自動鋪帶工藝參數(shù)對復(fù)合材料性能的影響
2016-12-19 20:19:13徐小偉李楠楊紹昌
中國高新技術(shù)企業(yè) 2016年1期
關(guān)鍵詞:復(fù)合材料實(shí)驗(yàn)
徐小偉 李楠 楊紹昌
摘要:文章針對復(fù)合材料自動鋪帶技術(shù)中的鋪設(shè)壓力和加熱溫度兩種工藝參數(shù),通過對固化成型后的復(fù)合材料標(biāo)準(zhǔn)試樣進(jìn)行拉伸試驗(yàn)、壓縮試驗(yàn)、層間剪切試驗(yàn)及面孔隙率測試,研究了不同鋪帶壓力和溫度工藝參數(shù)對復(fù)合材料力學(xué)性能的影響。研究表明,不同鋪設(shè)壓力對復(fù)合材料的各項(xiàng)力學(xué)性能均有影響,而加熱溫度對面孔隙率含量的影響尤為明顯。
關(guān)鍵詞:復(fù)合材料;自動鋪帶;工藝參數(shù);力學(xué)性能;鋪設(shè)壓力;加熱溫度 文獻(xiàn)標(biāo)識碼:A
中圖分類號:TP391 文章編號:1009-2374(2016)01-0063-02 DOI:10.13535/j.cnki.11-4406/n.2016.01.032
1 概述
降低加工成本、提高材料性能是當(dāng)今復(fù)合材料大規(guī)模工業(yè)化應(yīng)用亟待解決的問題和必然趨勢。近年來,國內(nèi)外在復(fù)合材料低成本制造技術(shù)的研究領(lǐng)域取得了一定的進(jìn)展,多種低成本制造技術(shù)應(yīng)運(yùn)而生。憑借可大幅提高生產(chǎn)效率、產(chǎn)品質(zhì)量的可靠性和穩(wěn)定性,降低制造成本,且易于精確控制工藝參數(shù)和技術(shù)指標(biāo)等優(yōu)點(diǎn),自動鋪帶技術(shù)成為目前發(fā)展最快、最有效的復(fù)合材料自動化制造技術(shù)之一。自動鋪帶技術(shù)最早在20世紀(jì)70年代由Boing公司等公司聯(lián)合開發(fā),迄今為止已經(jīng)發(fā)展近40年。目前,世界上復(fù)合材料制造技術(shù)先進(jìn)的公司例如美國的Boing公司、AIRBUS公司、ECF公司等在飛機(jī)復(fù)合材料的構(gòu)件制造技術(shù)中都已廣泛采用了自動鋪帶技術(shù),采用該技術(shù)制造出的復(fù)合材料的零部件也都已經(jīng)大量安裝在了生產(chǎn)的許多飛機(jī)上。高效率、高質(zhì)量和低成本是自動鋪帶技術(shù)的最突出的特點(diǎn)。自動鋪帶技術(shù)是一種結(jié)合溫度控制和質(zhì)量檢測功能,集成了預(yù)浸料剪裁、定位、鋪疊等多種工序于一體的數(shù)控加工技術(shù)。該技術(shù)的核心功能是通過鋪帶頭的規(guī)律運(yùn)動實(shí)現(xiàn)預(yù)浸帶的傳送、切割、加熱、輥壓等學(xué)一系列操作,達(dá)到復(fù)合材料自動鋪疊的目的。由于具備高效率、低成本等優(yōu)勢,目前自動鋪帶技術(shù)在國內(nèi)外航空航天復(fù)合材料結(jié)構(gòu)的加工制造領(lǐng)域已取得了成功的應(yīng)用。與此同時,對自動鋪帶技術(shù)工藝參數(shù)的研究也成為當(dāng)前復(fù)合材料設(shè)計制造領(lǐng)域關(guān)注的熱點(diǎn)。
