雙金屬復合海管環焊縫背部氧化的控制
2016-12-15 01:22:17盧衛卓劉海剛郭龍創張興濤
焊管 2016年1期
盧衛卓,劉海剛,郭龍創,張興濤
(1.北京隆盛泰科石油管科技有限公司,北京 100101;2.寶鈦集團有限公司,陜西 寶雞721014;3.西安向陽復合管有限公司,西安 710025)
雙金屬復合海管環焊縫背部氧化的控制
盧衛卓1,劉海剛1,郭龍創2,張興濤3
(1.北京隆盛泰科石油管科技有限公司,北京 100101;2.寶鈦集團有限公司,陜西 寶雞721014;3.西安向陽復合管有限公司,西安 710025)
為了使雙金屬復合海管鋪設過程中產生的環焊縫背部氧化問題得到有效控制,對國內現有雙金屬復合海管環焊縫背部氧化及其控制進行了分析研究。分析結果表明:焊接控制是關鍵,通過焊接工藝控制、焊接設備控制、焊接材料控制、焊接人員控制、焊接環境控制完全可以防止環焊縫背部氧化,特別是焊接參數實時監測儀與氧份實時監測設備的應用,可確保管線焊接質量;焊后內焊縫內窺鏡檢查的應用,能夠直接客觀地對焊縫背部質量做出評價,減少了切口檢查造成的浪費。
雙金屬復合管;海洋管線;TIG焊;環焊縫背部氧化
雙金屬復合海管是以碳鋼管(X52和X65等管線鋼管)為基管,耐腐蝕合金鋼管 (316L和304L等不銹鋼管)做內襯管,通過水壓、爆炸或旋壓等方式使內襯管發生塑性變形與基管形成機械復合,復合后鋼管兩端車削掉120mm左右耐腐蝕合金內襯管,在車削掉內襯管處堆焊厚度5mm左右或大于襯管壁厚2 mm的耐腐蝕合金 (625/316),最終將堆焊處車削加工至設計要求的鋼管內徑尺寸。從結構分析,復合海管充分利用了碳鋼基管的優良力學性能及廉價性,同時利用了耐腐蝕合金襯管的耐蝕性,從而具有了優良的力學性能和優異的抗腐蝕性能。因此近年來大量應用于海底管線,例如崖城13-4氣田、番禺35-1和35-2油氣田、黃巖油氣田等。
1 鋪設焊接方法及應用現狀
由于雙金屬復合海管管端堆焊了耐腐蝕合金層,縮小了焊接方法的可選范圍(耐腐蝕合金目前只能選擇氬弧焊或氦弧焊),同時環焊縫焊接過程中有異種金屬過渡段,使其焊接難度加大,目前成熟工藝大致可分為兩種:①氬弧焊打底加焊接耐腐蝕合金層+過渡焊條或焊絲電弧焊+與基管匹配焊條或焊絲電弧焊;②直接選用力學性能良好的耐腐蝕合金焊條或焊絲焊接整個環焊道。工藝①在焊接過程中需要更換焊接設備和焊材,所以焊接效率低,鋪設費用高,實際鋪設中尚未應用。目前應用的是工藝②,鎢極氬弧焊(TIG)+625鎳基合金焊絲。
國內已鋪設的雙金屬復合海管管線(崖城13-4氣田、番禺35-1和35-2油氣田、黃巖油氣田)全部采用TIP全自動鎢極氬弧焊(TIG)+625鎳基合金焊絲工藝。從使用情況分析,這種焊接工藝的優越性很明顯,焊縫外觀規則,力學性能穩定優異,唯一的瑕疵就是環焊縫的背部氧化,該問題始終影響鋪設進度。筆者就國內雙金屬復合海管的制造、陸地預制及海上安裝鋪設質量監督等方面,對環焊縫背部氧化的控制進行了研究。
2 環焊縫背部氧化的特點
2.1 環焊縫背部氧化隱蔽性
目前所生產的雙金屬海管鋪設的最大直徑為219 mm,在施焊過程中發生的背部氧化會很難直接觀察到。
2.2 環焊縫背部氧化的偶然性
目前海管鋪設鎢極氬弧焊(TIG)環焊縫焊接工藝已成熟,為了保證工藝的穩定性,每個焊接工藝在項目上應用均是在陸地上采用與鋪設管線相同規格的雙金屬復合管短節(350 mm左右)進行大量試驗,一般至少都在100個環焊縫以上,環焊縫背部100%目視可以很容易觀察到有無氧化,當試焊的短節100%不發生氧化及按照DNV理化試驗合格的情況下,此焊接工藝才能用于工程,因此正常鋪設不會出現大量環焊縫背部氧化,大多是設備不正常或焊工操作不當導致的個別氧化。
2.3 環焊縫背部氧化程度的多樣性
