,但異常探測靈敏度有待進一步提高。 圖3 非線性制造過程基于PCA的T2圖和SPE圖Fig.3 T2 and SPE graph of nonlinear manufacturing process based on PCA 用SOM進行分析,得到MQE圖如圖4所示,其置信概率為0.99。由圖4可知:在約135處監測到異常發生,靈敏度優于T2圖,但不及SPE圖。 圖4 非線性制造過程基于SOM的MQE圖Fig.4 MQE graph of nonlinear manufacturing process based on SOM 根據在控數據建立SOMM如圖5所示。由圖5可知:模型充分描述了在控數據。SOMM建立后,將測試數據輸入其中,所得ED,NLLP圖如圖6所示。由圖6可知:當出現異常時,其ED,NLLP快速上升,在120處越過控制限,靈敏度優于T2圖和MQE圖,與SPE圖相當。 圖5 非線性制造過程SOMM建模Fig.5 SOMM modeling of nonlinear manufacturing process 圖6 非線性制造過程基于SOMM的ED圖和NLLP圖Fig.6 ED and NLLP graph of nonlinear manufacturing process based on SOMM 2.3 多模態制造過程 在生產過程中,系統可能存在不同的穩定工作狀態,本實驗模擬了一個2模態3變量過程。定義變量 (14) 式中:si1,si2均服從高斯分布;i=1,2,3。狀態Ⅰ總體均值向量μ1,Σ1分別為 μ1=[0 0 0]T, 狀態Ⅱ總體均值向量μ2,Σ2分別為 μ2=[6 6 6]T, 狀態Ⅰ、Ⅱ均為正常在控狀態,分別仿真產生數據100組作為在控數據,另根據狀態Ⅰ仿真生成數據300組作為測試樣本,從101處起,在測試樣本中s11加上一個大小為3σ的階躍型異常,數據分布如圖7所示。 圖7 多模態制造過程在控數據與測試數據分布圖Fig.7 Distribution of in-control data and test data of multi-mode manufacturing process 先進行傳統PCA分析,通過分析選取前2個主元,所得基于PCA的T2圖和SPE圖如圖8所示。為便于比較,本實驗中置信概率統一定為0.99。由圖8可知:T2圖探測率非常低,監控效果很差;SPE圖監控效果較好,但探測率仍較低。 圖8 多模態制造過程基于PCA的T2圖和SPE圖Fig.8 T2 and SPE graph of multi-mode manufacturing process based on PCA 用SOM進行分析,所得MQE圖如圖9所示,其置信概率為0.99。由圖9可知:MQE圖可快速檢測到異常,探測率較SPE圖有所提高,但仍不很理想。 圖9 多模態制造過程基于SOM的MQE圖Fig.9 MQE graph of multi-mode manufacturing process based on SOM 根據在控數據建立SOMM如圖10所示。由圖10可知:模型充分描述了在控數據。SOMM建立后,將測試數據輸入該模型,所得ED圖和NLLP圖如圖11所示。由圖11可知:當過程出現異常時, ED,NLLP快速上升,可快速檢測到異常,探測率較MQE圖進一步提高。 圖10 多模態制造過程SOMM建模Fig.10 SOMM modeling of multi-mode manufacturing process 圖11 多模態制造過程基于SOMM的 ED圖和NLLP圖Fig.11 ED and NLLP graph of multi-mode manufacturing process based on SOMM 由于傳統的多變量統計過程控制方法對航天器的各類部件(主要關鍵鋁合金部件)加工過程的多變量制造過程(呈現多模態、非線性分布)無法實現有效的控制,本文提出了基于SOMM的過程控制方法,并開發了ED,NLLP過程狀態量化指標,進一步應用于多變量過程的監控,實驗表明這兩種控制圖在非線性及多模態過程中具有良好的監控效果。為驗證該模型的效果,將之與PCA和SOM模型在非線性和多模態過程的監控效果進行比較,分析結果表明:與其他控制圖相比,ED,NLLP控制圖在平均運行步長和異常探測率方面均有更好性能。基于SOMM的ED,NLLP控制圖的提出,對非線性和多模態制造過程的質量控制提供了一種有效的解決途徑。基于SOMM的ED,NLLP控制圖可用于現代航天器的各類部件(如鋁合金部件)的工序加工過程質量的控制,后續可對其在實際工程應用中的有效性進行驗證,進一步研究基于SOMM的ED,NLLP控制圖的多變量制造過程故障源診斷,以實現對失控過程的快速調整。 [1] 范蕾懿. 質量安全與質量風險管理研究[J]. 上海航天, 2014, 31(S1): 35-37+59. [2] SPANOS C J. Statistical process control in semiconductor manufacturing[J]. Proc IEEE, 1992, 80(6): 819-830. [3] JACKSON J E. A user’s guide to principal components[M]. New York: Wiley, 1991. [4] DONG D, MCAVOY T J. Nonlinear principal component analysis based on principal curves and neural networks[J]. Computers & Chemical Engineering, 1996, 20(1): 65-78. [5] LEE J M, YOO C K, LEE I B. Statistical process monitoring with independent component analysis[J]. Journal of Process Control, 2004, 14: 467-485. [6] LEE J M, QIN S J, LEE I B. Fault detection and diagnosis based on modified independent component analysis[J]. AIChE Journal, 2006, 52: 3501-3514. [7] HU K, YUAN J. Multivariate statistical process control based on multiway locality preserving projections[J]. Journal of Process Control, 2008, 18: 797-807. [8] ARADHYE H B, BAKSHI B R, DAVIS J F, et al. Clustering in wavelet domain: a multiresolution ART network for anomaly detection[J]. AIChE Journal, 2004, 50(10): 2455-2466. [9] GUH R S. On-line identification and quantification of means shifts in bivariate processes using a neural network-based approach[J]. Quality and Reliability Engineering International, 2007, 23(3): 367-385. [10] 朱波, 劉飛, 李順江. 基于優化有向無環圖支持向量機的多變量過程均值異常識別[J]. 