智能裝配生產(chǎn)工序研究
2016-12-17 12:26:14胡紅云梁雨昕
科技創(chuàng)新導報 2016年21期
胡紅云+梁雨昕
摘 要:該文對某公司客車裝配生產(chǎn)線流程進行了分析,利用生產(chǎn)線平衡理論找出了瓶頸工序,利用智能制造理論、工業(yè)工程理論進行了改善,提高了該生產(chǎn)線的平衡率,進而提高了生產(chǎn)效率。利用智能制造、工業(yè)工程的理論和方法分析制造業(yè)生產(chǎn)方式,可以實現(xiàn)管理創(chuàng)新。
關鍵詞:智能制造 裝配 生產(chǎn)線平衡率 瓶頸工序
中圖分類號:TM76 文獻標識碼:A 文章編號:1674-098X(2016)07(c)-0006-05
Abstract:This paper analyzes the production process of a vehicle assembly line. By applying the line-balancing theory, the intelligent manufacturing theory and the industrial engineering theory, we managed to detect bottleneck procedures and implement improvement strategies, resulting in increased balancing ratio and productivity of the assembly line. The research shows that management innovation can be achieved by analyzing the production details with intelligent manufacturing theory, industrial engineering theories and methods.
Key Words:Intelligent Manufacturing; Assembly; Line balancing ratio; Bottleneck procedure
《中國制造2025》提出了加快推動新一代信息技術與制造技術融合發(fā)展,把智能制造作為兩化深度融合的主攻方向;著力發(fā)展智能裝備和智能產(chǎn)品,推進生產(chǎn)過程智能化,培育新型生產(chǎn)方式,全面提升企業(yè)研發(fā)、生產(chǎn)、管理和服務的智能化水平。對于制造業(yè)來說,智能制造是企業(yè)未來發(fā)展的方向,通過發(fā)展智能制造,可以提升企業(yè)信息化水平,推動物聯(lián)網(wǎng)、云計算、大數(shù)據(jù)、人工智能等新興技術的應用,促進制造業(yè)工業(yè)化與信息化深度融合,推進制造業(yè)的數(shù)字化、網(wǎng)絡化和智能化發(fā)展。
1 相關文獻
當前,正值我國大力推動信息化與工業(yè)化深度融合,促進制造業(yè)轉型升級的關鍵時期,德國推動的“工業(yè)4.0戰(zhàn)略”與我國提出的兩化深度融合有若干相通之處,與我國制造強國戰(zhàn)略不謀而合。張曙(2014)[1]指出目前工業(yè)4.0處于理念和戰(zhàn)略思考階段,還不是現(xiàn)實。闡述了工業(yè)4.0的內(nèi)涵,并提出了我國企業(yè)實施工業(yè)4.0的應對策略。繆學勤(2014)[2]論述了Industry 4.0的愿景、目標、主要內(nèi)容和采用的戰(zhàn)略,分析了智能工廠的體系架構,指出應該借鑒Industry 4.0智能工廠的理念,促進我國裝備制造業(yè)轉型升級。任宇(2015)[3]對美國、日本、德國、中國的智能制造進行了比較分析。指出我國智能制造與發(fā)達國家存在較大差距。提出了相關政策建議。吳智慧(2015)[4]概述了工業(yè)4.0的由來與進化過程、內(nèi)涵與主要內(nèi)容、傳統(tǒng)制造企業(yè)如何適應工業(yè)時代、工業(yè)對中國傳統(tǒng)制造業(yè)的啟示等。劉云柏(2015)[5]介紹了互聯(lián)網(wǎng)思維下智能制造的定義、形態(tài)、架構及模式,列舉了智能制造在幾家比較有代表性的企業(yè)中的應用情況,并探討了互聯(lián)網(wǎng)思維下智能制造發(fā)展的意義。
