不同焊接方法對09CuPCrNi薄板搭接接頭組織和性能的影響
2016-12-12 02:42:36蔣立影徐艷麗
電焊機 2016年11期
田 慧,李 洋,吳 昊,蔣立影,徐艷麗
(中車唐山軌道客車有限責任公司,河北唐山064000)
不同焊接方法對09CuPCrNi薄板搭接接頭組織和性能的影響
田 慧,李 洋,吳 昊,蔣立影,徐艷麗
(中車唐山軌道客車有限責任公司,河北唐山064000)
采用電阻點焊、膠接點焊和塞焊三種焊接方法,對3 mm+3 mm 09CuPCrNi鋼搭接接頭的組織和力學性能進行對比研究。結果表明:三種焊接方法下焊接接頭的剪切拉伸性能均滿足標準,其中塞焊時接頭剪切拉伸性能較好;電阻點焊和膠接點焊接頭各區域硬度相近且高于塞焊下接頭各區域硬度;塞焊接頭的組織與電阻點焊和膠接點焊接頭組織有所不同;點焊及膠接點焊焊接接頭的熔透率均滿足相關標準。
09CuPCrNi;薄板搭接接頭;電阻點焊;膠接點焊;塞焊
0前言
近年來隨著我國鐵路事業蓬勃發展,不僅對機車內部制造有著嚴格的要求,對外觀質量的要求也逐漸提高。薄板由于質量輕、易加工成型、工藝性能好、連接方便等特點廣泛應用于機車的蒙皮[1]。但受冶金工藝的限制無法制造大面積薄板,所以蒙皮需要通過焊接連接。在焊接過程中由于局部加熱和快速冷卻導致薄板產生不均勻的應力與應變,當焊縫的縱向收縮與薄板邊緣的壓力超過一定比值時,即會產生較嚴重的波浪式變形,而且薄板對熱輸入的大小也非常敏感,很容易造成過燒[2-3]。這些問題直接影響焊接質量、結構性能、安全可靠性和制造工藝性等[4]。本研究對3mm+3mm板厚組合09CuPCrNi耐候鋼進行電阻點焊、膠接點焊和塞焊,對比分析三種焊接接頭的金相組織和力學性能。
1試驗材料和方法
1.1試驗材料
試驗材料為3 mm 09CuPCrNi耐候鋼,采用TB/
T1979-2003標準,塞焊選用的填充材料為φ1.0 mm的THQ500-NQ-Ⅱ焊絲,試驗材料09CuPCrNi和填充材料THQ500-NQ-Ⅱ化學成分及力學性能如表1~表4所示。

