關于離線注壓浸滲式防流掛涂膠機構在發動機制造中的應用
2016-12-13 06:53:15竭盡超楊風
裝備制造技術 2016年10期
關鍵詞:發動機
竭盡超,楊風
(上汽通用五菱汽車股份有限公司,廣西柳州545007)
關于離線注壓浸滲式防流掛涂膠機構在發動機制造中的應用
竭盡超,楊風
(上汽通用五菱汽車股份有限公司,廣西柳州545007)
主要介紹了一種新型離線注壓浸滲式防流掛涂膠機構的工作原理及該技術在發動機制造領域中的成功使用案例,對該機構的核心零部件進行了深入探討,闡述了該機構在確保高效、高柔性、涂膠均勻性等制造中的控制手段,并為大批量生產的機加工行業實施自動涂膠提供了借鑒。
缸蓋;涂膠機構;注壓浸滲式;防流掛
缸蓋水套是發動機冷卻系統的重要組成部分,其密封性能,關系到水泵能否以一定的壓力連續不斷地將數量足夠的冷卻水供入缸體缸蓋水腔,從而達到降低發動機運轉溫度的目的[1]。缸蓋水套密封堵蓋,是實現發動機冷卻密封循環的“門神”。由此而見,缸蓋水堵孔堵蓋涂膠的質量,是缸蓋制造的一項關鍵工藝。但當缸蓋涂膠設備故障時,為保證生產線產量正常輸出,需要一種能夠滿足涂膠質量、節拍要求、便攜性等要求的設備。
1 缸蓋最終試漏壓裝線的設備及工藝
公司發動機工廠的缸蓋線,采用國內某大型設備公司生產的缸蓋最終試漏壓裝線來完成水堵涂膠、堵蓋壓裝、鋼球壓裝并對水道、油道、燃燒室及GER孔進行最終試漏[2]。
公司的最終試漏機采用雙通道式結構,兼容生產三種機型的缸蓋試漏工作,該試漏機共有8個工位,分別為:上線、手動擰緊凸輪軸蓋螺栓、機型探測工位、水堵孔涂膠和水堵蓋壓裝、鋼球壓裝、試漏工位、合格打標、下線。具體如圖1所示。
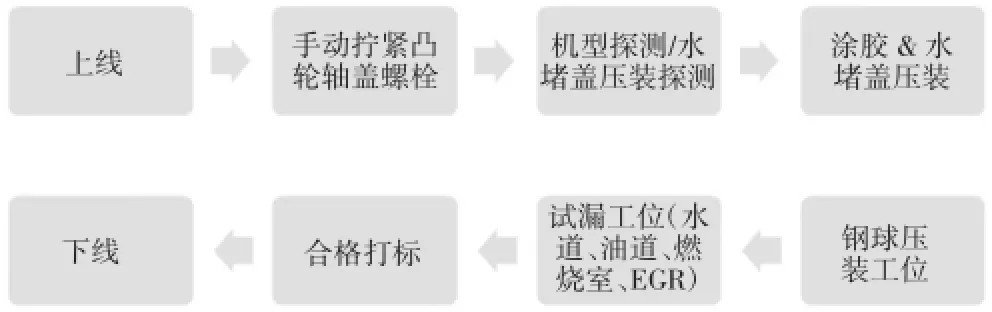
圖1 最終試漏機工藝流程圖示
2 手動涂膠的風險
發動機工廠機加工生產線缸體/缸蓋最終試漏機工位,由試漏機使用氣動伺服裝置驅動涂膠槍實現對缸體/缸蓋水堵孔自動涂樂泰膠[3]。在實際生產運行中,當涂膠工位故障時,為保證生產線的正常輸出,常常需要操作工采用手動涂膠的方法對水堵孔進行涂膠[4]。采用手動涂膠無法保證涂膠質量,并且操作過程造成大量的膠水滴漏,造成極大的浪費的同時也存在膠水對人體以及設備腐蝕的安全隱患,部分工廠出于保證產品質量考慮禁止使用手動涂膠這種方式。
當最終試漏涂膠工位設備故障時,為保證產能不受影響,目前車間采用手動方式涂膠,該方式會存在以下風險:
(1)涂膠位置深淺不一,影響密封效果;
(2)水堵孔內壁涂膠不均勻,密封效果不良,容易引發水套泄露,影響耐久性;
(3)涂膠量較多,多余的膠流至水道中影響冷卻水成分,影響冷卻效果;同時造成樂泰膠成本增加。
(4)在膠棒蘸膠過程中膠水易接觸操作者皮膚和設備表面,帶來腐蝕的傷害,如圖2所示。
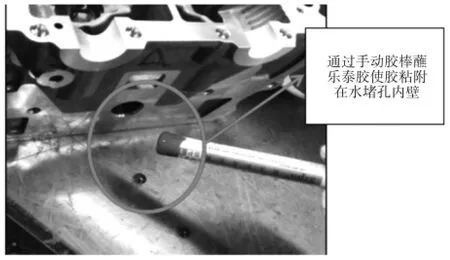
圖2 手動方式涂膠
3 離線注壓浸滲式防流掛涂膠機構工作原理
3.1離線涂膠機構工作原理