從現場施工發現的氧化缺陷來看,其表現較為多樣,有單點氧化、多點氧化、連續弧長氧化等,氧化后顏色從輕到重,依次為金黃—淺藍—深藍—深黑,如圖1所示。
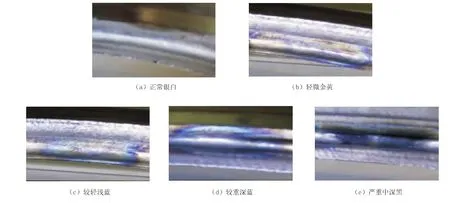
圖1 環焊縫背部不同氧化程度實物照片
2.4 環焊縫背部氧化的危害性
環焊縫背部氧化不僅使焊縫中的有益合金元素被燒損,而且所形成的氧化物又夾雜在焊縫中,使焊縫金屬的力學性能嚴重下降,特別是塑性和韌性急劇下降。圖2所示為高溫下各元素與氧元素的親和力大小排序,在625鎳基焊絲(ERNiCrMo-3)形成的焊縫中, Si、V、Mn、Cr有益元素先后被燒損,嚴重時Ni也會被大量燒損,特別是大量的Cr燒損使焊縫的抗腐蝕性能嚴重下降。
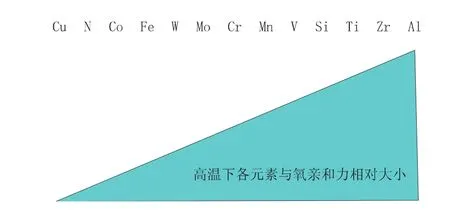
圖2 高溫下各元素與氧元素親和力大小示意圖
2.5 環焊縫背部氧化常規無損不易檢出
從目前海管鋪設主要使用的檢測方法RT拍片、UT檢測(包括專為雙金屬復管開發的專用AUT、PAUT檢測)來看,環焊縫背部氧化均不能被有效檢出。射線檢測及X線影像形成的基本原理是X線的特性和零件的致密度與厚度之差,因此除非氧化缺陷特別嚴重形成疏松孔才能被檢出;超聲檢測是根據超聲波在材料中傳播至界面時產生反射或使透過的能量下降等物理現象,利用測量反射或透過的超聲波強度來檢測材料內、外部的缺陷,并能直接反映出缺陷的相對大小以及深度的定量檢測,因此氧化缺陷很難檢出,除非氧化缺陷很嚴重形成疏松或氧化孔。
3 環焊縫背部氧化原因及控制
3.1 氧化原因
造成雙金屬復合海管環焊縫背部氧化原因很多,如設備故障、工藝參數不匹配、焊接人員操作失誤等,但最根本的原因是背部氬氣保護不良導致焊縫氧化,因此控制氧化問題的關鍵是控制背部保護氬氣。
3.2 環焊縫背部氧化控制措施
3.2.1 焊接工藝控制
雙金屬復合海管鋪設時,焊接工藝均是經過大量同規格雙金屬復合海管短節試焊過的,在保證100%合格后選定,因此焊接工藝的整體不會有問題。然而焊接工況的變化,反應到焊縫上就會出現不同的缺欠,甚至缺陷(包括氧化),因此焊接時微調工藝參數是很有必要的,調節應由焊接工程師根據缺欠或缺陷類型在評定合格的工藝范圍內適時調整。
3.2.2 焊接設備控制
目前國內雙金屬復合管環焊縫焊接設備均采用TIP全自動TIG焊機加充氬氣壩內對口器。從施工應用情況來看,設備正常情況下能夠確保焊縫質量,然而設備的失穩很偶然并且持續時間不定,特別是第一道根焊時設備失穩立刻就會產生缺欠或缺陷(包括氧化),因此現場采用焊接參數記錄儀及全過程信息監控技術,實現焊接參數的動態監控,便于焊接工程師與QC人員進行質量控制。當出現焊接缺陷時,也可用儀器導出焊接參數記錄,分析缺陷原因。除焊機系統控制外,充氬氣壩內對口器的控制同樣也很重要,從試驗測得當焊接時背部氧氣體積分數大于0.05%時極易發生背部氧化,因此對焊接時背部保護氬氣中含氧量進行實時監控是保證背部不被氧化的關鍵。國內從第一條涯城海底雙金屬復合管線鋪設時就在內對口器上增加了實時氧份監測儀,如圖3所示。同時優化了充氬氣壩內對口器的氬氣出氣孔及空氣排氣孔,氬氣質量較空氣重,將內對口器均勻分布在圓周的氬氣出孔孔徑縮小,盡量分布在環焊縫整個寬度的正下方;空氣(氧氣)排氣孔開在檔板的上半部分,便于空氣排出。
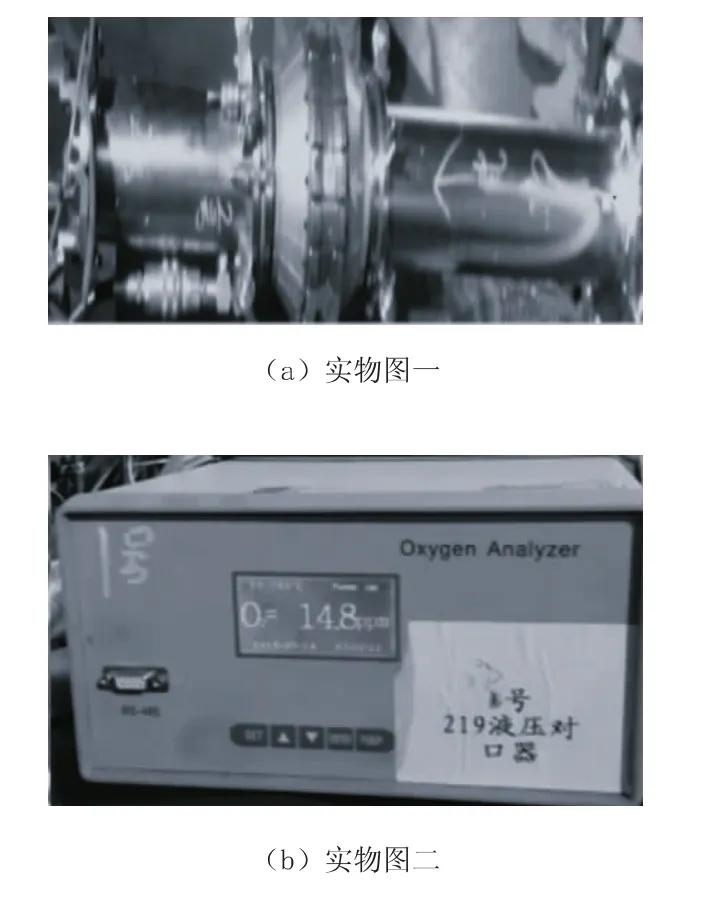
圖3 配備實時監測氧份儀的氣壩內對口器
3.2.3 焊接材料控制
TIG焊接雖無煙無塵,卻對污染物極其敏感,特別是油污水汽,因此除了采購與工藝評定相同的焊材外,焊材的保存也非常重要,必須有專門倉儲室,室內保持干凈、干燥,且焊材擺放臺架距離地面至少200 mm,就625鎳基焊絲(ERNiCrMo-3)來說,溫度控制在20~30℃,相對濕度控制在25%以下或者按照廠家要求倉儲。