計算機集成制造系統, 2013, 19(3): 559-568. [11] YU J B. Hidden Markov models combining local and global information for nonlinear and multimodal process monitoring[J]. Journal of Process Control, 2010, 20: 344-359. [12] SALEHI M, BAHREININEJAD A, NAKHAI I. On-line analysis of out-of-control signals in multivariate manufacturing processes using a hybrid learning-based model[J]. Neuro Computing, 2011, 74(12/13): 2083-2094. [13] YU J B. Fault detection using principal components-based Gaussian mixture model for semiconductor manufacturing process[J]. IEEE Transaction on Semiconductor Manufacturing, 2011, 24(3): 432-444. [14] 羅先喜, 苑明哲, 王宏. 基于主元分析確定多變量系統控制極限的方法[J]. 計算機集成制造系統, 2012, 18(10): 2331-2336. [15] YU J B, XI F. Using an MQE chart based on a self-organizing map NN to monitor out-of-control signals in manufacturing processes[J]. International Journal of Production Research, 2008, 46(21): 5907-5933. Multivariable Manufacturing Process Control for Aerospace Product Based on Self-Organizing Mixture Model YU Jian-bo1, LI Chuan-feng1, WU Hao2, CHENG Hui3 (1. School of Mechanical Engineering, Tongji University, Shanghai 201804, China; 2. Shandong Special Equipment Inspection Institute, Jinan 250101, Shandong, China; 3. Shanghai Aerospace Equipments Manufacturer, Shanghai 200245, China) To solve effective monitoring difficulties in process control when using conventional multivariate process control methods because of nonlinear or multimodal characteristics shown in some complicated multi-variable manufacturing processes for aerospace products due to the randomness of the manufacturing process, a process control method based on self-organizing mixture model (SOMM) was proposed to implement the modeling and monitoring of nonlinear and multimodal processes in this paper. Self-organizing map and mixture model were combined in this method to accomplish the modeling of the nonlinear and multimodal processes. The threshold value of the control chart was set. The two control charts were proposed to identify and assess the process states online, which were the minimum Euclidean distance chart and the negative log-likelihood probability chart. The proposed manufacturing process control system based on SOMM was composed of two parts which were modeling out line and control on line. To verify the monitoring performances of this method in nonlinear and multi-modal processes, two simulation experiments were conducted, and then comparison was performed with traditional methods such as principal component analysis and self-organizing map. The experimental results show that the proposed method has better monitoring performances than the regular method in nonlinear and multi-modal processes and it can apply to the quality control of the aerospace products manufacturing. Multivariable manufacturing process; Process quality; Statistical process control; Process control; Control chart; Multimodal; Nonlinear; Self-organizing mixture model 1006-1630(2016)05-0042-08 2016-06-27; 2016-09-04 國家自然科學基金資助(51375290);中央高校基本科研業務費 余建波(1978—),男,博士,副教授,主要研究方向為數據挖掘、智能維護和機器學習。 TP277; V461 A 10.19328/j.cnki.1006-1630.2016.05.007



2 實驗分析

3 結束語
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
廣西科技大學學報(2016年1期)2016-06-22 13:10:37
湖北經濟學院學報·人文社科版(2015年8期)2015-12-29 05:53:07
核科學與工程(2015年4期)2015-09-26 11:59:03
航空學報(2015年4期)2015-05-07 06:43:35
上海電機學院學報(2015年4期)2015-02-28 14:30:00
計算物理(2014年2期)2014-03-11 17:01:39