針對手動涂膠帶來的水堵孔密封效果差的情況,本人主導設計研究了一種離線式注壓浸滲式防掛流涂膠機構,該機構由膠罐、涂膠控制器、自動點膠閥、可拆卸式涂膠頭、連接膠管、壓縮空氣連接管等機構組成(見圖3),使用膠管連接膠罐、點膠閥、涂膠頭,采用氣壓壓力驅動膠水流動,使用涂膠控制器控制點膠閥的開啟和關閉,通過控制器上的旋鈕可以調節涂膠量的大小。該注壓浸滲式防流掛涂膠機構自設計之初直至使用至今,對提升缸體/缸蓋水堵孔的涂膠質量做出了巨大貢獻,且結構簡單,易于操作。
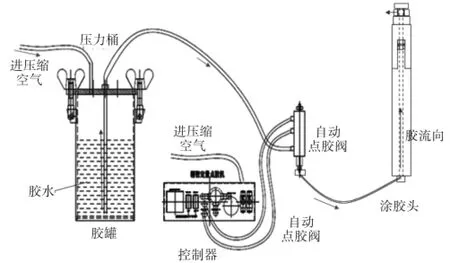
圖3 離線注壓浸滲式防流掛涂膠機構結構圖
在需要進行手動涂膠時,將膠瓶放入壓力罐后,將壓力罐擰緊,將控制器接通電源和氣源,將膠罐接通氣源,氣源設定控制壓力為40 kPa.根據膠水的黏度選用對應目數的過濾布組裝好涂膠棒,并通過螺紋與出膠管連接,涂膠棒頭部采用蜂窩網式過濾棉包裹,完成后即為完整的手動涂膠工具。踩踏控制器的踏板開關一次即可排膠,觀察涂膠棒頭蜂窩網式過濾棉上裹附有均勻的膠水后,將注壓浸滲式防流掛涂膠機構棒頭放入水堵孔內,來回旋轉15°,即可將膠水涂在已加工面上完成涂膠。
手工涂膠方案操作方法:原有的手工涂膠方式依靠員工來控制涂膠深度并且手動通過棒狀涂膠頭將膠水粘附,再放入水堵孔中旋轉180°,將膠水粘附在水堵孔已加工面上,無法控制涂膠量且易滴膠造成浪費。
注壓浸滲式防流掛涂膠機構操作方法:將膠罐接通氣源,將控制器接通電源和氣源,將涂膠頭插入水堵孔內部使支撐面與水堵孔已加工面貼合,踩下控制器踏板,膠水達到一定壓力后從出膠口出膠,將涂膠頭來回旋轉15°,即可將膠水涂在已加工面完成涂膠。
3.2浸滲式防掛流涂膠頭工作原理
膠水浸滲防流掛原理說明:注壓浸滲式防流掛涂膠機構涂膠頭分為上膠棒(7)、下膠棒(9),通過內螺紋(8)聯接為一個整體,該膠棒機構內部含有膠水通道(10),當膠水壓力達到一定程度時膠水可以通過過濾網(5),到達出膠孔(1)處,在出膠孔內部和外部均加有蜂窩網式過濾棉,用于吸附膠水,防止膠水滴漏,過濾網(5)采用80目(每平方英寸面積上有80個孔)的過濾規格,可保證不需要涂膠時膠水通道阻斷,膠水無法因自重而流出。出膠孔為直徑1 mm的10個小孔,分布于較塞頭直徑小1 mm的環形槽內,環形槽內還包裹有蜂窩網式過濾棉(見圖4)。該注壓浸滲式防流掛涂膠機構棒體用螺紋連接,拆裝簡單,易于清潔,避免在不使用時膠水腐蝕涂膠機構,造成部件損壞。
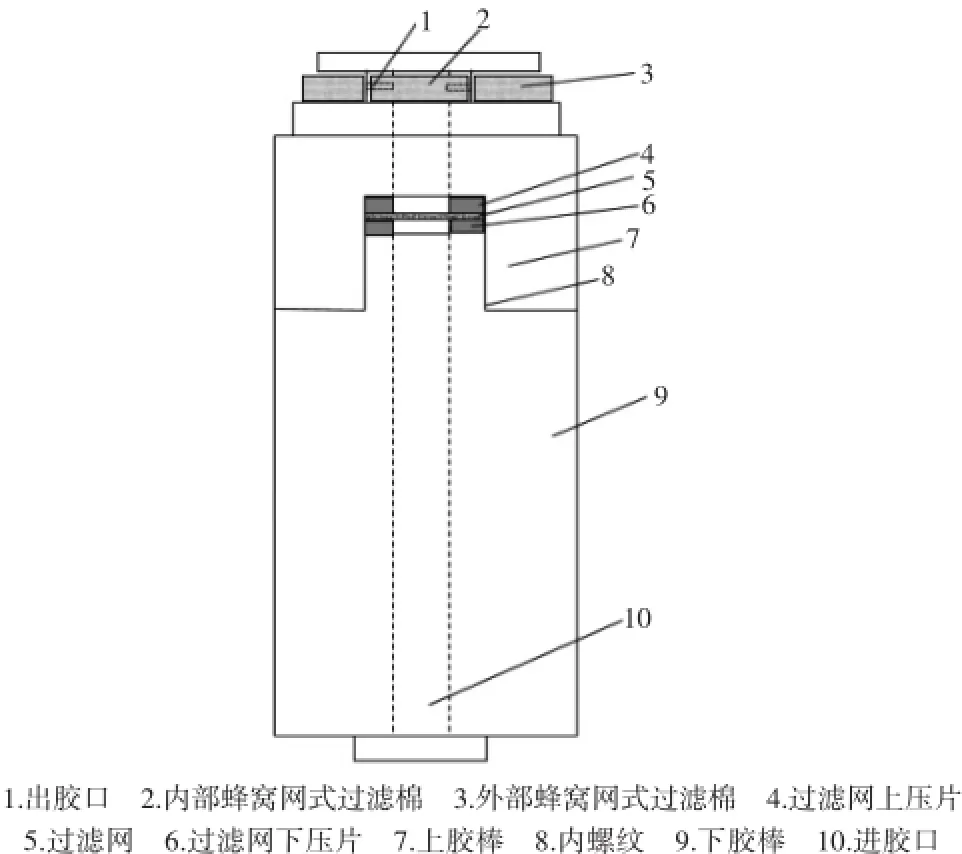
圖4 涂膠頭結構示意圖
該注壓浸滲式防流掛涂膠機構采用過濾布通過壓力滲透,并且在涂膠頭處有蜂窩網式過濾棉進行吸附掛膠,避免膠量流失滴漏;同時可根據不用黏度的膠水,選用適當目數的過濾布進行組合,進一步擴大了該涂膠機構使用面;使用該涂膠頭根據水堵孔的位置加工出一個定位臺階可明顯提升涂膠位置準確性、涂膠效果等涂膠質量,實現了水堵孔的良好密封,提高了發動機耐久性運行性能;使用該注壓浸滲式防流掛涂膠機構涂膠可大大減少樂泰膠的使用量,降低制造成本;該注壓浸滲式防流掛涂膠機構操作步驟簡單,方便快捷,大大提高了工作效率。