表1 09CuPCrNi-A耐候鋼的化學成分%Table 1 09CuPCrNi-Aweatheringsteelchemicalcomposition

表2 09CuPCrNi-A耐候鋼的力學性能Table 2Mechanical properties of 09CuPCrNi-A weathering steel

表3 填充材料THQ500-NQ-Ⅱ化學成分Table 3Filling material THQ500-NQ-Ⅱchemical composition%

表4 填充材料THQ500-NQ-Ⅱ力學性能Table 4MechanicalpropertiesoffillmaterialTHQ500-NQ -Ⅱ
1.2試驗方法
對3 mm+3 mm 09CuPCrNi鋼板進行電阻點焊,膠接點焊和塞焊,三種焊接工藝參數如表5、表6所示。塞焊采用半機械化直流正極性MAG焊,焊機型號YD-350GM3,接頭類型為板塞焊接頭,保護氣為φ(Ar)80%+φ(CO2)20%,氣體流量15 L/min。電阻點焊和膠接點焊采用ZDT-B260-GB焊機,接頭形式為板點焊接頭。
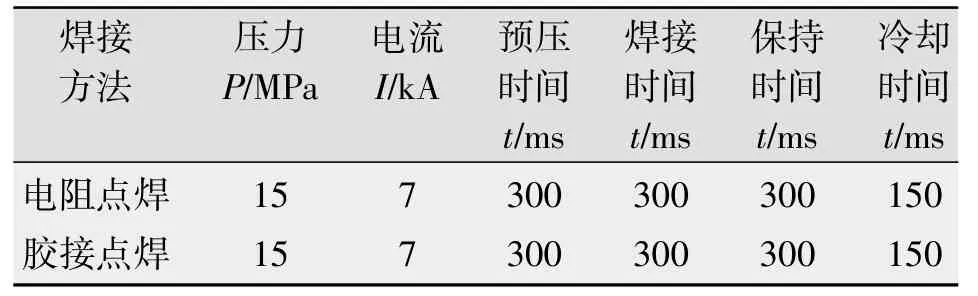
表5 電阻點焊和膠接點焊焊接工藝參數Table 5Resistance spot welding and gluing spot welding process parameters
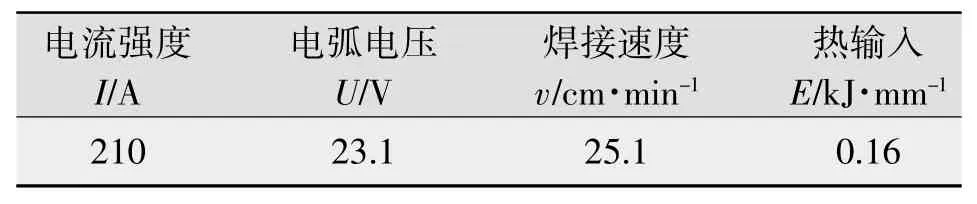
表6 塞焊焊接工藝參數Table 6Plug welding process parameters
焊后根據相關標準進行剪切拉伸、硬度試驗和金相試驗。剪切拉伸試驗采用JIS Z 3140-1989標準,在FM700顯微硬度儀下進行硬度試驗。采用BX51M光學顯微鏡觀察分析焊接接頭的組織形態。
2試驗結果及分析
2.1剪切拉伸試驗結果及分析
09CuPCrNi鋼板在電阻點焊、膠接點焊和塞焊下的剪切拉伸試驗結果如表7所示,拉伸試件的宏觀形貌如圖1所示。
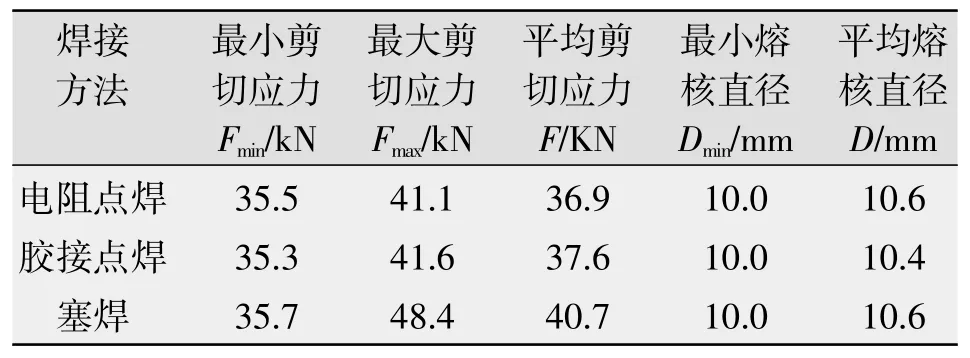
