鋁型材多孔模具焊合室結構的設計及模擬
2016-12-12 06:21:06陳新歡王孟君陳欣怡王迎新袁玉寶潘學著
鋁加工 2016年2期
陳新歡,王孟君,陳欣怡,王 巖,王迎新,袁玉寶,潘學著
(1.中南大學有色金屬材料科學與工程教育部重點實驗室,湖南 長沙 410083;2.廣亞鋁業有限公司,廣東 佛山 528237)
鋁型材多孔模具焊合室結構的設計及模擬
陳新歡1,王孟君1,陳欣怡1,王 巖1,王迎新2,袁玉寶2,潘學著2
(1.中南大學有色金屬材料科學與工程教育部重點實驗室,湖南 長沙 410083;2.廣亞鋁業有限公司,廣東 佛山 528237)
利用HyperXtrude有限元模擬軟件,分析了鋁型材多孔模具不同焊合室結構對型材流速、溫度及焊合質量的影響。研究發現,采用共焊合室時,型材焊縫質量較好,而分焊合室能平衡金屬流動,型材出口流速和溫度分布更均勻,且焊合室內金屬的流動應力較小。經試模的料頭分析,采用分焊合室結構可以順利地實現擠壓。
鋁型材;HyperXtrude;多孔模具;焊合室
0 前言
鋁型材因具有重量輕、強度高、導電導熱性好、耐腐蝕、外形美觀等優點,廣泛用于建筑、交通、通訊設備、機械制造、運動器械、家具和裝飾等各個領域[1]。目前,鋁型材的主要生產方式是擠壓加工。對于小斷面型材,我國主要以單孔模具擠壓為主,而發達國家多采用多孔模具擠壓生產[2]。相比于單孔模,在擠壓速度相同的情況下,多孔模擠壓具有生產效率高,模具壽命長,擠壓力小,成品率高等優點[3]。但是多孔擠壓時,金屬流動情況復雜,流速均勻性不易控制,產品質量難以保證。本文以某一具體鋁型材為例,應用HyperXtrue有限元模擬分析軟件,研究焊合室結構對金屬流動均勻性的影響。
1 焊合室的結構設計及實驗方案
1.1型材
擠壓型材如圖1所示,材料為6063鋁合金,其中心方孔的尺寸為18mm×15mm,型材四周有7根小懸臂,壁厚均勻,平均厚度1.5mm,型材斷面積為15mm2。
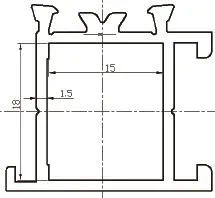
圖1 型材截面圖
1.2焊合室設計
焊合室是把分流孔流出的金屬重新匯聚、焊合的地方,其形狀、入口方式和尺寸大小對金屬的流動、焊合質量和擠壓力的大小有重要的影響。為了消除焊合死區,提高焊縫質量,本文采用蝶形截面的焊合室,設計了三種焊合室方案,具體結構如圖2所示。方案1采用共焊合室結構,即四個模孔共用一個焊合室,深度為14mm;方案2在共焊合室中心部位增加一個圓柱形阻流塊,直徑φ20mm,與焊合室等高;方案3采用分焊合室結構,在共焊合室內對稱設計四道隔墻,其寬度為4mm,與焊合室等高。
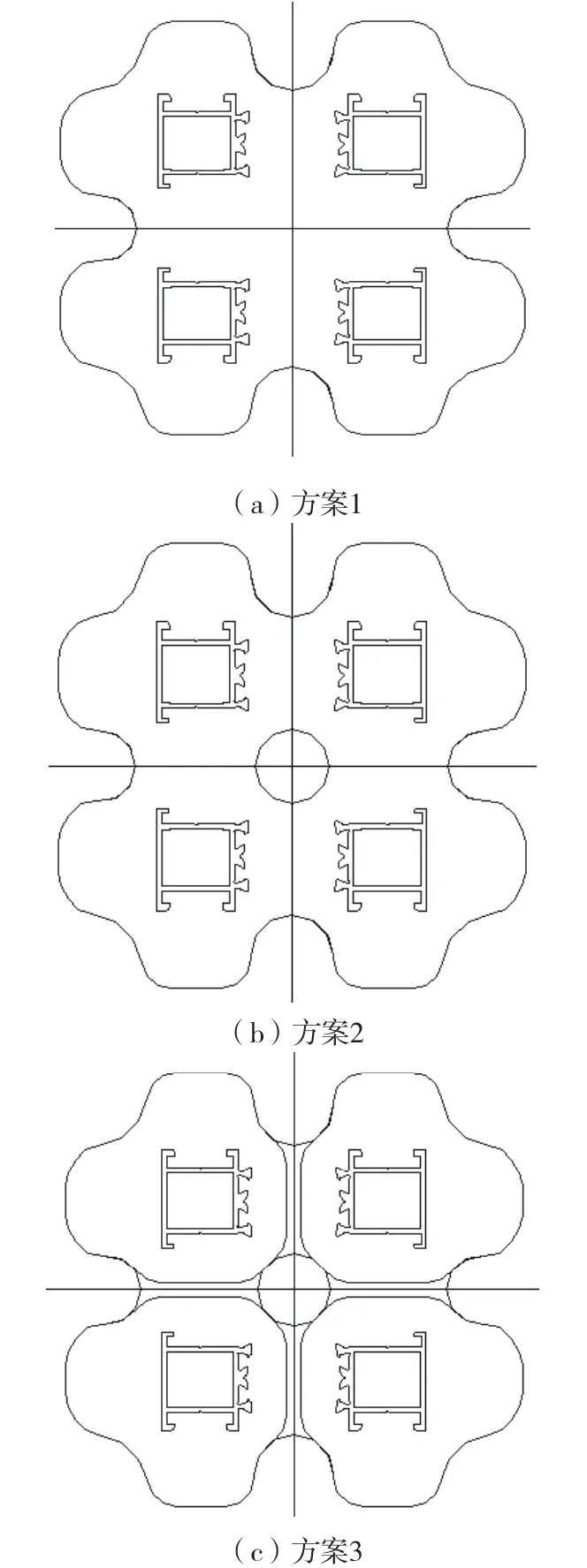