4 該機構在發動機加工制造中的效益體現
該注壓浸滲式防流掛涂膠機構自設計之初直至使用至今,對提升缸體/缸蓋水堵孔的涂膠質量做出了巨大貢獻,且結構簡單,易于操作,對于發動機缸體缸蓋加工制造系統有明顯的經濟效益,具體如下:
(1)手動使用棒狀涂膠,涂膠量大易造成浪費,一瓶樂泰膠僅能涂100個缸蓋左右,使用注壓浸滲式防流掛涂膠機構涂膠后一瓶樂泰膠可涂至少400個缸蓋,當前缸蓋線年產量為130萬,根據設計85%的開動率計算,約130萬*15%=19.5萬缸蓋需手動涂膠,樂泰膠單價為400元/瓶,節約樂泰膠的成本為58.5萬元/年(195 000*3/4*400)
(2)原有手動涂膠深度完全由人工控制,無法保證深度的一致性,涂膠位置過深時無法起到密封作用,水堵孔存在潛在泄漏風險,影響發動機的耐久性運行性能。使用注壓浸滲式防流掛涂膠機構涂膠可明顯提升涂膠位置、涂膠效果等涂膠質量,實現了水堵孔的良好密封,提高了發動機耐久性運行性能。
(3)原有手動涂膠方式需人工使用膠棒粘附膠水,造成涂膠量的不均勻,使水堵孔存在潛在泄漏風險,影響發動機的耐久性運行性能。使用注壓浸滲式防流掛涂膠機構采用過濾布通過壓力滲透,并且在涂膠頭處有蜂窩網式過濾棉進行吸附掛膠,有效地避免膠量流失和滴漏,與此同時均布的10個¢1 mm的出膠口能有效保證孔內圓各截面涂膠量的均勻,大大減少樂泰膠的使用量,降低制造成本。
(4)原有手動涂膠方式需人工轉動膠棒180°,造成員工勞動強度的增加,使用新型涂膠頭后降低員工勞動強度,更符合人機工程。使用注壓浸滲式防流掛涂膠機構,踩踏充注壓力踏板開關后將注壓浸滲式防流掛涂膠機構棒頭放入水堵孔內,來回旋轉15°,即可將膠水涂在已加工面上完成涂膠。操作簡單,采用螺紋連接組合棒體還易于拆卸清潔和更好過濾布網。
(5)原有手動涂膠量出膠量大,多余的膠掉入水套中,裝機后混入冷卻液中造成客戶抱怨。用注壓浸滲式防流掛涂膠機構,不滴膠漏膠,涂膠質量有保障,能夠提高客戶的滿意度。
5 結束語
本文通過一種新型離線注壓浸滲式防流掛涂膠機構的設計,成功解決了最終試漏機故障時手動涂膠帶來的涂膠質量不穩定、涂膠厚度不均勻、操作工勞動強度大等問題,極大地提升了設備的運行效率。此類問題在國內外相關設備的功能使用中,有一定的普遍性,對若干疑難問題的分析解決,對于泄漏測試設備和壓裝設備的設計及驗收工作有借鑒意義。
[1]朱正德,徐濤.氣門/缸蓋閥座間氣密性檢測的研究[J].汽車科技,2004,(3):37-40.
[2]朱正德,徐濤.關于氣門/缸蓋閥座間氣密性檢測的幾個技術問題[J].中國測試技術,2003,(6):30-32.
[3]關偉宏,宋寶玉.泄漏檢測方法及試漏機設計中的幾個問題[J].機械工程師,2003,(3):29-30.
[4]鄭彤,關章華.泄漏檢測技術在生產應用中問題的探討[J].組合機床與自動化加工技術,2000,(1):42-44.
