HD1080A-1T低壓模塊垂直法蘭面錐銷孔鉆鉸分析與解決方案
2016-12-13 06:53:07劉墨涵
裝備制造技術 2016年10期
劉墨涵
(四川工程職業技術學院,四川德陽618000)
HD1080A-1T低壓模塊垂直法蘭面錐銷孔鉆鉸分析與解決方案
劉墨涵
(四川工程職業技術學院,四川德陽618000)
HD1080A-1T低壓模塊在裝配過程中,其上下半垂直法蘭面的錐銷孔是在缸體接配好之后進行配鉆,由于條件的制約,萬向搖臂鉆無法完全滿足要求。通過幾種加工方法的分析對比,提出了以液壓磁力鉆配合相應工裝的方法解決了生產中的難題,并在實踐中得到了應用。
核電;萬向搖臂鉆;風鉆;液壓磁力鉆;工裝設計
1 問題的提出
HD1080A-1T是引進ALSTOM公司1000 MW等級半轉速的核電機組,額定功率為1 086 MW,三缸四排汽(高中壓合缸、二個低壓缸),末級葉片長度1430 mm.該機組結構與原全轉速核電機組差異很大,所以在裝配工藝上也有很多的不同之處。
HD1080A-1T的低壓模塊結構特殊,由低壓軸承箱、導流錐與低壓內缸接配在一起,低壓內缸支撐由低壓軸承箱座落在基礎上支撐。導流錐與低壓內缸垂直法蘭面是由一圈螺栓把緊,另有4個定位錐銷進行定位,避免安裝、運行時內缸與軸承座中心跑偏。這4個定位銷在裝配時進行鉆鉸,由于空間狹小,常規鉆鉸工具無法鉆鉸,在裝配工藝中這是一個難點。通過攻關很好地解決了該難題,下面具體就這個問題進行論述。
總裝時先吊入內缸和錐體進行調整,在調整好水平、找準中心后,把緊下半垂直法蘭面螺栓,扣合缸體上半,在消除內缸軸向錯位、上下半找好中心后,把緊上半垂直法蘭面螺栓,因為垂直法蘭面的定位銷是在總裝調整好缸體后進行鉆鉸,到電廠后就直接用定位銷定位,再把緊螺栓,所以定位銷孔鉆鉸的質量影響到電廠的安裝[1],影響到機組以后運行的穩定情況。
將上下半整體分別吊下臺位,對前后錐體處的垂直法蘭面螺栓的定位銷孔進行鉆鉸。
鉆鉸尺寸為φ50錐銷。
圖1所示為下半垂直法蘭面處的定位銷孔的分布圖,T、G側每面4個,共8個。
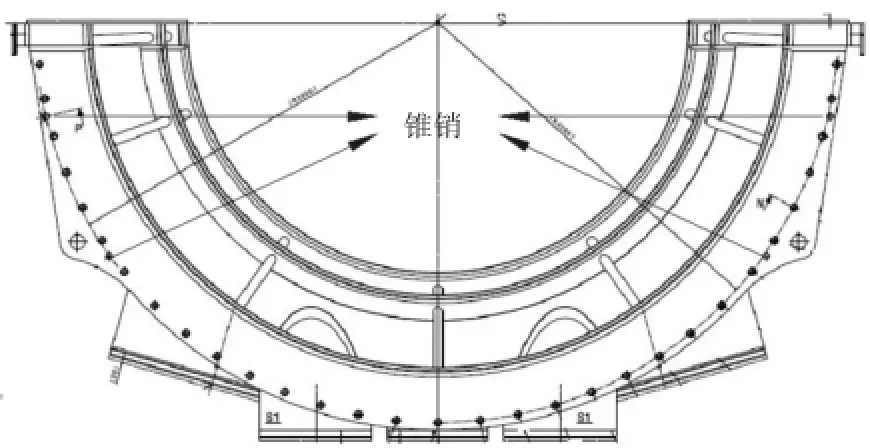
圖1下半垂直法蘭面錐銷位置
圖2所示為上半垂直法蘭面處的定位銷孔的分布圖,T、G側每面4個,共8個。
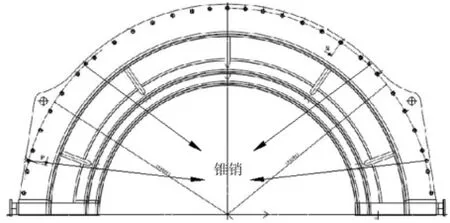
圖2 上半錐體垂直法蘭面錐銷
對于常規機組,在鉆定位銷孔等多是用搖臂鉆床,對于核電汽輪機也是先用搖臂鉆床進行鉆鉸。但用萬向搖臂鉆時會遇到以下一些問題:萬向搖臂鉆床身難于固定,即使床身固定好,主軸箱也會引起很大的震動,常常大到能晃動鉆床床身。如圖3所示,為了減小晃動,不得不用木頭頂住鉆床主軸箱,但這種方式木頭很容易滑落,震動問題依然存在,從而導致錐銷孔鉆偏,所以這種方法不可取。由于隔熱板的阻擋,萬向鉆的主軸箱沒有安放空間,導致鉆頭根本無法伸到預鉆的部位,萬向鉆也無法完成。所以萬向搖臂鉆在此時受到了制約。

圖3 主軸箱固定圖示
2 解決方案提出
在鉆鉸核電汽輪機定位銷孔的過程中由于受到空間大小的制約,一般情況下用于鉆鉸這類銷孔的鉆床主要有兩種:一是中捷搖臂鉆床廠生產的Z3550,最大加工直徑50 mm;另一種是進口捷克weiler的VOM50,最大加工直徑也是50 mm.