國內(nèi)外關于智能制造的文獻對智能制造的含義、架構、內(nèi)容、技術都進行了闡述,提出了我國發(fā)展智能制造的對策。但大多都是從宏觀上進行研究,從企業(yè)生產(chǎn)與工藝上的研究較少,該文結合我國客車制造企業(yè)實際,以某客車生產(chǎn)企業(yè)為例,研究客車裝配生產(chǎn)工藝流程,解決瓶頸工序問題,朝著客車裝配生產(chǎn)線的自動化、信息化與智能化方向改造,從而提高生產(chǎn)效率。
2 智能生產(chǎn)線建設的相關理論
2.1 智能制造
將信息技術、網(wǎng)絡技術和智能技術應用于設計、制造、管理和服務等工業(yè)生產(chǎn)的各個環(huán)節(jié),以進行感知、分析、推理、判斷和決策而產(chǎn)生的一種新的工業(yè)形態(tài)。智能制造能夠大幅度地提高制造效率,改善產(chǎn)品質量,降低產(chǎn)品成本和資源消耗,將傳統(tǒng)工業(yè)提升到智能化的新階段。
2.2 生產(chǎn)線平衡
生產(chǎn)線平衡(Assembly Line Balancing),是對生產(chǎn)線上的所有工序進行負荷分析,通過調(diào)整各工序間的負荷分配使得各工序達到生產(chǎn)力平衡(作業(yè)時間盡可能相近),以達到最終消除各種等待及浪費現(xiàn)象,提高生產(chǎn)線的整體效率的目的。
這種改善工序間能力使之平衡的方法又稱為“瓶頸改善”。
生產(chǎn)線平衡以生產(chǎn)線平衡率來衡量:
生產(chǎn)線平衡率E=W/SC
其中,S為工位數(shù),C為節(jié)拍時間。
節(jié)拍時間C=W/Q
其中,W為每天的生產(chǎn)時間,Q為每天的產(chǎn)量。
2.3 瓶頸工序
指生產(chǎn)線所有工序中所用人均工時最長的工序,通常指一道工序,有時也指幾道工序。對瓶頸工序改善能夠提高整個生產(chǎn)系統(tǒng)的生產(chǎn)效率。
2.4 物聯(lián)網(wǎng)
可以形象稱之為物物相連的互聯(lián)網(wǎng),物聯(lián)網(wǎng)可以實現(xiàn)對物的感知、識別、控制、網(wǎng)絡化互聯(lián)和智能處理有機統(tǒng)一,從而形成高智能決策。
3 對某公司客車裝配線瓶頸工序的改善
3.1 某公司客車生產(chǎn)現(xiàn)狀
某公司成立于1988年12月,專注于大、中、輕型客車整車研發(fā)、生產(chǎn)、銷售和服務,其大中型客車年產(chǎn)能2萬輛,輕型客車年產(chǎn)能3萬輛,總占地面積80萬m2,是國內(nèi)知名客車生產(chǎn)企業(yè)。
3.1.1 客車裝配工藝流程
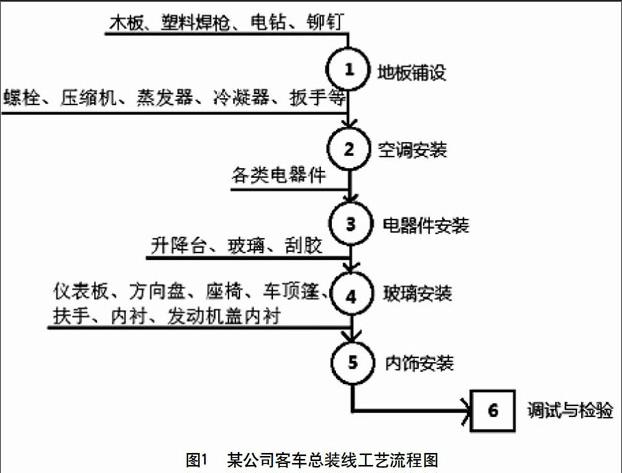
某公司客車裝配工藝流程:地板鋪設→空調(diào)安裝→電器件安裝→側窗玻璃、前檔風玻璃安裝→內(nèi)飾安裝→整車電器調(diào)試→交檢,工藝流程圖如圖1。
(1)地板鋪設。
地板鋪設根據(jù)客戶訂單選擇材料,工人手工切割焊接木板,磨平,裝好車燈,此工位有8個工人,標準作業(yè)時間38.7 min,所需總工時310 min。
(2)空調(diào)安裝。