表7 3 mm+3 mm 09CuPCrNi剪切拉伸試驗結果對比Table 73 mm+3 mm 09CuPCrNi tensile shear test results contrast
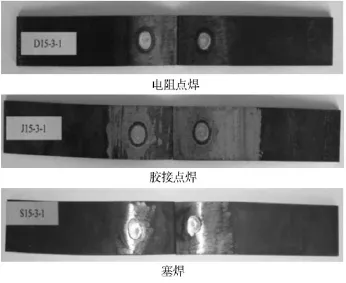
圖1 不同焊接方法下3 mm+3 mm 09CuPCrNi拉伸試件宏觀形貌Fig.1Macromorphology 3mm+3mm09CuPCr-Nitension specimen with different welding methods
按照JIS Z 3136規定,拉伸剪切載荷的最小值和平均值必須大于最小值28.3kN和平均值33.3kN,采用作為熔核直徑的平均值,均滿足標準。三種焊接方法下熔核直徑相差不大,電阻點焊和膠接點焊剪切應力接近,而塞焊剪切應力較高,這是由于電阻點焊和膠接點焊在結合線處容易造成應力
集中導致剪切應力較小。通過掃描電鏡觀察剪切拉伸試件斷口形貌如圖2所示。剪切拉伸試件斷口全貌無缺陷存在,邊緣和中心呈少量解理+剪切韌窩形態,斷裂類型為韌性斷裂。
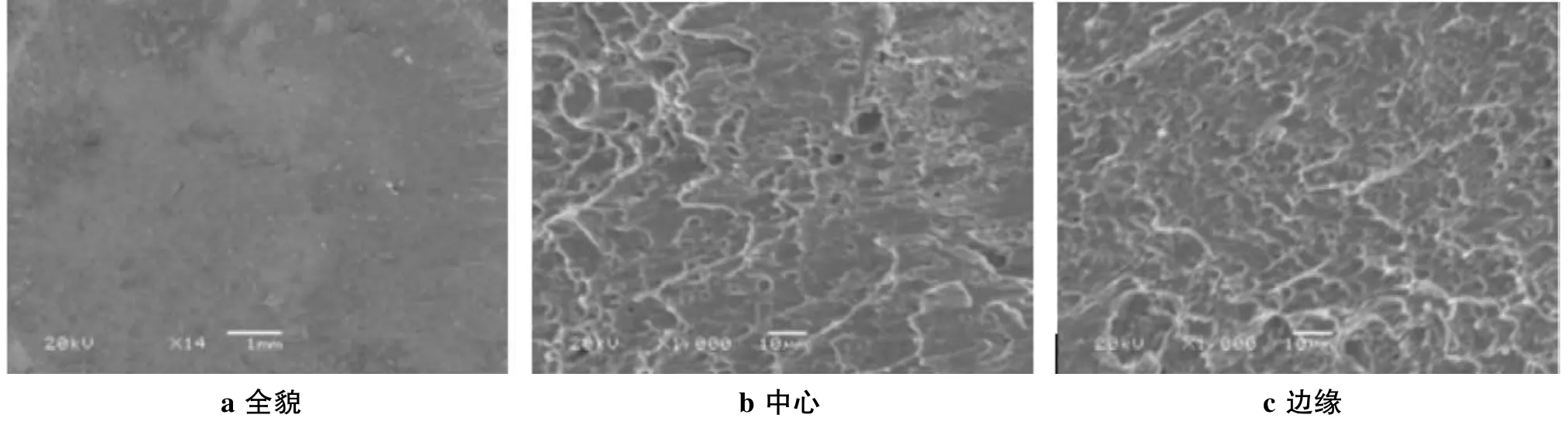
圖2 09CuPCrNi 3 mm+3 mm板厚組合剪切拉伸試件斷口形貌Fig.2Shear tension specimen fracture morphology of 09CuPCrNi 3 mm+3 mm thickness combination
2.2硬度試驗結果及分析
不同焊接方法下接頭硬度分布如圖3所示。電阻點焊時,09CuPCrNi鋼板硬度約為200~320 HV,從距熔合線600 μm的熱影響區到熔核區的硬度相差不大,從距熔合線600 μm的熱影響區到母材硬度降低到200 HV,這是由于電阻點焊焊接時間短,冷卻速度快,導致熔核和熱影響區出現少量馬氏體組織,并且晶粒粗大導致組織硬度較高。隨著距熔合線越來越遠,熱輸入逐漸變小,馬氏體量減少,晶粒變小,硬度逐漸降低,直至達到母材硬度。膠接點焊與電阻點焊硬度分布相似,原因與電阻點焊相同。
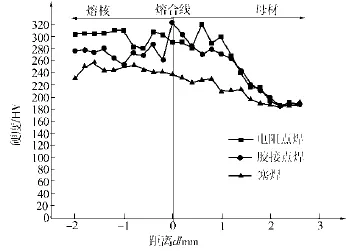