The Application of One Type of Offline Pressure Impregnation Injection Flow Glue Equipment in Engine Manufacturing
JIE Jin-chao,YANG Feng
(SAIC-GM-Wuling Automobile Co.,Ltd.,Liuzhou Guangxi 545007,China)
Mainly introduced a new type of injection pressure impregnation prevent sagging coating structure working principle and the technology in the field of engine manufacturing successful use of case studies,in-depth discussion of the institution’s core parts,elaborated the organization to ensure efficient and high plasticity,and manufacturing of control means such as coating uniformity,and implementation of automatic glue for mass production of machining industry provides the reference.
cylinder head;glue;note pressure impregnation;prevent sagging
TG246
A
1672-545X(2016)10-0172-03
2016-07-16
竭盡超(1986-),男,黑龍江齊齊哈爾人,助理工程師,本科,研究方向:機械工程及自動化;楊風(1986-),男,河南商丘人,中級經濟師,本科,研究方向:機械工程及自動化。
猜你喜歡
汽車維修與保養(2021年8期)2021-02-16 00:28:30
汽車維修與保養(2021年8期)2021-02-16 00:28:18
汽車維修與保養(2020年11期)2020-06-09 05:42:06
民用飛機設計與研究(2019年2期)2019-08-05 01:33:40
汽車維護與修理(2016年3期)2016-02-28 13:16:54
汽車維修與保養(2015年1期)2015-04-17 03:25:30
汽車與新動力(2015年1期)2015-02-27 12:11:01
汽車與新動力(2014年6期)2014-02-27 12:10:49
汽車與新動力(2014年5期)2014-02-27 12:10:41
汽車與新動力(2014年2期)2014-02-27 12:10:15
