帶材中凸度對平整度的影響
2016-12-12 06:21:12陳志軒王文強
鋁加工 2016年2期
陳志軒,王文強
(河北涿州華北鋁業有限公司,涿州 072750)
帶材中凸度對平整度的影響
陳志軒,王文強
(河北涿州華北鋁業有限公司,涿州 072750)
介紹了一種因中凸度影響造成帶材平整度異常的現象,對帶材中凸度累計產生卷凸度的原因進行了分析,并針對其中影響中凸度的工藝參數、設備硬件、操作方法等進行了分析和改善,提升了產品質量。
環向應力;蠕動;截面輪廓;卷凸度;屈服強度;平整度
0 前言
隨著成品厚度的減薄,厚度小于0.5mm的鋁及鋁合金板帶材通過后續的軋制過程來改變斷面輪廓(中凸度)已經越來越難。雖然軋制過程中通過控制比例凸度不變可以有效地延續中凸度的一致,但對于成品厚度,成品板帶材的中凸度越趨近于零值越好。但帶材厚度的減小,使得支撐板型控制的正負彎輥的有效空間縮小,實際帶材越薄,正負彎控制板型的能力越受限制。
鑄軋和熱軋帶材的典型生產過程包括熱軋、冷軋、 精整熱處理以及不同階段的開卷與卷取。其產品平整度主要是由上道次板型、有載荷情況下的輥縫形態和軋制過程產生的內部應力決定。對于厚度大于0.5mm的帶材,上道次板型及本道次載荷情況下的輥縫形態尤為重要。但厚度小于0.5mm后,帶材內部的應力分布使得帶材有存在通過蠕變和松弛減少內應力的強烈傾向,帶材自身層間凸度的疊加也會累積成為卷凸度。實驗證明,帶材寬度方向上2%的卷凸度會使帶卷的外圈材料在寬度方向中部比內圈在寬度方向中部的拉應力約大80MPa。如果實際生產過程的材料彈性極限較小,那么道次卷凸度有可能在內應力的作用下使材料由彈性應變向塑性應變進行發展,進而引起帶材實際板型和在線顯示板型的不一致。
1 質量問題及原因分析
1.1問題描述
現代化的工業生產一般都安裝有先進的板型控制系統,各道次軋制厚度都會有一個已經設定好的板型目標值。但是實際生產中,帶材各道次及成品加工的最后道次因各種原因實際板型與目標板型仍存在相當大的板型偏差。更有甚者,軋制過程肉眼可見的明顯板型不良,系統板型顯示卻為良好。
針對有可能造成板型不良的各個因素,設備及工藝技術人員對設備彎輥、噴淋、曲線設定、輥凸度等進行了一一排除,但仍未得到滿意的結果。
1.2原因分析
板帶材的板型就金屬加工方面來說是一個熟悉且復雜的話題。其生產過程由于受坯料板型、原始輥形、軋制時的溫度、噴淋、軋制力、輥縫差異等諸多會影響金屬流動差異的綜合因素影響,其內部纖維組織的受力會不同。但板帶材是一個整體,受力不一致的纖維相互制約,延伸小的纖維受到拉伸,延伸大的纖維受到壓縮,這樣在帶材內部就產生殘余應力。當內部有殘余應力的薄帶材(厚度在0.5mm及0.5mm以下)若此應力達到極限值,就易形成從外觀就可見的瓢曲、波浪、起拱等板型缺陷。