(1)Z3550相對屬于老機床,穩定性差,但跨距較大,在加工小孔或扭矩不大的情況下很適用,同時其使用比較方便。Z3550的主軸箱相對較小,鉆頭可以伸到VOM50無法到達的位置,加工范圍稍大,但也存在鉆頭無法伸到鉆鉸部位的情況,同時由于穩定性差,容易震動,容易將銷孔鉆偏,所以不宜采用。
(2)VOM50是新機床,穩定性好。VOM50主軸箱較大,鉆頭受到一定范圍的限制,穩定性好,可以在鉆頭可伸到的范圍內加工定位銷孔。
綜合上述分析,核電定位銷孔在鉆鉸時,扭矩很大,機床受到了一些限制,在能用搖臂鉆床加工的地方,最好選擇VOM50進行鉆鉸,在鉆頭無法伸到的部位的錐銷孔就只能另尋他法。
3 解決問題的方案及實施
根據前面的分析,搖臂鉆床Z3550穩定性較差VOM50的主軸箱過大,鉆頭無法伸到鉆鉸部位,這都使HD-1080A低壓模塊垂直法蘭面處的錐銷孔出現了不能用搖臂鉆床加工的問題,根據這種情況,設計出兩種解決方案。
3.1風鉆工裝的設計
風鉆工裝的設計思路是利用垂直法蘭面的現有螺孔做一個支撐,在風鉆定好位后,用螺栓進給。
實際操作時,將支撐用螺栓固定在待加工面上,風鉆定好位,將頂板用螺栓固定住,并頂住風鉆,鉆鉸時,扳動后面的進給螺栓。由于扭矩大,風鉆的進給量要減小,否則風鉆會晃偏。具體操作見圖4.

圖4 風鉆操作
在進行風鉆試驗時,風鉆存在對刀困難,鉆鉸光潔度差[2]的問題,無法滿足鉆鉸要求。