安裝空調(diào)風道、空調(diào)壓縮機、管路、線束等。需工人2人,標準作業(yè)時間38.5 min(安裝17.5 min,調(diào)整21 min),總工時77 min。
(3)電器件安裝。
電器件安裝工位的部件較多,包括電源電路、起動電路、點火電路、空調(diào)控制電路、儀表電路、照明與信號電路、輔助電器、電子控制系統(tǒng),此工位有3個工人,標準作業(yè)時間28.3 min,總工時數(shù)85 min。
(4)側檔玻璃和前檔玻璃的安裝。
玻璃工位由工人控制升降臺將玻璃裝到汽車側面,需8個工人,標準作業(yè)時間34.4 min,總工時數(shù)275 min。
(5)內(nèi)飾件安裝。
安裝儀表板、方向盤、座椅、車頂篷和扶手、內(nèi)襯、發(fā)動機蓋內(nèi)襯等,需工人9人,標準作業(yè)時間36 min,總工時325 min。
最后進行整車電器調(diào)試。
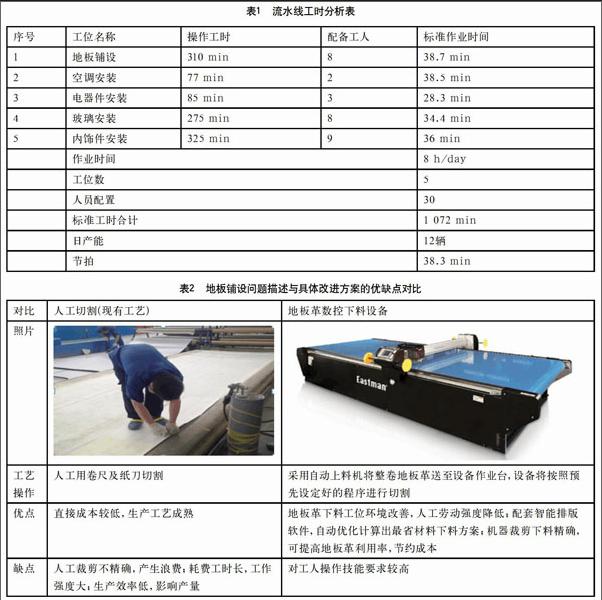
3.1.2 總裝流水線工時分析表
針對上述5個工作場地的作業(yè)情況,繪制出流水線工時分析表,如表1所示。
該條流水線作業(yè)時間:8 h/d;每天有兩次10 min休息時間,1 d制造12輛車,流水線節(jié)拍:
C-
3.2 裝配線工藝存在的問題
瓶頸一般是流水線中生產(chǎn)節(jié)拍最慢的環(huán)節(jié),會導致在制品的等待,且制約著其他工序的正常作業(yè),影響著流水線生產(chǎn)的流暢性。
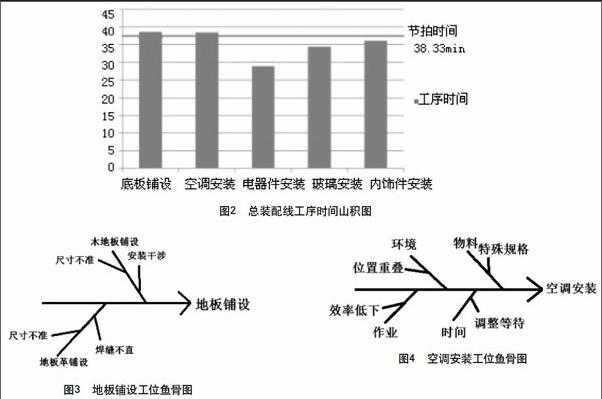
(1)繪制山積圖。
應用山積圖對客車總裝配線進行分析,記錄各個工序作業(yè)及時間如圖2所示。
由圖2可以看出,地板鋪設工序時間最長,其次是空調(diào)安裝工序,皆在節(jié)拍時間線之上,其他工序都在節(jié)拍時間線以下,因此地板鋪設為首要瓶頸工序,空調(diào)安裝為次要瓶頸工序。
(2)用魚骨圖確定造成瓶頸工序的因素。
通過認真觀察可以發(fā)現(xiàn),影響地板鋪設的主要因素是人的因素,工人進行手工切割、手工焊接、手工鋪設,生產(chǎn)時間較長,利用魚骨圖列出可能影響地板鋪設和空調(diào)安裝成為瓶頸工序的各種因素如圖3、圖4所示。
3.3 原因分析
3.3.1 地板鋪設
木地板的鋪設手工下料,手工切割造成耗時長、尺寸誤差,產(chǎn)生鼓包或縫隙,返工等問題;地板革鋪設手工切割焊接,焊縫不直,尺寸的把控不精密,需要多次測量并調(diào)整,這樣導致地板鋪設耗時長。
3.3.2 空調(diào)安裝
空調(diào)安裝調(diào)整時間長,傳動皮帶現(xiàn)場配置,占用作業(yè)空間位置時間長,影響其他工藝項目的施工,空調(diào)壓縮機安裝與后尾燈安裝、滅火器安裝共用操作位置,出現(xiàn)作業(yè)干涉現(xiàn)象,空調(diào)壓縮機約70 kg重,由人工搬入發(fā)動機倉內(nèi),勞動強度大,效率低,如此占用較多工時。
3.4 對瓶頸工藝的改善
由于地板鋪設是主要瓶頸工藝,筆者將從引入數(shù)控設備方面進行改善;空調(diào)安裝工藝是次要瓶頸工藝,從其工藝拆分方面進行改善。
3.4.1 生產(chǎn)線平衡率
公司日產(chǎn)車輛12輛,總裝配生產(chǎn)線生產(chǎn)節(jié)拍C=38.33 min/輛,是理想的生產(chǎn)狀態(tài)。
工人和設備的利用率還可以改善從而提高生產(chǎn)線平衡率。
3.4.2 對地板鋪設工位的作業(yè)方法進行改善
針對前文中分析的問題,將人工切割改為地板革數(shù)控下料機切割,引入自動化裝備提高效率。改善前后優(yōu)缺點如表2所示。
3.4.3 對空調(diào)安裝工位的作業(yè)方法進行改善