參考德國Neto在“COIL BUILD UP COMPENSATION DURING COLD ROLLING TO IMPROVE OFF-LINE FLATNESS”中的理論,帶材中部較大的張力來自于卷凸度,而板型輥無法區分該張力來自輥縫還是卷取。于是,帶材在軋制過程中因卷凸度產生明顯的中松時,板型儀無法進行閉環調整。從而造成肉眼明顯可見的中松,板型儀顯示卻為中間緊。
1.3凸度對板型的影響
帶材凸度作為影響板型因素的一部分,其在傳統影響板型的考慮因素中經常被忽視。由于卷取時,帶材內圈與逐漸增加的外圈在張應力方面分布不均,使得帶材層間凸度對板型的影響除了張力影響外,還有靠近套筒內部層與層間的蠕變以及卷材外圈張力增加后卷材有可能產生塑性變形的影響。
1.3.1“卷凸度”對板型控制系統的影響
金屬板帶材的軋制過程中,由于工藝和機械等各種原因,帶材在軋制過程中要保持一定的中凸度即“雪茄”型。亦即帶材非成品道次基本都帶有一定的中凸度,而隨著成品道次的臨近中凸度會在工藝設計中逐漸降低,負載輥縫下的斷面形態逐漸趨于平直。帶材中凸度的存在,使得隨著卷徑的增加,沿寬度方向帶材中部的卷徑大于邊部的卷徑(大于的程度視帶材的中凸度和卷大小的影響而定),而作為一個整體的卷材,寬度方向的中部帶材一方面受到邊部帶材拉應力的牽制,一方面受到中凸度疊加產生的拉應力影響,最終受力以中部凸度疊加產生的卷凸度拉應力為主。
隨著卷取端帶材卷徑的增加,卷凸度逐漸增加。帶材施加于出口端板型儀沿寬度方向中部的壓應力逐漸增加。結果使得板型儀顯示為中間緊,邊部松,而板型儀沿寬度方向中部壓力的增加并非是因為有載輥縫帶材板型中間緊的影響,但AFC的閉環控制系統無法判斷板型儀中部壓力增加的變化是因為卷取端卷材凸度引起的,在閉環控制下自動調整相應的“手段”去抑制輥縫形狀,典型的手段包括減少負彎增加正彎,減小軋輥中部輥縫的噴淋,增加輥縫邊部的冷油壓力和噴淋量等等。
隨著閉環板型控制系統的調整,帶材中松現象使得卷凸度隨卷徑增加逐漸變為緩和,板型儀中部的壓應力與帶材板型逐漸趨于一種平衡態。而這種平衡態以帶材自1/3卷徑開始中松,自2/3卷徑位置開始變松結束單個道次的軋制。
1.3.2“卷凸度”對環向應力的影響
受限于冷軋用坯料在鑄軋或熱軋最后道次有沒有熱凸度的影響,冷軋用坯料的截面輪廓一般分為兩種(見圖1不同凸度的帶材輪廓)。其中,1#圖形為帶材在軋機沒有初始熱輥型時的厚度輪廓圖,5#、10#、20#為帶材在不同熱輥型時的厚度輪廓圖。其中,1#、5#、10#、20#帶材的凸度分別為:
