焊接工藝對22 mm壁厚X80管道環焊縫沖擊韌性的影響
2016-12-15 02:15:51陳延清張建強牟淑坤張飛虎
焊管 2016年2期
陳延清,張建強,2,牟淑坤,劉 宏,張飛虎
(1.首鋼技術研究院,北京 100043;2.中國石油大學(北京),北京 102249)
焊接工藝對22 mm壁厚X80管道環焊縫沖擊韌性的影響
陳延清1,張建強1,2,牟淑坤1,劉 宏1,張飛虎1
(1.首鋼技術研究院,北京 100043;2.中國石油大學(北京),北京 102249)
為了優化22 mm壁厚X80管道施工中環焊縫焊接工藝,采用管線鋪設過程中常用的自保護藥芯焊絲半自動焊接工藝,研究了不同焊接熱輸入及焊道排列對焊縫組織和沖擊韌性的影響。結果顯示,在所研究的熱輸入范圍內,焊道排列對焊縫組織和沖擊韌性影響不大;焊接熱輸入在16 kJ/cm以上時,焊縫金屬的沖擊韌性急劇下降;焊接熱輸入在10 kJ/cm時,焊縫金屬的沖擊韌性波動較大;熱輸入在12~15 kJ/cm時,焊縫金屬的沖擊性能最佳。研究表明,X80自保護藥芯焊絲對焊接熱輸入較為敏感,采用12~15 kJ/cm的熱輸入施焊,可確保焊縫金屬的沖擊韌性滿足工程技術要求,此時焊道排列對焊縫金屬的沖擊韌性無影響。
焊接熱輸入;自保護藥芯焊絲;沖擊韌性
油氣管道建設是一項大規模的現場焊接安裝工程,一條長輸管道在建設過程中可能會遇到多種人文環境、地質形貌和氣候條件。為適應不同的焊接環境,管道施工的焊接工藝選擇是多種多樣的。世界發達國家管道環焊縫主要采用氣體保護實心焊絲自動焊方法進行焊接,而我國現場環焊縫自動焊程度低,管道環焊縫主要采用自保護藥芯焊絲半自動焊方法進行焊接。隨著輸送管道強度、直徑和壁厚不斷增大,焊接施工勞動強度增強,現場環焊縫的焊接材料及焊接工藝可選擇的范圍越來越窄,焊接施工難度越來越大,難以保證焊縫具有與母材相同或接近的性能,現場環焊技術已成為制約高強度、厚壁管線鋼應用的主要瓶頸。為了充分發揮我國螺旋焊管的產能,中國石油天然氣集團公司擬采用22 mm壁厚X80螺旋焊管部分替代現有22 mm壁厚的直縫焊管,22mm壁厚X80螺旋焊管在環焊縫焊接工藝評定過程中,其自保護藥芯焊絲半自動焊環焊縫出現了焊接接頭沖擊韌性不能滿足施工技術要求和焊縫沖擊離散度大的現象。本研究在鋼板成分、焊接材料和焊接方法不變的情況下,擬通過焊接工藝優化來提高22 mm壁厚X80管道環焊縫沖擊韌性,因此進行了焊道分布和焊接熱輸入對22 mm壁厚X80管道環焊縫沖擊韌性影響的試驗研究。
1 試驗材料及方法
試驗用材料為厚度22 mm的X80管線鋼、其主要化學成分見表1,力學性能見表2。由表1、表2可知,試驗用鋼屬于典型的低C、高Nb、微Ti處理的低合金高強鋼,具有優良的綜合力學性能。母材的金相組織如圖1所示。由圖1可知,試驗鋼的顯微組織主要由針狀鐵素體(AF)+貝氏體(B)組成。

