十字型鋼柱一級焊縫施工質量控制
2016-12-15 03:38:47雷進發中鐵上海工程局集團第六工程有限公司昆明650200
工程建設與設計 2016年15期
雷進發(中鐵上海工程局集團第六工程有限公司,昆明650200)
十字型鋼柱一級焊縫施工質量控制
雷進發
(中鐵上海工程局集團第六工程有限公司,昆明650200)
目前在各類建筑工程建設中,為了保證建筑鋼結構安全質量系統的提升,鑒于一級焊縫技術具有較強的連接的等強性,因此,在建筑工程建設中得到普遍運用。論文以昆明南站為例,通過對站內結構的十字型鋼柱運用一級焊縫技術設計和工藝進行探討,證明一級焊縫技術在建筑工程建設中能夠更好地提升建筑鋼結構的安全質量系數。
一級焊縫;十字焊縫;引弧板
【DOI】10.13616/j.cnki.gcjsysj.2016.11.049
1 工程概況
昆明南位于國鐵昆明南站出站廳及其下部,為呈貢支線及規劃4號線的終點。北接祥園南街,與白龍潭水庫毗鄰,南接聯大路,西為火車站西廣場,東邊連接白龍潭停車場。昆明南站有效站臺中心里程右ZDK5+108.629,車站主體結構外包長度571.00m,外包總寬55.25m(標準段),有效站臺中心里程處軌頂絕對標高為1924.650m,結構內包含十字型鋼柱22根,共計約645t。
2 設計概況
2.1尺寸外觀設計要求
十字型鋼柱設計共22根,按斷面尺寸可以分為以下幾種:1 000mm×1 000mm、1 200mm×1 200mm、2 000mm× 1800mm三種,數量依次為:6根、12根、4根,其中,1000mm×1000mm的鋼柱腹板 25mm、翼緣板 40mm,1 200mm× 1200mm、2000m×1800m的鋼柱腹板40mm、翼緣板60mm,詳見圖1。
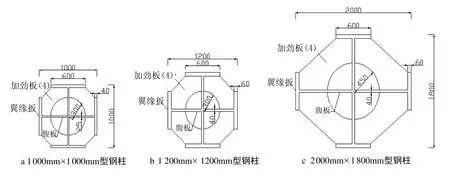
圖1 十字型鋼柱斷面結構示意圖
2.2焊縫設計要求
1)1 000mm×1000mm鋼柱除梁柱節點處為一級焊縫外,其余均為二級焊縫。
2)1 200mm×1 200mm、1 400mm×1 400mm柱腳板處為二級焊縫,其余均為一級焊縫。
3)2 000mm×1 800mm鋼柱除柱腳板處為二級焊縫,其余均為一級焊縫。
3 焊接工藝重難點
該工程最難點在于一級焊縫,一級焊縫為焊接工藝中最高級別也是難度最大的焊縫。其難點主要在以下幾點:
1)探傷檢測嚴格,必須全熔透,不允許任何部分有夾渣、夾氣泡的現象,且返工次數不允許超過3次,3次后檢測不合格母材不能繼續使用,即報廢。
2)焊縫滿足要求的同時,十字截面尺寸偏差不能超過規范要求,即截面尺寸控制難度極大。
3)加勁板間距太近,操作空間太小,施焊難度極大。
4 重點控制措施
4.1不能全熔透、夾渣、夾氣泡的問題
1)不能全熔透的問題主要是由于坡口形式不到位;構件對接口預留間隙過小;焊接電流、電壓過小;焊接材料使用不當造成的。經實踐證明,對于以上問題解決方法為:坡口形式為45°角雙坡口,且分為大小坡口,構件對接口預留間隙宜為8mm,人工電弧氣泡焊電流、電壓分別控制在260~300A、30~35V,焊絲為ER50-6,1.2mm,保護氣體為CO2,埋弧焊焊絲為H08MnA,4.0mm,焊劑為HJ431。如圖2所示。

圖2 雙坡口形式圖
2)夾渣的問題主要由于:焊接口打磨與兩層焊藥間清根不到位導致,故施焊前需用打磨機對坡口與焊接平面進行打磨處理,打磨干凈后方能施焊,打底完成1層后,再用打磨機對本層表面的焊渣、焊皮進行打磨清理,直至第1層打底表面完全光亮即為清根完成。
3)產生氣泡的主要原因是由于焊接時不均勻某段焊藥堆積過厚導致氣泡無法正常排出而產生,故焊接時需保持勻速移動且焊藥堆積控制在6mm以內,以保證氣體能正常排出。