3.2液壓磁力鉆的工裝設計
在核電汽輪機總裝時,外購了一臺液壓磁力鉆,該磁力鉆是來自于美國的lamina,最大加工直徑也是50 mm,但在核電汽輪機的內缸上沒有讓磁力鉆吸附的位置,對此做了一套工裝,給磁力鉆創造吸附的位置。
該工裝的大致思路是:做好的工裝可利用銷孔附近的螺栓把緊,然后將磁力鉆對好銷孔位置后,吸附在工裝上,然后鉆鉸銷孔。
3.2.1下半缸體的工裝設計
核電汽輪機內缸下半圖紙H1-750D50513,銷孔、螺栓的相對位置尺寸一致,所以做一個銷孔的工裝就能通用若干個銷孔,根據銷子孔及鄰近螺栓的坐標尺寸,如圖5所示,轉化到auto CAD坐標中,如圖6所示。
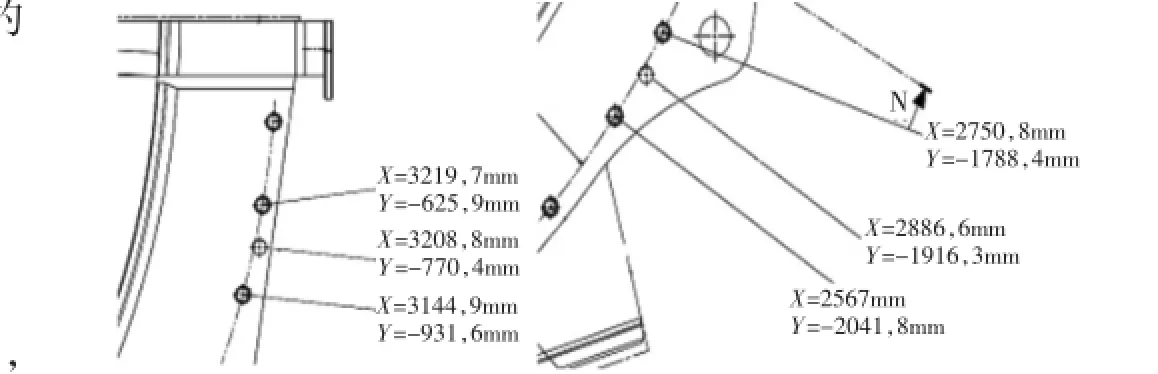
圖5 內缸下半銷孔及螺栓位置
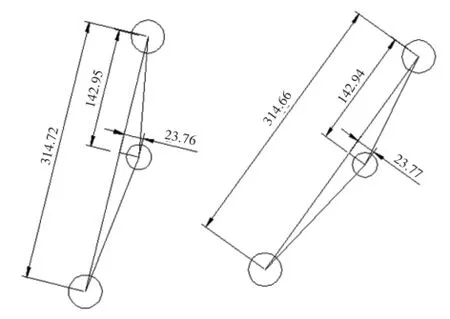
圖6 內缸下半銷孔轉化圖
從圖6可以看出,下半的定位銷孔及其螺栓的相對位置基本一致,所以可以做一個工裝通用。下半缸體銷孔工裝如圖7所示。
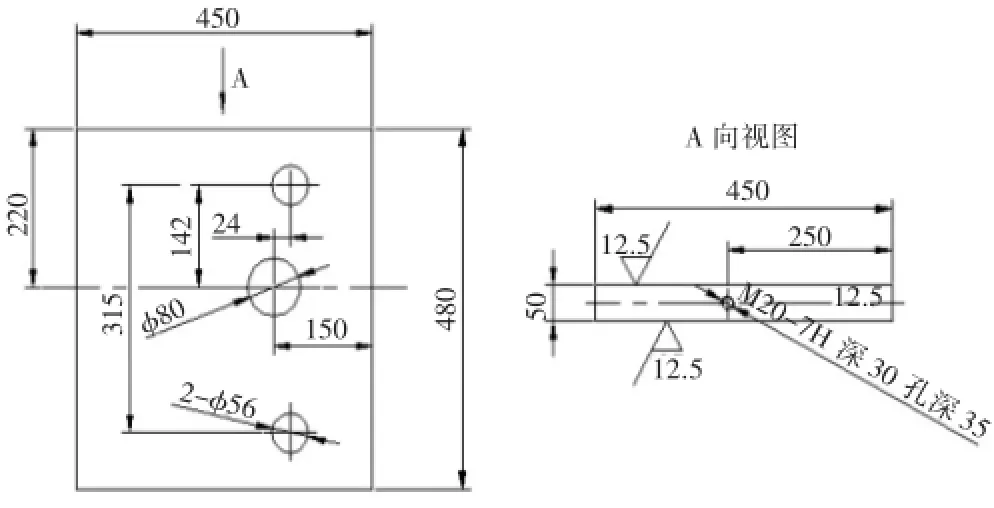
圖7 下半缸體銷孔工裝
下半缸體銷孔工裝材料為Q235-B/δ55.2-φ56孔用于通過螺栓把緊在內缸上,內缸上的螺栓為M52.φ80孔用于通過磁力鉆鉆頭鉆削定位銷孔,磁力鉆鉆頭的尺寸大約為φ60.每個孔的相對位置都由圖紙換算出來的尺寸確定。