表1 22 mm壁厚X80管線鋼化學成分 %

表2 22 mm壁厚X80管線鋼力學性能
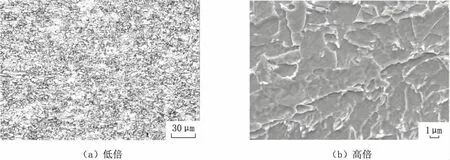
圖1 試驗用鋼的金相組織
管道環焊縫屬于全位置焊接,仰焊位置的性能不做考核指標,平焊位置的焊接熱輸入大于其他位置,平焊位置的沖擊韌性是環焊縫中相對薄弱的環節,因此試驗采用平焊位置完成了所有焊接試驗。焊接方法為我國管道鋪設過程中常用的自保護藥芯焊絲半自動焊,焊接設備為美國米勒公司生產PIPEPRO 400XC焊接系統,根焊材料為某廠家生產的Φ1.2 mm金屬粉芯焊絲,填充蓋面材料為某廠家生產的Φ2.0mm規格X80管線鋼專用自保護藥芯焊絲,試板尺寸為600 mm×200 mm,坡口形式如圖2所示。焊前將試板預熱到100~150℃,焊接過程中層間溫度控制在100~130℃,焊接工藝參數見表3。
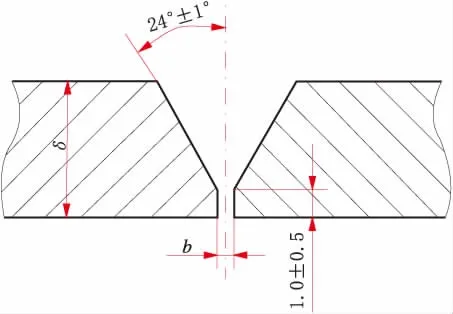
圖2 焊接坡口形式

表3 焊接工藝參數
試驗測定了不同焊接工藝下焊接接頭-10℃的沖擊性能,焊接接頭沖擊取樣位置如圖3所示。利用3%硝酸酒精對試樣進行浸蝕,利用SEM觀察其顯微組織及M/A島的分布和形態。
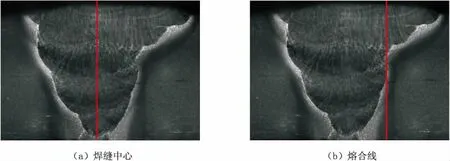
圖3 焊接接頭沖擊試驗取樣位置
2 試驗結果及分析
焊后焊道形貌如圖4和圖5所示,焊接接頭-10℃的沖擊試驗結果見表4。由表4可以看出,X80自保護藥芯焊絲對焊接熱輸入比較敏感,焊接工藝窗口比較窄,隨著焊接熱輸入的增大,焊接接頭沖擊韌性呈降低的趨勢,尤其是焊縫金屬沖擊韌性的這種趨勢更明顯。焊接熱輸入在12.59~15.94 kJ/cm時,焊接接頭的沖擊韌性比較高,滿足X80環焊縫技術要求,并且均勻穩定。焊接熱輸入在16.36 kJ/cm以上時,焊接接頭沖擊功的單值和均值均較低,不能滿足X80環焊縫技術要求。焊接熱輸入在10.00 kJ/cm時,焊接接頭的沖擊吸收功均值滿足X80環焊縫技術要求,單值不能滿足X80環焊縫技術要求,沖擊功的離散度較大,分析原因為熱輸入太小,焊道之間熔合不好,易造成夾渣缺陷。焊接熱輸入在12.59~15.94 kJ/cm時,焊道排列對焊接熱輸入的影響不大。

圖4 不同排列焊道焊后形貌
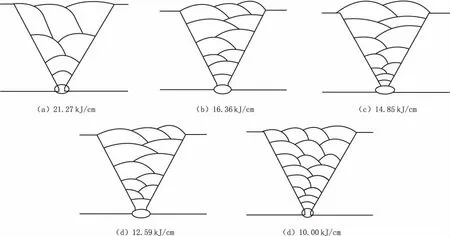
圖5 不同焊接熱輸入焊道焊后形貌

表4 焊接接頭-10℃沖擊試驗結果
對不同焊接工藝接頭的金相組織進行了觀察,圖6和圖7為金相顯微鏡下焊縫金屬的組織形貌。自保護藥芯焊絲中含有較高的Al(w(Al)=1%~1.5%),在無保護氣體條件下進行焊接,主要靠Al對焊縫進行脫氧。脫氧產物一部分形成焊渣,覆蓋焊道表面起隔絕空氣保護熔池的作用;另一部分形成氧化物質點,在焊縫中起形核中心的作用,對改善組織形貌、提高強韌性起到關鍵作用。通過對焊縫金相組織觀察分析可以看出,不同焊接工藝下,焊縫金屬均呈現針狀交織的貝氏體組織,板條束密度和粒狀貝氏體含量均呈規律性變化,在較低的焊接熱輸入下,可以得到晶粒更小、板條束更密、粒狀貝氏體含量更多的焊縫金屬和熱影響區組織,對焊接接頭沖擊韌性的提高有一定作用。
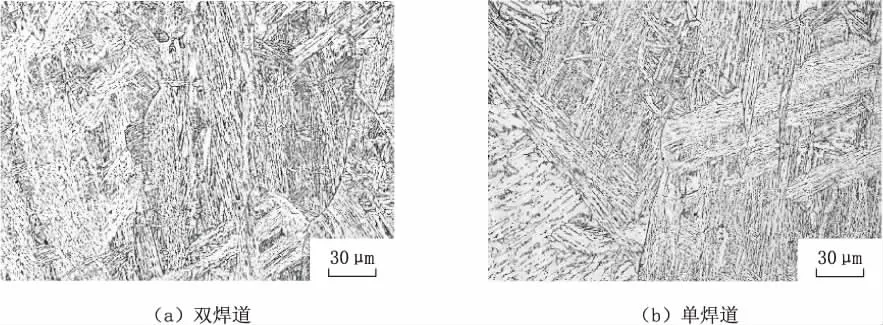
圖6 不同排列焊道焊縫金屬的金相組織