圖2 焊合室結構圖
2 數值模擬分析
2.1模型的建立
焊合室結構的三維模型如圖3所示。借助于HyperWorks里面集成的HyperMesh模塊對模具及坯料進行網格劃分。在軟件自帶的材料庫中選取模具的材料為H13鋼,坯料為6063鋁合金。該多孔模具有對稱性,為節省運算量,減少計算時間,取四分之一進行研究,圖4為模具分焊合室的網格圖。在參數控制版面設置擠壓桿速度為2mm/s,鑄棒預熱溫度為450℃,模具和擠壓筒的預熱溫度為430℃。
圖3 焊合室結構的三維模型
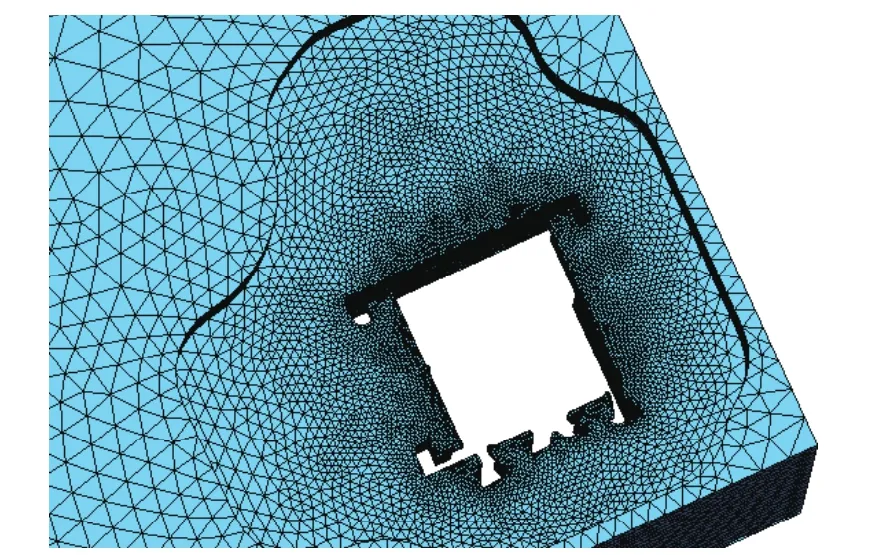
圖4 有限元模型
2.2模擬結果的分析
為了便于分析,將型材等面積分為32段(如圖5),取每段流速的平均值作為計算該段流速SDV值的特征值。選取金屬流速均方差(SDV)作為判斷流速差異大小的依據[4~5],具體定義為:
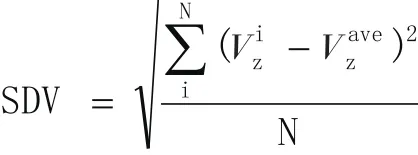

圖6 型材出口流速圖

表1 型材出口流速SDV值

圖7 型材出口溫度圖
圖6為型材出口流速圖,從圖中可見,型材右下角流速最大,而遠離模具中心處流速較小,其最大流速差依次為38.8mm/s、50.6mm/s、15.0mm/s。結合流速SDV值(見表1)可知,方案2流速最不均勻,這是由于圓柱形阻流塊對金屬流動具有一定的平衡阻礙作用,但并未引導金屬流動,反而造成了焊合室內金屬的紊流;方案3的最大流速差和SDV值都遠遠小于其它方案,金屬流動最為均勻,說明分焊合室結構可以引導金屬流動,有效避免了金屬因焊合壓力不均造成的模孔間橫向流動,能很好地平衡金屬流動。
圖7為型材出口溫度分布云圖,從圖中可以看出,型材流速較大的部位其溫度也相對較高,三種方案的最大溫度差依次為21.3℃、25℃、16.3℃。相比于共焊合室結構,阻流塊未能平衡金屬流動,反而使均勻性變差,金屬變形更為劇烈,大量的變形熱使溫度升高。從圖7(c)可知,分焊合室結構的型材出口溫度分布較為均勻,溫度差最小。由于分焊合室設計使不同分流孔內金屬直接流向對應模孔,控制了金屬在焊合室內的流動,變形更均勻,致其溫升較小,型材出口溫度分布均勻性較好。
圖8為焊合壓力的分布云圖,可以看出方案3焊合壓力最大且分布較為均勻,而方案2焊縫區域的焊合壓力較大。圖9為焊合室內的流動應力云圖,其最大流動應力依次為35.5MPa、34.4MPa和36.3MPa,方案2的流動應力最小,但方案3中流動應力分布最為均勻。由于分焊合室結構避免了模孔間金屬的紊流,流動較為均勻,從而流動應力分布相對均勻。焊縫是影響產品力學性能的關鍵因素,而其主要受到焊合室內的焊合壓力和流動應力的控制。Li等認為焊縫質量主要取決于焊合壓力和流動應力之比[6],比值越大,焊合質量越好。Akeret認為獲得良好的焊合質量需要焊合壓力是流動應力的至少三倍[7]。由表2可知,方案1焊合質量最好,但方案3中其比值為4.3,超過臨界比3,焊縫質量合格。焊合室容積越大,靜水壓力越大,故共焊合室結構的焊合質量最好,而阻流塊引起了金屬紊流,使其焊合壓力減小,焊合質量下降。