3.2.2上半缸體的工裝設計
同理,根據核電汽輪機內缸上半圖紙H1-750D50511中的銷子孔及鄰近螺栓的坐標尺寸,見圖8,再轉化到auto CAD坐標中,如圖9所示。
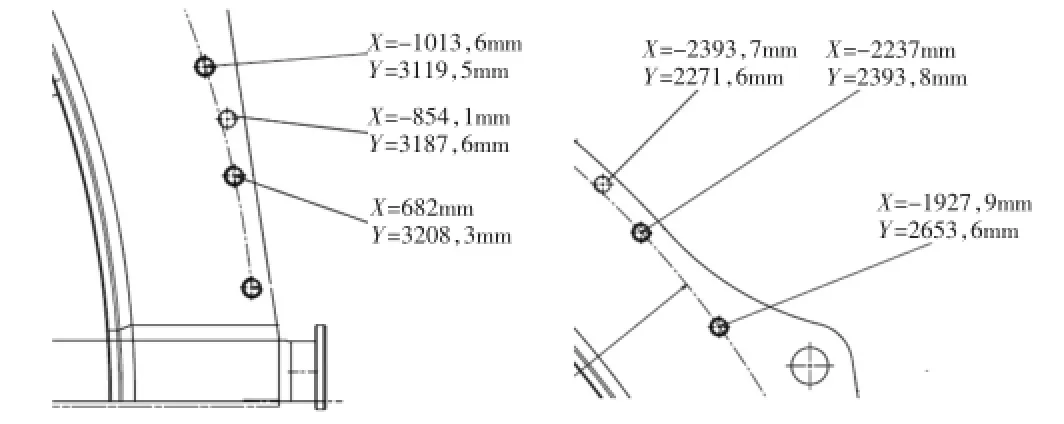
圖8 內缸上半銷孔及螺栓位置
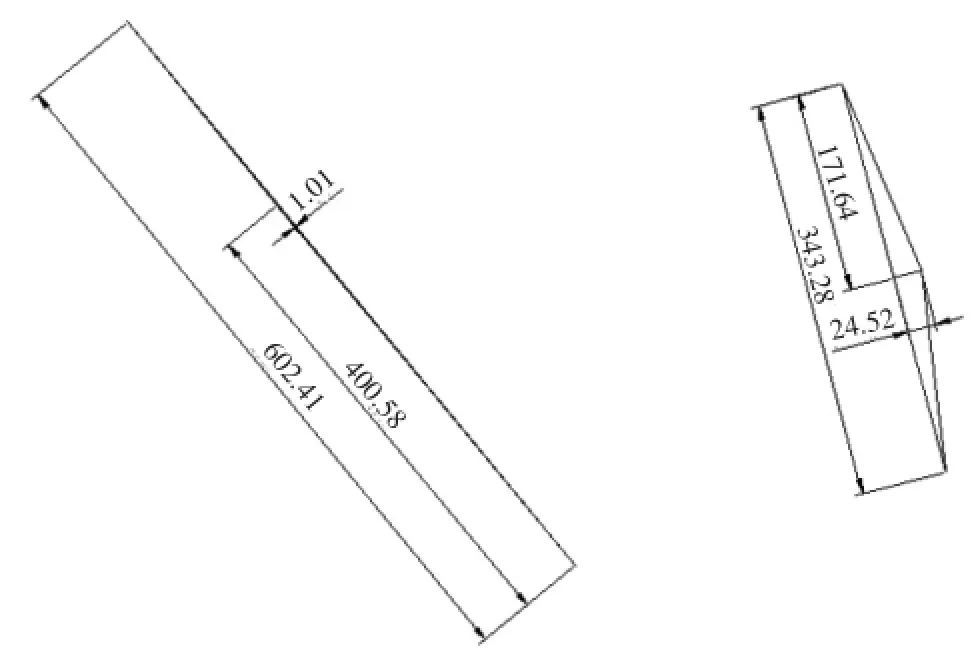
圖9 內缸上半銷孔轉化圖
從圖9可以看出,上半的定位銷孔及其螺栓的相對位置相差很多,且與下半的尺寸也相差很多,所以也不能與下半通用,對于靠近中分面的4個定位銷孔,設計出上半缸體銷孔工裝,見圖10.
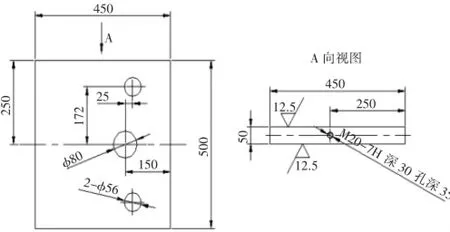
圖10 上半缸體銷孔工裝
對于靠近頂部的4個定位銷孔,因為有筋板的阻擋,所以螺栓孔都開在同一側,設計出頂部4個定位銷孔工裝,見圖11.
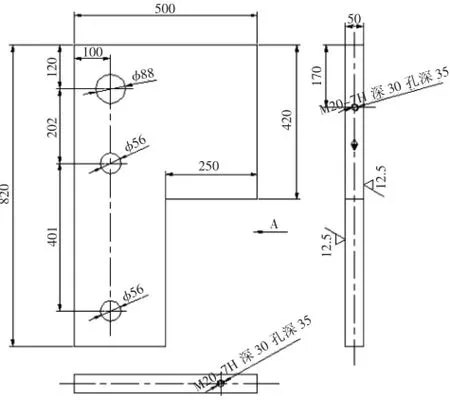
圖11 頂部4個定位銷孔工裝
上半缸體銷孔工裝材料為Q235-B/δ55.2-φ56孔用于通過螺栓把緊在內缸上,內缸上的螺栓為M52.φ80孔用于通過磁力鉆鉆頭鉆削定位銷孔,磁力鉆鉆頭的尺寸大約為φ60.