圖7 不同焊接熱輸入焊縫金屬金相組織
管道環焊縫一般采用多層多道焊,焊道間必然存在后續焊道對前續焊道的熱循環作用。圖8~圖12為掃描電鏡下最后焊道焊縫金屬以及前道焊縫熱影響區的組織形貌。由圖8~圖12可以看出,焊接熱輸入對焊縫及前道焊縫的熱影響區組織均有影響,如16.36 kJ/cm下焊縫金屬獲得板條貝氏體和粒狀貝氏體,經后續焊道焊接熱循環后板條貝氏體組織依舊存在,而采用較小熱輸入條件下,焊縫中的板條貝氏體轉化為更多的粒狀貝氏體,對焊縫金屬沖擊韌性有一定改善。而對韌性起惡化作用的區域為焊縫的回火區,該區所處溫度約600~750℃,易出現殘余奧氏體的轉變和滲碳體的析出(圖12),板條貝氏體粗大的組織經回火后板條束及晶界均呈現鏈狀的M/A或滲碳體,而隨著焊接熱輸入的降低,回火區焊縫組織中鏈狀M/A或滲碳體減少,甚至不呈鏈狀,這是見底焊接熱輸入后焊縫沖擊韌性提高的原因。
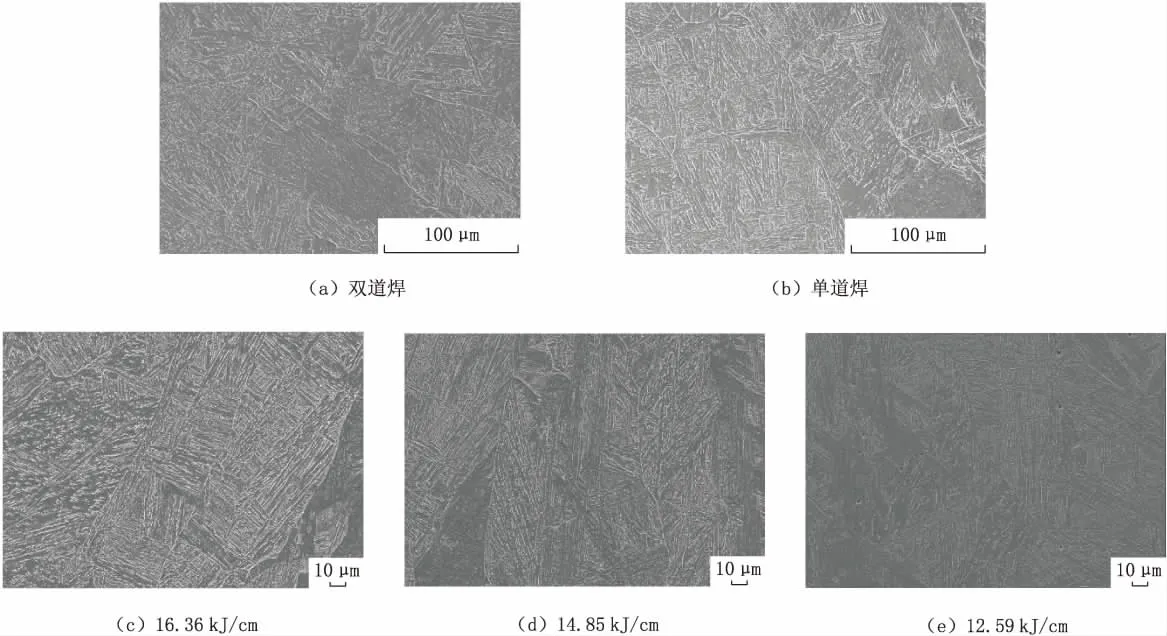
圖8 掃描電鏡下不同焊接工藝焊縫金屬柱狀晶區組織形貌
圖9 掃描電鏡下不同焊接工藝焊縫金屬粗晶區組織形貌
圖10 掃描電鏡下不同焊接工藝焊縫金屬細晶區組織形貌