根據(jù)前文所述,造成空調(diào)成為瓶頸的占用作業(yè)空間位置時間長,影響干擾其他工藝項目施工,可以將空調(diào)壓縮機、支架、發(fā)電機、過渡輪安排到生產(chǎn)線外集中安裝調(diào)整好之后,用電動小叉車送到車上,如此節(jié)省了生線上的作業(yè)時間,減少了對其他工序的干擾。
3.5 改善效果
3.5.1 提高了效率和效益
引入地板革數(shù)控下料設備可提高地板革制作下料進度,減小地板革切割加工誤差,減少浪費;降低地板革切割工人勞動強度;生產(chǎn)線整體機械化程度提高,自動化生產(chǎn)水平得到大大改善;經(jīng)過測算,該項改善將在后續(xù)時間里每年為企業(yè)創(chuàng)造效益67.8萬元。
3.5.2 提高了生產(chǎn)線平衡率
引入數(shù)控下料機后,地板工位作業(yè)時間平均縮短10 min,該工位所需人數(shù)變?yōu)?人;將空調(diào)安裝工位中的空調(diào)壓縮機移至線外裝配,減少工位作業(yè)相互干擾,減少了作業(yè)等待時間,壓縮機安裝調(diào)試時間整體縮短了6 min,考慮調(diào)整好后用電動小叉車送到車上的時間為3 min,則該空調(diào)安裝工位生線上作業(yè)時間較原來減少了3 min。
3.6 裝配生產(chǎn)線智能化改造
經(jīng)過對瓶頸工序的優(yōu)化及數(shù)控下料設備的引進,實現(xiàn)了生產(chǎn)過程的優(yōu)化和自動化水平的提高,還可以在生產(chǎn)線上引入物聯(lián)網(wǎng)技術,在每道工序上裝上RFID和傳感器,實現(xiàn)自動感知,上道工序完成之后,自動轉入下道工序,實現(xiàn)生產(chǎn)數(shù)據(jù)的自動傳輸,以此來提高整條裝配生產(chǎn)線的自動化、信息化、智能化水平。
4 結語
經(jīng)過某公司客車生產(chǎn)線瓶頸工序的改善,提高了生產(chǎn)線平衡率,消除了等待、浪費和低效現(xiàn)象,為裝配生產(chǎn)線實施數(shù)據(jù)化智能化改造創(chuàng)造了條件,提高了企業(yè)生產(chǎn)效率。
我國制造業(yè)普遍存在不斷提高生產(chǎn)效率的問題,而影響生產(chǎn)效率提高的因素大部分企業(yè)都是生產(chǎn)組織方式問題,即生產(chǎn)線上的瓶頸工序導致生產(chǎn)線平衡率低,利用科學的分析方法,對影響生產(chǎn)效率的因素進行持續(xù)改善,可以提高制造業(yè)的生產(chǎn)效率,從而實現(xiàn)管理創(chuàng)新。而在此基礎上引進先進的工業(yè)及信息化技術,可以促進智能制造。
參考文獻
[1] 張曙.中國制造企業(yè)如何邁向工業(yè)4.0[J].機械設計與制造工程,2014(12):1-5.
[2] 繆學勤.智能工廠與裝備制造業(yè)轉型升級[J].自動化儀表,2014(3):1-6.
[3] 任宇.中國與主要發(fā)達國家智能制造的比較研究[J].工業(yè)經(jīng)濟論壇,2015(2):68-76.
[4] 吳智慧.工業(yè)4.0:傳統(tǒng)制造業(yè)轉型升級的新思維與新模式[J].家具,2015(1):1-7.
[5] 劉云柏.互聯(lián)網(wǎng)思維下的智能制造構成和應用與意義[J].電子產(chǎn)品可靠性與環(huán)境試驗,2015(3):1-6.
[6] 吳曉艷.裝配生產(chǎn)線平衡的研究[D].上海交通大學,2007
[7] 王國化.豐田制造業(yè)真經(jīng)[M].北京工業(yè)大學出版社,2014.
[8] 謝峰,張于賢.基于工序時間尋找生產(chǎn)線瓶頸的新方法[J].東南大學學報:哲學社會科學版,2014(S2):72-73,84.
[9] 武超然,李芳.基于方法研究及仿真的汽車零部件流程優(yōu)化[J].工業(yè)工程管理,2014(5):43-51.