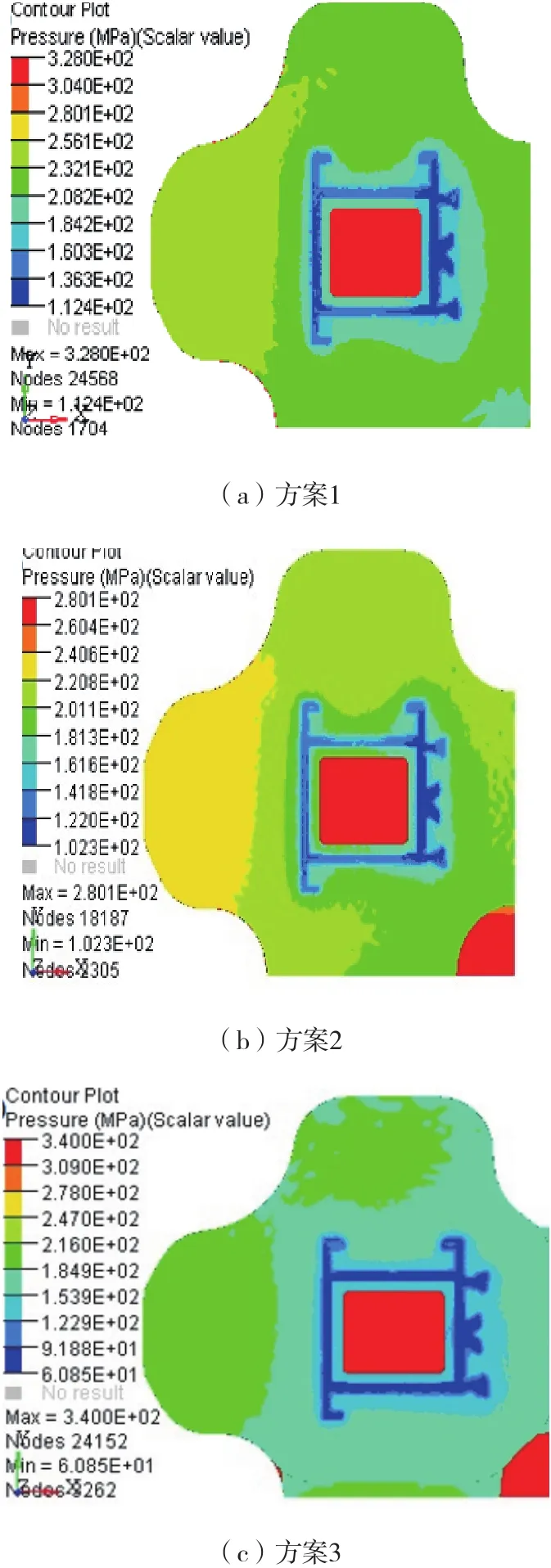
圖8 焊合室內壓力圖


圖9 焊合室內流動應力云圖
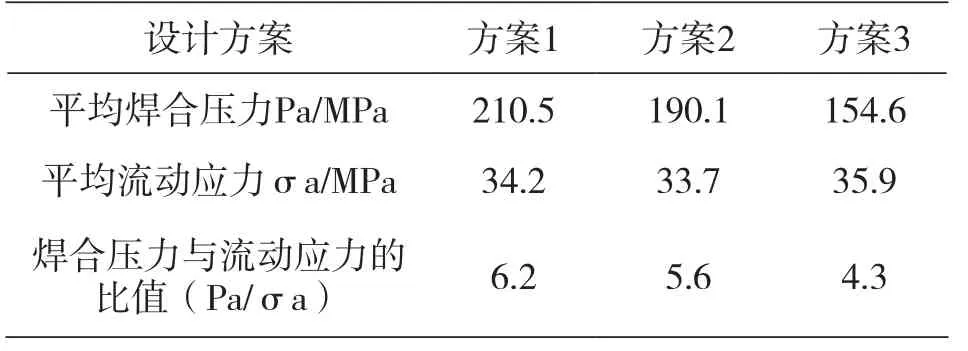
表2 不同方案中焊合面上焊合壓力與流動應力的比值
2.3生產試模
在15MN擠壓機上采用分焊合室結構的多孔模具擠壓6063型材,擠壓參數和模擬時參數一致,擠壓過程順利,獲得擠壓料頭如圖10所示。從圖中可以看到料頭變形量不大,只有圖中的①和②處有輕微的突起但并不明顯,這是由于此處金屬流速較大的緣故,與模擬結果一致。
3 結論
(1)分焊合室能顯著降低型材出口流速的SDV值,平衡焊合室內金屬流動。
(2)阻流塊會加劇金屬變形,增大溫升;分焊合室結構則使金屬流動更均勻,溫升較小且溫度分布均勻 。

圖10 型材料頭圖
(3)采用共焊合室結構時,擠壓制品的焊縫質量較好,但分焊合室中金屬的流動應力分布更均勻,后續熱處理時不易發生變形。
[1]吳向紅,趙國群,趙新海,欒貽國,馬新武.鋁型材擠壓成形過程數值模擬的研究現狀及發展[J]. 系統仿真學報,2007,05:945-948+951
[2]喬磊,王孟君,陳欣怡,王迎新,袁玉寶,潘學著.鋁型材多孔多級導流模設計及模擬[J].鋁加工,2014,06:4-8
[3]何釗. 基于HyperXtrude的多孔模具研究及應用[D].中南大學,2012
[4]鄭榮,包忠詡,周天瑞,黃克堅.三維鋁型材擠壓模多參數優化[J]. 金屬成形工藝,2004,01:69-72
[5]王樹勛,等.實用模具設計與制造[M].長沙:國防科技大學出版社,1991
[6]Li L,Zhang H,Zhou J,et al. Numerical and experimental study on the extrusion through a porthole die to produce a hollow magnesium profile with longitudinal weld seams[J]. Materials & Design,2008,29(6):1190-1198
[7]Akeret R. Properties of pressure welds in extruded aluminum alloy sections[J]. Inst Metals,1972,10:202–7