圖11 掃描電鏡下不同焊接工藝焊縫金屬不完全重結晶區組織形貌
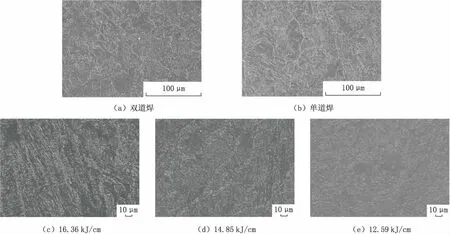
圖12 掃描電鏡下不同焊接工藝焊縫金屬回火區組織形貌
3 結 論
(1)X80自保護藥芯焊絲半自動焊由于其焊絲成分特點使其對焊接熱輸入較為敏感,采用12~15 kJ/cm的熱輸入施焊,可確保焊縫金屬的沖擊韌性滿足工程技術要求;在12~15 kJ/cm的熱輸入范圍內,焊道排列對焊縫金屬的沖擊韌性無影響。
(2)在X80環焊縫所用的焊接工藝范圍內,獲得針狀交織的貝氏體組織,在較低焊接熱輸入下,可以得到晶粒更小、板條束更密、粒狀貝氏體含量更多的焊縫金屬。
(3)前道焊縫中的回火區是整個焊縫中的薄弱環節,在較大熱輸入下,該區域由于焊接殘余奧氏體的轉變和滲碳體的析出,在板條束間和晶界形成鏈狀的M/A島或滲碳體,造成了X80自保護藥芯焊絲半自動焊焊縫金屬沖擊功值的波動和降低。
[1]曹永利,黃福祥,王勤.我國長輸管道焊接技術進展及發展方向[J].石油科技論壇,2012(1): 13-17,74.
[2]劉碩.高強管線鋼管自動環焊技術現狀及寶鋼研究進展[J].寶鋼技術, 2009(3): 31-35.
[3]劉峰.國產管道自動焊技術在西氣東輸工程中的應用[J].焊接技術, 2005(7): 22-25.
[4]張莉莉,張驍勇,郝瑞輝,等.回火焊道熱處理對X80管線鋼熱影響區組織性能的影響[J].金屬鑄鍛焊技術,2008(11): 6-12.
[5]高惠臨,董玉華,馮耀榮.油氣管線鋼焊接局部臆化及其預防[J].機械工程學報, 2001, 37(3): 14-18.
[6]張驍勇,李青霞,徐學利.等.焊接熱輸入對X80管線鋼及其焊管內焊縫粗晶區韌性的影響[J].熱加工工藝,2010(9): 11-14,17.
[7]楊放,胡美娟,宋娟.X80管線鋼焊接性分析[J].熱加工工藝, 2014(5): 197-199,203.
[8]胡建春,張萍,李偉,等.長輸管線用X80高強鋼焊接技術研究[J].管道技術與設備,2012(6):30-35.
[9]隋永莉,郭銳,張繼成.管道環焊縫半自動焊與自動焊技術對比分析木[J].焊管, 2013, 36(9): 38-44.
[10]龐紅印.我國油氣管道焊接技術發展綜述[J].現代焊接, 2009(2): 30-35.
Influence of Welding Technology on Circumferential Weld Impact Toughness of 22 mm Thickness X80 Pipeline
CHEN Yanqing1,ZHANG Jianqiang1,2,MU Shukun1,LIU Hong1,ZHANG Feihu1
(1.Shougang Research Institute of Technology,Beijing 100043,China;2.China University of Petroleum(Beijing),Beijing 102249,China)
In order to optimize the circumferential weld welding technology in the construction of 22 mm thickness X80 pipeline,adopting self-shielded flux cored wire semi-automatic welding technology,commonly used in pipeline laying,to study the influence of different welding heat input and welding bead arrangement on weld microstructure and impact toughness.The Results showed that within the studied range of the heat input,the welding bead arrangement has a little effect on the microstructure and impact toughness;when the heat input is higher than 16 kJ/cm,the impact toughness of weld metal declines sharply;when the heat input is in the range of 12~15 kJ/cm,the impact toughness of weld metal is the best.The research indicated that X80 self-shielded flux cored wire is sensitive to welding heat input,using 12~15 kJ/cm heat input can ensure impact toughness of weld metal meet the engineering technology requirements,at this moment the welding bead arrangement has no influence on weld metal.
welding heat input;self-shielded flux cored wire;impact toughness
TG444.2
B
10.19291/j.cnki.1001-3938.2016.02.010
陳延清(1967—),女,博士,教授級高工,主要從事金屬焊接性研究和焊接材料開發工作,發表論文20余篇。
2015-11-18
黃蔚莉
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24