本文結(jié)合實(shí)驗(yàn)研究探討了自動鋪帶技術(shù)中鋪設(shè)壓力和加熱溫度兩種工藝參數(shù)對復(fù)合材料性能的影響,旨在從工藝方法上為自動鋪帶技術(shù)在復(fù)合材料結(jié)構(gòu)件加工制造提供參考與指導(dǎo)。實(shí)驗(yàn)結(jié)果表明,不同鋪設(shè)壓力和加熱溫度對復(fù)合材料產(chǎn)生顯著的影響。
2 實(shí)驗(yàn)部分
2.1 實(shí)驗(yàn)設(shè)備與材料
組成自動鋪帶機(jī)的主要系統(tǒng)部件包括臺架系統(tǒng)、鋪帶頭以及獨(dú)立工作單元。其中鋪帶頭是自動鋪帶機(jī)的核心部件,用于實(shí)現(xiàn)鋪層過程復(fù)材帶料傳送、切割與鋪放控制。圖1顯示了自動鋪帶機(jī)的大致工作流程。首先,復(fù)合材料預(yù)浸帶被安放于鋪帶頭中,并通過一組滾輪導(dǎo)出;然后,經(jīng)過加熱后的預(yù)浸帶在壓輥的作用下被鋪疊到工裝或上一層已鋪好的材料上;最后,為保證鋪放的材料與工裝外形保持一致,將預(yù)浸帶按照預(yù)先設(shè)定好的方向通過切割刀切斷。上述整個過程都由計算機(jī)自動控制,鋪放預(yù)浸帶的同時,背襯材料通過回料滾輪進(jìn)行回收。本文針對鋪設(shè)壓力和加熱溫度兩種工藝參數(shù),通過對固化成型后的復(fù)合材料標(biāo)準(zhǔn)試樣進(jìn)行拉伸試驗(yàn)、壓縮試驗(yàn)、層間剪切試驗(yàn)及面孔隙率測試,考察不同壓力和溫度工藝參數(shù)對復(fù)合材料力學(xué)性能的影響。本研究中的復(fù)合材料采用由CYTCE公司提供的CYCOM X850-35-12KIM+-190-ATL環(huán)氧預(yù)浸料(寬150mm)。本次實(shí)驗(yàn)中,所使用的自動鋪帶機(jī)的型號為TORRESLAYUP,生產(chǎn)廠家為M.Torres,該設(shè)備主要用于鋪貼復(fù)合材料。另外,該試驗(yàn)中用到的電子拉力試驗(yàn)機(jī)的型號分別為CMT5105和CMT7204,生產(chǎn)廠家為深圳新三思計量技術(shù)有限公司,其中CMT5105電子拉力試驗(yàn)機(jī)用于拉伸試驗(yàn)、壓縮試驗(yàn);CMT7204電子拉力試驗(yàn)機(jī)用于層間剪切試驗(yàn);該實(shí)驗(yàn)中所使用的顯微鏡型號為DMM-300C,由上海蔡康光學(xué)儀器有限公司生產(chǎn),顯微鏡用于面孔隙率測試。
2.2 實(shí)驗(yàn)方法與步驟
本實(shí)驗(yàn)所涉及的自動鋪帶工藝參數(shù)為鋪帶溫度與壓力。實(shí)驗(yàn)采用固定其中一種參數(shù),通過改變另一種參數(shù),考察其對制備的復(fù)合材料性能的影響,并分別進(jìn)行討論。當(dāng)加熱溫度一定時,實(shí)驗(yàn)選取四種不同的鋪設(shè)壓力(100%滿壓、80%滿壓、50%滿壓、30%滿壓,以下簡寫為100%、80%、50%、30%)進(jìn)行鋪貼,當(dāng)鋪設(shè)壓力一定時,實(shí)驗(yàn)選取五種不同的加熱溫度(0℃、35℃、45℃、60℃、80℃)進(jìn)行鋪貼。固化成型后加工成標(biāo)準(zhǔn)試樣分別進(jìn)行拉伸、短梁剪切、面孔隙率、壓縮試驗(yàn)。每個試驗(yàn)重復(fù)5次,記錄結(jié)果并計算其平均值。
3 實(shí)驗(yàn)結(jié)果與討論