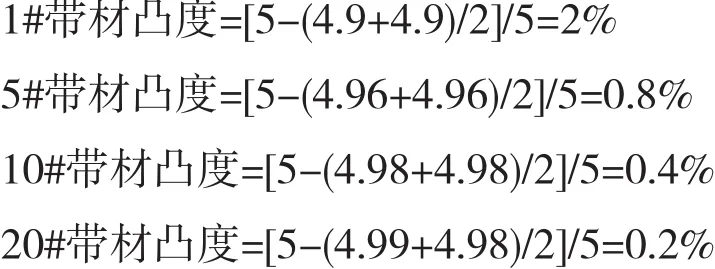
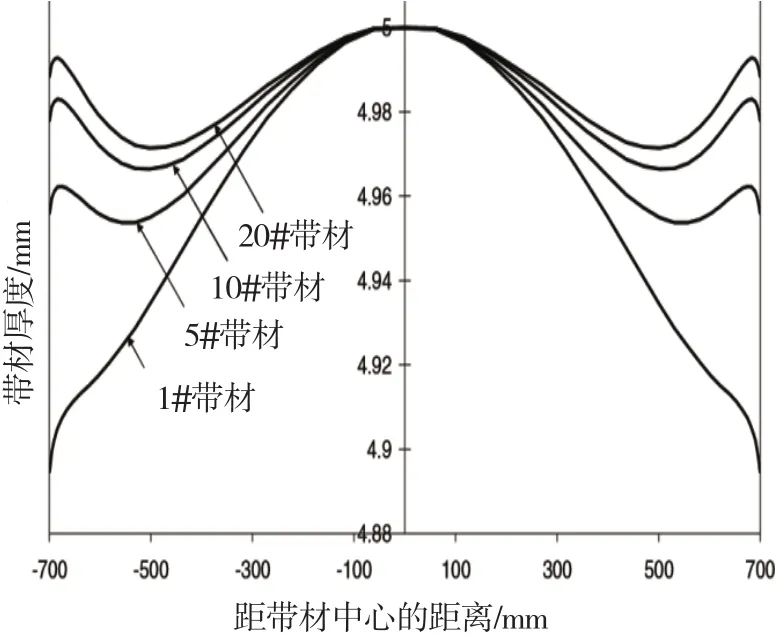
圖1 不同凸度的帶材輪廓
由圖1中可以看出,1#帶材的厚度截面輪廓符合所需的雪茄形狀,但2%的偏差值太高,而5#、10#以及20#帶材偏差幅度大大減小,特別是20#帶材只有0.2%,但是20#帶材邊部有明顯不想要的翹邊缺陷。我們參考S. Neumann過程對最終鋁板平直度的影響理論取1#和20#帶材進行分析。1#帶材沿套筒截面的應力分布如圖2明亮區域所示,為典型的“桶狀”形狀,而兩種帶材相較于直徑方向和寬度方向的應力分布分別見圖3和圖4。
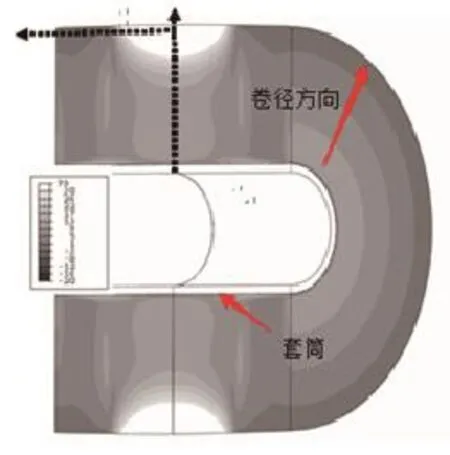
圖2 1#卷應力分布圖
圖3 環向應力隨卷徑方向的變化
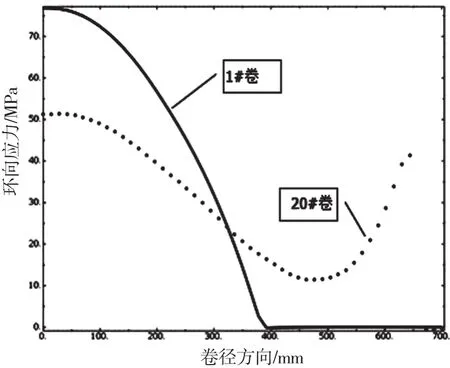
圖4 環向應力隨寬度方向的變化
由圖3環向應力隨卷徑方向的變化可知,1#卷由于“卷凸度”較大,在相同卷重和規格的條件下,相比20#卷的環向應力更為明顯。其中,在卷外圈沿寬度方向的中部1#卷的張力最大值為80MPa,而20#卷約為52MPa,這是因為20#卷的凸度相較于1#卷凸度較小。同樣參考圖4環向應力隨寬度方向的變化,帶材沿寬度方向的中心向邊緣邊部靠近,其“卷凸度”產生的環向應力逐漸減小,但20#卷由于邊部有明顯可見的翹邊現象,致使靠近邊部位置環形應力有V形翻轉的特征。
1.3.3“卷凸度”對板型的影響
“卷凸度”的存在使得帶材層間沿寬度方向的張應力有了變化。由于卷凸度隨卷徑的增加而增加,且隨寬度方向向外有V形減弱趨勢,所以在帶材的外圈沿寬度方向在帶材的中部張應力達到了最大值,根據圖4的20#卷可明顯看到帶材外圈沿寬度方向的最大應力差有35MPa(50MPa-15MPa,20#帶材在寬度中心位置環向應力為50MPa,距離邊部300mm位置處張應力最小,約為15MPa),由于20#卷屬于軋輥熱凸度軋制,比較貼近實際生產,所以我們對20#卷根據彈性模量E=σ/ε可知:

式中E為彈性模量,σ為應力,ε為應變。
該結果表明帶材寬度方向中點與邊部的張力差,使得帶材的在線板型存在約50 I-Unit的測量誤差。意味著即使在線看到明顯的中松,但板型儀依然顯示為中間緊,而不會對此產生中間松的閉環調整。考慮張力對帶材板型的巨大變化,我們對實際生產中的PS版基在0.26mm厚度進行了機械性能方面的檢測,具體結果見表1。通過表1我們可知該1060H18材料的彈性極限范圍在70MPa~100MPa。也就是說當材料的局部應力達到70MPa以上時,該材料就有可能發生塑性變形。