3.2.4 焊接人員控制
在施工過程中,發現大數缺陷(包括背部氧化)均是焊接人員操作不當引起,因此焊接人員的管理很關鍵。項目的焊接人員肯定是有資質的,并且在鋪設開始前均進過大量試焊,然而在實際海上施工過程中,缺陷往往會集中于某個位置或某個人,甚至出現某個人集中在一段時間焊的非常好,突然有一段時間焊的缺陷密集,甚至出現背部氧化。因此焊接人員的管控應是動態的、持續的,不是通過考核就一直可以施焊,項目中應仔細記錄監控每個焊接人員的焊接質量情況和當天精神狀態,及時分析總結,使每個焊接人員以最佳的狀態進行焊接。
3.2.5 焊接環境控制
防止環焊縫背部氧化的環境是指施焊時組對質量環境及管道內氬氣環境。針對組對質量環境,組對前坡口應合格,并用丙酮清潔坡口面及預熱,組對后檢查組對質量,預熱溫度均應符合工藝要求。針對管道內氬氣環境,開焊前應提前通氬氣使內對口器焊接區空氣排盡,氧份儀測得氧氣體積質量小于0.05%時開焊;焊接過程中氬氣流量應適當平穩,流量過小,焊縫背面容易氧化,流量過大,焊接時產生渦流帶入空氣,保護效果也會變壞,同時會引起焊縫根部內凹等缺陷;根焊道完成后應滯后1 min停氣(鎳基合金抗高溫氧化性能差特別是在500℃左右,焊縫在高溫下極易氧化),使焊縫得到充分的保護。
3.2.6 焊后檢查措施
經過焊接控制措施,特別是焊接參數實時監測儀及氧份監測儀的應用,使環焊縫背部氧化基本可控,能夠保證管線質量。然而施工進度影響及成本上升是難以避免的,因為當焊接設備失穩,特別是氧份監測儀監測到焊接過程中含氧量不合格時, 射線檢測(RT)、超聲波檢測(UT、PAUT、AUT)又不易檢查出氧化缺陷,這時項目組從質量角度考慮不得不切口,有時切口發現焊縫背部確實氧化嚴重,同時也有切下后發現氧化極其輕微甚至沒有氧化。因此,焊后應用內窺鏡檢驗內焊縫背部質量是很有效的手段,不僅可以100%控制環焊縫背部氧化問題,同時也避免了不必要的浪費,保障了施工進度。
4 結 論
(1)焊接控制措施和焊后檢查措施在雙金屬復合海管鋪設中的應用表明,環焊縫背部氧化問題是完全可控的。
(2)焊接控制措施是避免環焊縫背部氧化的關鍵,實踐證明:焊接工藝、焊接設備、焊接材料、焊接人員等的控制可以確保管線焊接質量,特別是焊接參數實時監測儀和焊縫背部實時氧份監測儀的應用,有效控制了環焊縫背部氧化問題。
(3)焊后內焊縫內窺鏡檢查的應用,不僅能夠100%的控制環焊縫背部氧化問題,而且相對焊接控制措施,更能夠直接客觀地評價焊縫背部有無氧化,有效避免了不必要的浪費。
[1]孫育祿,白真權,張國超,等.油氣田防腐用雙金屬復合管研究現狀[J].全面腐蝕控制,2011,25(5):10-12.
[2]陳祝年.焊接工程師手冊[M].北京:機械工業出版社,2002.
[3]英若采.熔焊原理及金屬材料焊接[M].北京:機械工業出版社出版,2011.
[4]胡雅麗,李金龍.超聲波無損檢測[J].科技風, 2010(23):282.
[5]李曉松,王作東.淺談不銹鋼管道氬弧焊的焊縫背面保護方法[J].金屬加工(熱加工), 2009(4):34-36.
[6]李倩.幾種鎳基合金的高溫抗氧化和耐腐蝕性能研究[D].長沙:中南大學,2009.
[7]王志堅,孫建文.海洋工程復合立管環焊縫焊接工藝研究[J].金屬加工(熱加工), 2012(4):18-22.
[8]于云風,劉鴻升,張玉成.海上樁管環縫自動焊接技術[J].石油工程建設,2000,26(3):33-37.
[9]曹軍,王偉,許可望,等.復合海管半自動焊接技術[J].電焊機,2013(11):96-99.
[10]楊帆,曹軍,楊曉飛,等.X70/316L雙金屬復合海管全自動 TIP TIG 焊接工藝[J].電焊機,2014(11):46-49.