4.2截面尺寸控制問題
截面尺寸發生變化是由于施焊時焊縫收縮變形的原因造成,要控制截面尺寸需最大限度減少焊縫收縮變形即可。控制焊縫收縮變形有以下幾個措施:
1)構件組合后用方形鋼板作為加固板進行加固定位,減少焊縫收縮量時能有效地控制變形,如圖3所示。
2)下料時要考慮5mm左右的焊縫收縮量,保證截面尺寸偏差往正偏差方向偏差且在規范范圍內。
3)施焊前對構件進行預熱,減少焊縫施焊前后溫差,從而降低焊縫收縮變形量。
4)為了保證焊縫每個部位均勻收縮,焊接時不宜從頭至尾一次性焊完,應分段進行,且每隔50cm用焊條將焊縫間隙墊起。
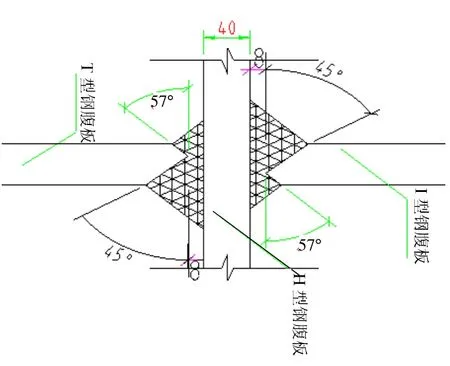
圖3 焊縫對接示意圖
4.3加勁板焊接
由于加勁板間距太小(最小間距僅10cm),造成操作空間受限,故焊接必須采用單坡口并背面加引弧板的形式,同時,為了保證焊工施焊的最佳角度與焊接進度,宜采用將型鋼柱倒立的形式焊接,焊接順序從下至上依次焊接,詳見圖4所示。
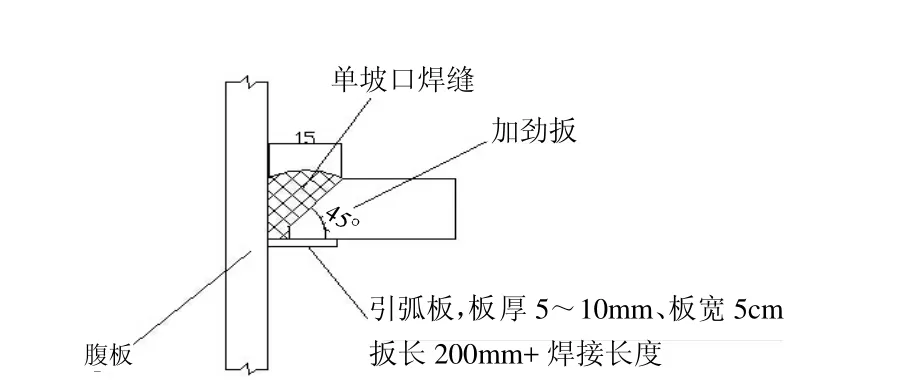
圖4 單坡口加引弧板示意圖
5 結語
目前,一級焊縫已逐漸普及到各類建筑,一級焊縫主要是保證鋼構件連接的等強性,因此,安全質量系數大幅提升,但一級焊縫的焊接在焊接工藝確定的情況下必須還要有技術一流的焊工及充足的施焊時間,在短時間內施焊是很難達到一級焊縫要求的,并有將母材報廢的隱患。舉例說明:1條10m的焊縫兩個焊工無返工情況下需24h左右才能完成打底,對于此加勁板的焊接工藝為首次使用,實踐證明,此工藝在焊接進度和質量上俱佳,能推廣使用。
The Construction Quality Control of the First GradeWelded Joint of theCross SectionSteel Column
LEI Jin-fa
(ShanghaiCivilEngieeringGroup SixthCo.Ltd.,Kunm ing 650200,China)
Currently in all types of building construction,in order to guarantee the construction steel structure safety and quality system improvement,due toweld technique has thestrong connectivityofstrong,so in the construction engineering construction get w idely used.The Kunming Station asan example,through the station structure ofcrossshaped steel column are discussed byusing a weld technology design and process that a weld technology in building engineering construction can better improve the quality of constructionsteelstructuresafetycoefficient.
firstgradeweld;crossweld;arc ignition
TU712.3
A
1007-9467(2016)11-0159-02
雷進發(1980~),男,湖北武漢人,工程師,從事工程管理研究。
2016-05-25
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24