頂部4個定位銷孔工裝材料為Q235-B/δ55.2-φ56孔用于通過螺栓把緊在內缸上,內缸上的螺栓為M52.φ80孔用于通過磁力鉆鉆頭鉆削定位銷孔,磁力鉆鉆頭的尺寸大約為φ60.
由于液壓磁力鉆的效果不錯,所以HD1080A-1T低壓模塊在裝配過程中,其上下半垂直法蘭面的錐銷孔采用的是磁力鉆。圖12是液壓磁力鉆在工作狀態下的圖示。
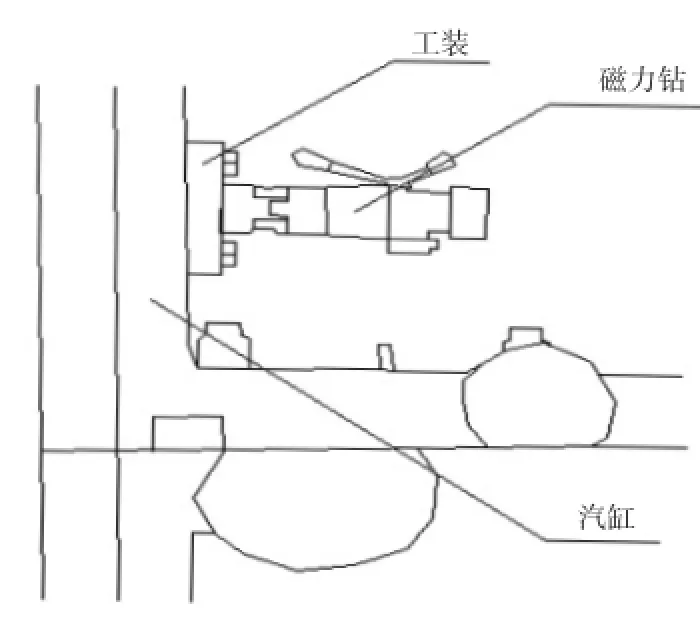
圖12 液壓磁力鉆在工作狀態示意
4 結束語
本文通過對搖臂鉆床、風鉆在與液壓磁力鉆的對比分析,提出了核電汽輪機低壓模塊在鉆削垂直法蘭面定位銷孔的方法。
(1)搖臂鉆床Z3550穩定性較差,VOM50的主軸箱過大,鉆頭無法伸到鉆鉸部位,導致不能完成所有銷孔的鉆鉸;
(2)風鉆鉆鉸出來孔的光潔度很差,對刀也很有難度,不宜采用;
(3)實踐證明,在用液壓磁力鉆的情況下,對刀顯得有點難度,但在對好鉆頭后,鉆鉸非常平穩,鉆鉸加工的時間也大大降低。其可以作為搖臂鉆床加工的補充,也可以作為單獨的方法來加工,同時,這次的經驗對以后核電定位銷孔的鉆鉸有指導作用,也可以應用在其他機組上,使大尺寸銷孔的加工更趨多元化。
[1]王先逵.鉆削、擴削、鉸削加工[M].北京:機械工業出版社,2008:3-196.
[2]楊聰斌,邵瑞,王留永,等.鐵基粉末冶金同步器錐環銷孔鉸刀的改進設計[J].機電工程技術,2009,38(10):103-105.
Analysis and Solutions of Nuclear Power Low-Voltage Module Vertical Flange Tapered Hinge Pin Hole Drilling
LIU Mo-han
(Sichuan Engineering Technical College,Deyang Sichuan 618000,China)
In the assembly process of HD1080A-1T nuclear power low-voltage module,the upper and lower half of the vertical flange of the cone in the cylinder pin hole is connected with a good distribution after the drill.As conditions set,universal radial drilling cannot fully meet the requirements.Through analysis and comparison of several processing methods,the production problems have been solved by matching the hydraulic magnetic drill and tooling methods,and these methods have been applied in practice.
nuclear power;universal radial drilling;pneumatic drill;hydraulic magnetic drill;tooling design
TG52
A
1672-545X(2016)10-0095-04
2016-07-04
劉墨函(1984-),女,四川德陽人,講師,本科,研究方向:機械制造工藝與工藝裝備。