Circumferential Weld Backside Oxidation Control of Bimetal Composite Pipe Used in Submarine Pipeline
LU Weizhuo1,LIU Haigang1,GUO Longchuang2,ZHANG Xingtao3
(1.Beijing Longshine Oil Tubular Technology Co.,Ltd.,Beijing 100101,China;2.BAOTI Group Co.,Ltd.,Baoji 721014,Shaanxi,China;3.Xi’an Sunward Aeromat Co.,Ltd.,Xi’an 710025,China)
In order to effectively control the circumferential weld backside oxidation problem of bimetal composite pipe used in submarine pipeline,which occurs in laying process,it analyzed the current circumferential weld backside oxidation of bimetal composite pipe and its control in China domestic.The results indicated that the welding control is the key point,the circumferential weld backside oxidation can fully be controlled through controlling several aspects,such as welding process,welding equipment,welding materials,welding staff and welding environment,especially the application of welding parameters real-time monitor and oxygen real-time monitoring equipment,can ensure pipeline welding quality.The application of inside weld endoscopy postwelding can objectively evaluate weld backside quality,and reduce waste caused by incision checking.
bimetal composite pipe;submarine pipeline;TIG welding;circumferential weld backside oxidation
TE973.3
B
10.19291/j.cnki.1001-3938.2016.01.011
作者介紹:盧衛卓(1984—),男,設備監理師,國際焊接檢驗師,主要從事油氣輸送管線用鋼管、彎管、三通、法蘭等設備生產檢驗、檢測質量監督及海底管線安裝施工質量監督工作。
2015-10-08
黃蔚莉
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
中國生殖健康(2019年2期)2019-08-23 08:12:08
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
汽車觀察(2016年3期)2016-02-28 13:16:26
銅業工程(2015年4期)2015-12-29 02:48:39