(編輯:余東梅)
Design and Simulation ofWelding Chamber Structure for Aluminum Profile Multihole Mould
CHEN Xin-huan1,WANG Meng-jun1,CHEN Xin-yi1,WANG Yan1,WANG Ying-xin2,YUAN Yu-bao2,PAN Xue-zhu2
(1.State Key Laboratory of Nonferrous Metals Material Science and Engineering Education Department,Central South University,Changsha 410083,China;2.Guangya Aluminum Co.Ltd.,Foshan 528237,China)
Effect of different welding chamber structures on export flow velocity,temperature and welding quality is discussed using the HyperXtrude FEM software. The results show that the welding quality with one welding chamber is better . Splitting welding chambers can balance the metal flow velocity, and profile export velocity and temperature distribution are more uniform, and the flow stress is smaller in splitting welding chamber. The engineering experiment shows that splitting welding chamber can make the extrusion successfully.
aluminum profile; HyperXtrude; multihole mould; welding chamber
TG375+.41
A
1005-4898(2016)02-0004-06
10.3969/j.issn.1005-4898.2016.02.01
佛山市科技創新平臺建設專項資助(2013GQ100082)。
陳新歡(1991-),女,河北石家莊人,碩士研究生,主要從事模具設計及擠壓模擬的研究。
2015-12-20