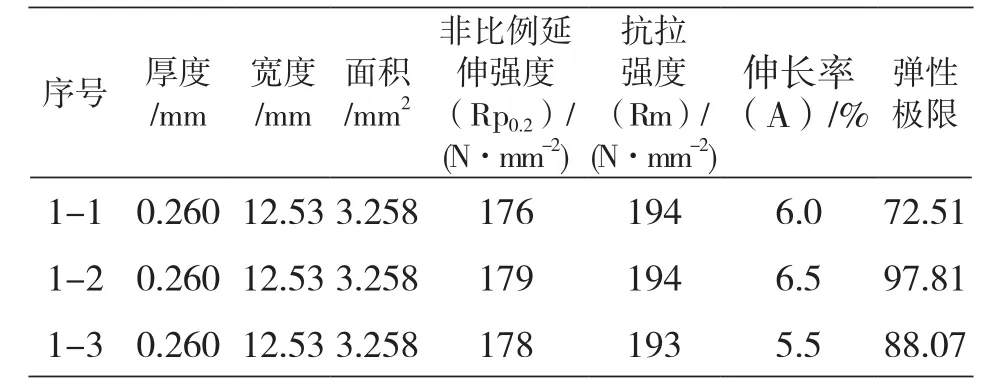
表1 1060H18PS版基的室溫力學性能
2 提高板型平整度的研究
根據前面的原因分析和卷凸度對帶材板型的影響,我們知道本質量問題產生的根本原因在于道次帶材有較大的中凸度,而由中凸度引發的卷凸度、環形應力是該問題的兩個具體表現形式。
2.1手動參與板型控制
對于帶材在線表現出明顯的中間松,而板型儀顯示為中間緊的現象,我們調整了帶材可控負彎的范圍,讓彎輥系統可以在-40%以下范圍工作,同時增加了噴淋在輥縫中部范圍的壓力。對目標板型的初始曲線二次系數設定為6,邊部系數設定為0,帶材運行過程曲線系數疊加量調整見表2。
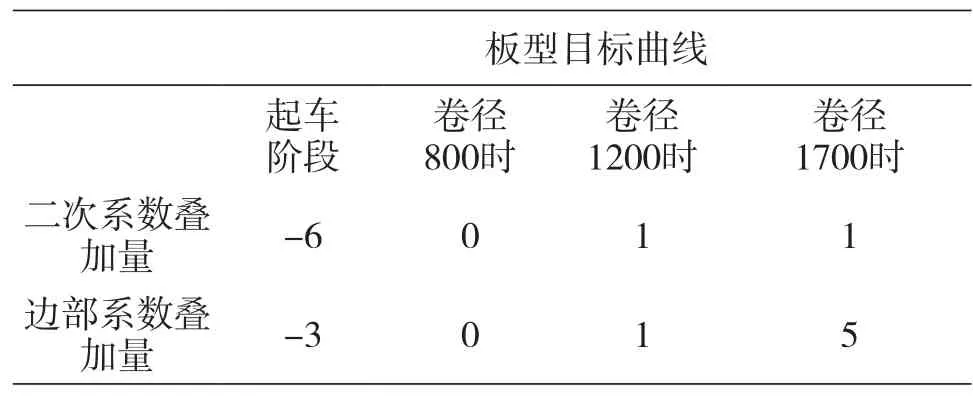
表2 軋機軋制曲線的設定
2.2降低坯料的中凸度
參考胥福順等的《冷軋鋁板帶材生產的板型控制》[1],當鑄軋坯料板形的中凸度大于1%,冷軋時易出現中部波浪過大的情況,造成板形不良。根據相似性軋制原理,冷軋過程中很難通過彎輥、軋制油分段控制和軋輥傾斜值等手段來調整鑄軋坯料所帶有的板形缺陷,最終冷軋板易產生邊部波浪,有時出現板形翹曲情況。
參考圖4,帶材中凸度0.2%能使得帶材外圈在寬度方向邊部和中間產生約35MPa的環應力影響,而板型的影響也表現為50 I-Unit,根據板型控制的比例凸度,鑄軋或熱軋坯料的原始凸度盡量越小越好[2],使得“卷凸度”的弧頂盡量趨近為零。
2.3減小帶材的卷取張力
由于道次帶材在70MPa以上就會發生屈服變形,結合中凸度在帶材寬度方向中部已經產生50MPa的張應力,所以帶材的卷取應力應小于20MPa。但過小的張應力會導致帶材錯串層,為此我們采取以下措施:
(1)增加軋機出口端吹掃壓力并調整吹掃結構。之前的軋機吹掃裝置為扇形中間吹掃,對軋機出口端的帶材邊部很少顧及,而因工藝裂邊造成的毛邊最容易成為軋制油藏匿之處,為此我們在帶材軋制平面位置的牌坊處對稱設置了固定式管式吹掃,對上下表面對稱地設置了上下兩個風箱,每個風箱沿寬度方向對稱三個風刀,依次雁式排列,取得了良好的效果,見圖5。
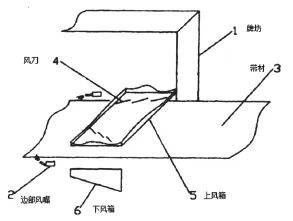
圖5 一種冷軋機軋件油污吹掃裝置
上述裝置已申請了專利,專利名稱為:一種冷軋機軋件油污吹掃裝置;專利號:ZL 2013 2 0670266.8;發明人:陳志軒、劉英超、徐坤等。