3.1 鋪設(shè)壓力的影響
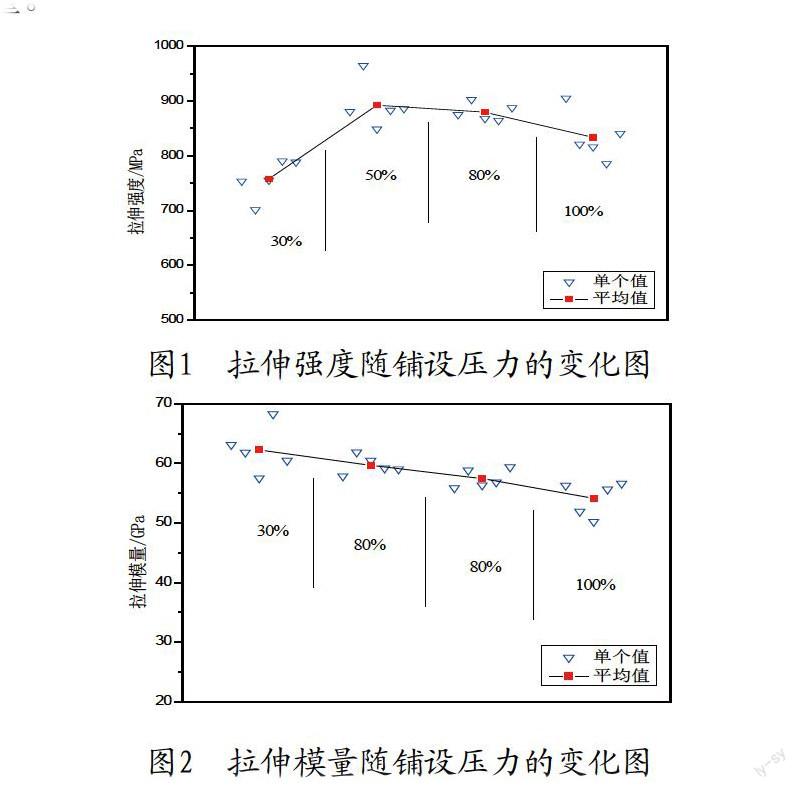
3.1.1 鋪設(shè)壓力對拉伸性能的影響。圖1是拉伸強(qiáng)度隨鋪設(shè)壓力的變化曲線(圖中三角代表每組5個試驗(yàn)的單個值,方塊代表這5個值的平均值),從圖1上可以看出拉伸強(qiáng)度的變化沒有明顯規(guī)律。圖2是拉伸模量隨鋪設(shè)壓力的變化曲線,從圖2中可以看出,隨著鋪設(shè)壓力的增大,復(fù)合材料的模量逐漸減小。這可能是因?yàn)殡S著鋪設(shè)壓力的增大,局部變形過于劇烈而出現(xiàn)皺褶,皺褶對強(qiáng)度的影響不是很明顯,但會顯著降低復(fù)合材料的拉伸
模量。
圖1 拉伸強(qiáng)度隨鋪設(shè)壓力的變化圖
圖2 拉伸模量隨鋪設(shè)壓力的變化圖
3.1.2 鋪設(shè)壓力對短梁剪切強(qiáng)度的影響。根據(jù)該實(shí)驗(yàn)過程中短梁剪切強(qiáng)度隨鋪設(shè)壓力變化的曲線可以表明:隨著鋪設(shè)壓力的增大,短梁剪切強(qiáng)度明顯增加。隨著鋪設(shè)壓力的增大,可使得當(dāng)前鋪層與上一鋪層間的預(yù)浸帶更加緊密地結(jié)合,從而有效地減少了層間空隙。此外,擠壓預(yù)浸帶也有利于樹脂流動,提高層間粘合度,進(jìn)一步降低層間空隙,從而增加層合板的有效承載面積,提高層間剪切強(qiáng)度。
3.1.3 鋪設(shè)壓力對面孔隙率的影響。根據(jù)該實(shí)驗(yàn)過程中面孔隙率含量隨鋪設(shè)壓力變化的曲線圖表明:隨著鋪設(shè)壓力的減小,面孔隙率含量呈增大的趨勢。這是由于在鋪帶過程中空氣會被卷入鋪層間,當(dāng)鋪設(shè)壓力較低時,由于樹脂的壓力不足,導(dǎo)致裹入的空氣壓力大于樹脂的壓力,從而形成層間空隙。反之,當(dāng)鋪設(shè)壓力較高時,由于可以提供較大的壓實(shí)壓力,故而能夠有效抑制孔隙長大,甚至可以使復(fù)合材料內(nèi)的空氣溶解在環(huán)氧樹脂內(nèi)。
3.1.4 鋪設(shè)壓力對壓縮性能的影響。根據(jù)本次試驗(yàn)的壓縮強(qiáng)度和壓縮模量隨鋪設(shè)壓力變化的曲線表明:在30%~80%的壓力范圍內(nèi)壓縮強(qiáng)度和模量均隨著鋪設(shè)壓力的增大而增大,而在100%的壓力處略有下降。這可能是因?yàn)椋谝欢ǖ膲毫Ψ秶鷥?nèi),隨著鋪設(shè)壓力的增大,鋪層與鋪層之間的空隙越來越小,結(jié)合更加緊密,從而增強(qiáng)了材料的壓縮性能。但當(dāng)壓力過大時,可能會由于局部變形過于劇烈而產(chǎn)生褶皺或其他缺陷,從而降低壓縮性能。
3.2 加熱溫度的影響
3.2.1 加熱溫度對拉伸性能的影響。根據(jù)實(shí)驗(yàn)數(shù)據(jù),在該實(shí)驗(yàn)過程中拉伸強(qiáng)度的平均值最大為855.25MPa,最小為798.72MPa,拉伸模量的平均值最大為61.55GPa,最小為57.75GPa,可見不同加熱溫度下的拉伸性能差異不大。所以,不同的加熱溫度對復(fù)合材料的拉伸性能影響不大。
3.2.2 加熱溫度對短梁剪切強(qiáng)度的影響。根據(jù)實(shí)驗(yàn)過程中短梁剪切強(qiáng)度隨加熱溫度變化的曲線圖,當(dāng)加熱溫度從0℃增加到80℃時短梁剪切強(qiáng)度變化很小。可以表明:不同加熱溫度下的短梁剪切強(qiáng)度的變化不大。所以,由此推斷不同的加熱溫度對材料的短梁剪切性能影響不大。