(2)加裝卷取支撐。參考鋁箔軋機加裝壓平輥的方法,為了防止小張力軋制帶材錯層,我們在冷軋機出口端加裝了壓平輥。由于壓平輥所在位置如果與帶材和卷相切的位置重合,容易造成帶材起皺,我們將壓平輥壓下的位置朝卷取方向做了少量移動,且對壓平輥的輥面做了中凸處理,以方便帶材對中。
3 結束語
經過近一年的技術攻關,我們優化了1450冷軋產品的生產工藝,對設備進行了改造,提高了產品質量,滿足了用戶的使用要求,為我公司的產品贏得了市場。同時通過本項目的一系列技術攻關,我們積累了更多的經驗,為事業部其它產品的工藝改進提供了更多的理論依據。
[1]丁樹峰,胡偉.軋制板帶材的板形檢測[M].機械設計與制造,2006
[2]胥福順,李全,楊剛,楊鵬.冷軋鋁板帶材生產的板型控制[J].云南冶金,2006
(編輯:余東梅)
Influence of Crown of Strip on Flatness
CHEN Zhi-xuan,WANG Wen-qiang
( Northern China Aluminum CO.,Ltd. ,Zhuozhou 072750, China )
Abnormal phenomenon of strip flatness caused by crown was introduced. Cause of roll crown caused by crown accumulated was analyzed as well. Process parameters,equipment,hardware and operating methods which effect on crown are analyzed and improved,and the quality of the product is improved.
hoop stress; creep; cross section contour; roll crown; yield strength; flatness
TG334.9+5
A
1005-4898(2016)02-0032-05
10.3969/j.issn.1005-4898.2016.02.06
陳志軒(1975-),男,河北涿州人,本科。
2016-01-06
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
計算機應用(2021年4期)2021-04-20 14:06:36
當代陜西(2021年2期)2021-03-29 07:41:24
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