3.2.3 加熱溫度對面孔隙率的影響。根據(jù)實(shí)驗(yàn)中面孔隙率含量隨溫度變化的曲線,可以表明:隨著加熱溫度的增加,面孔隙率含量呈增大的趨勢。這可能是因?yàn)椋S著加熱溫度的升高,基體中的小分子揮發(fā)或是周圍空氣水分蒸發(fā)進(jìn)入基體形成孔隙。從實(shí)驗(yàn)數(shù)據(jù)也可以看出,雖然呈增大趨勢,但增大的幅度不大。
3.2.4 加熱溫度對壓縮性能的影響。根據(jù)實(shí)驗(yàn)過程中的壓縮強(qiáng)度和壓縮模量隨加熱溫度變化的曲線表明:加熱溫度對壓縮性能的影響及變化規(guī)律不明顯。
4 結(jié)語
根據(jù)本次實(shí)驗(yàn)的數(shù)據(jù)和結(jié)果可以得出以下結(jié)論:(1)鋪設(shè)壓力對復(fù)合材料的各項(xiàng)性能均有一定的影響,隨著鋪設(shè)壓力的增大,拉伸性能降低,短梁剪切強(qiáng)度增大,面孔隙率含量減小,壓縮性能先增大后減小;(2)加熱溫度對面孔隙率含量有一定的影響,面孔隙率含量隨著加熱溫度的升高而增大,加熱溫度對復(fù)合材料其他性能的影響不大。
參考文獻(xiàn)
[1] 李勇,肖軍.復(fù)合材料纖維鋪放技術(shù)及其應(yīng)用[J].纖維復(fù)合材料,2002,19(3).
[2] Someya Yoshiaki,Tomohiro Ito.Low Cost Towpreg for Automated Fiber Placement[J].SAMPE Journal,2004,40(2).
[3] 陳祥寶.先進(jìn)復(fù)合材料低成本技術(shù)[M].北京:化學(xué)工業(yè)出版社,2004.
[4] 陳紹杰.大型飛機(jī)與復(fù)合材料[J].航空制造技術(shù),2008,(15).
[5] 吳志恩.波音787的復(fù)合材料構(gòu)件生產(chǎn)[J].航空制造技術(shù),2008,(15).
[6] 姚俊,孫達(dá),姚振強(qiáng),等.復(fù)合材料自動鋪帶技術(shù)現(xiàn)狀與研究進(jìn)展[J].機(jī)械設(shè)計與研究,2011,27(4).
作者簡介:徐小偉(1982-),男,陜西涇陽人,中航飛機(jī)西安飛機(jī)分公司復(fù)合材料廠工程師,研究方向:復(fù)合材料制造工藝。
(責(zé)任編輯:陳 潔)
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學(xué)生數(shù)理化·中考版(2022年11期)2022-02-16 07:01:20
建材發(fā)展導(dǎo)向(2021年14期)2021-08-23 00:56:16
紡織科技進(jìn)展(2021年3期)2021-06-09 08:07:14
小哥白尼(趣味科學(xué))(2019年6期)2019-10-10 01:01:50
纖維復(fù)合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
發(fā)明與創(chuàng)新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
應(yīng)用化工(2014年10期)2014-08-16 13:11:29