圖3 不同焊接方法下09CuPCrNi鋼板硬度分布Fig.309CuPCrNi steel hardness distribution with different welding methods
塞焊時,09CuPCrNi鋼板硬度約200~260 HV,硬度從熔核區到母材逐漸降低。熔核區硬度比電阻點焊和膠接點焊低,這是因為塞焊采用接頭類型為板塞焊接頭,使用MAG焊,接頭冷卻速度較小,熔核區的組織為針狀體素體、珠光體和粒狀貝氏體,硬度較小。距熔合線越來越遠熱輸入變小,晶粒逐漸變小硬度稍有下降,直至達到母材硬度。
2.3微觀金相試驗結果與分析
3 mm+3 mm 09CuPCrNi鋼板采用不同焊接方法的顯微組織如圖4~圖6所示。母材顯微組織如圖7所示,母材組織為塊狀鐵素體,在鐵素體上分布細小碳化物,晶界處存在珠光體。熔核區晶粒呈柱狀晶生長,先共析鐵素體沿晶界析出,無碳貝氏體向晶內生長,電阻點焊和膠接點焊晶內存在粒狀貝氏體、針狀鐵素體和少量馬氏體,塞焊晶內為針狀體素體、珠光體和粒狀貝氏體。在熱影響區,先共析鐵素體呈網狀分布,電阻點焊和膠接點焊晶內粒狀貝氏體、針狀鐵素體和少量馬氏體,距熔合線越遠晶粒越小。
2.4熔透率
3 mm+3 mm 09CuPCrNi在不同焊接方法下熔透率試驗結果如表8所示,根據JIS Z 3140-1989標準,以板厚20%的熔深率為基本值,不規定上限,均滿足條件。

表8 3 mm+3 mm 09CuPCrNi熔透率試驗結果Table 8Testrsultsof3mm+3mm09CuPCrNiapenetration rate
熔透率計算如圖8所示,根據JIS Z 3140-1989標準,t1/T1>20%(即0.2)視為滿足條件,所以熔透率均滿足標準。
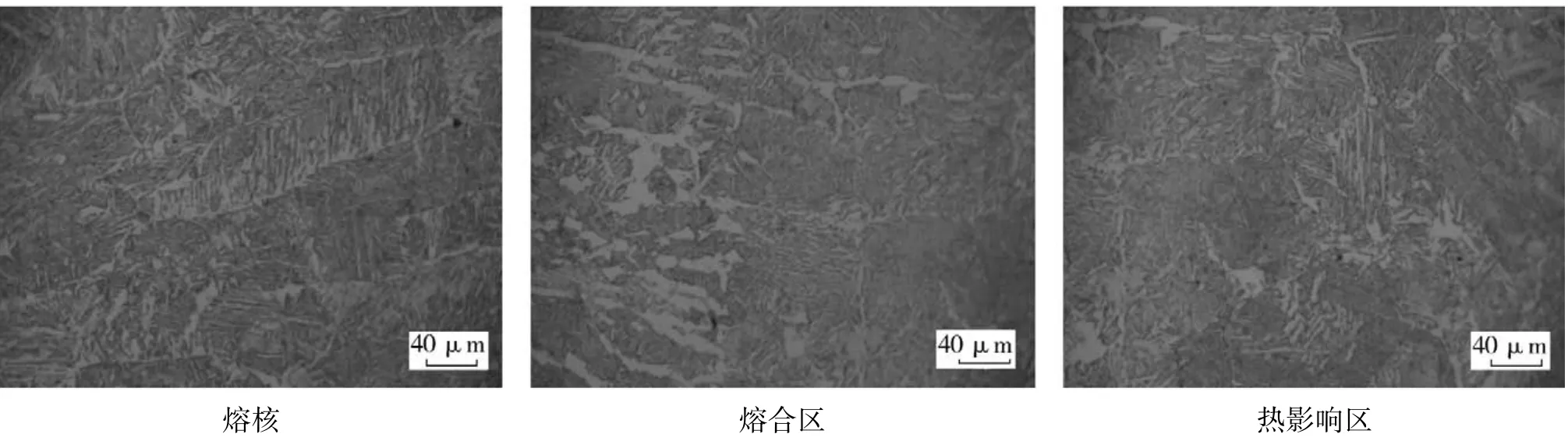
圖4 3 mm+3 mm 09CuPCrNi鋼板電阻點焊顯微組織Fig.43 mm+3 mm 09CuPCrNi steel resistance spot welding microstructure
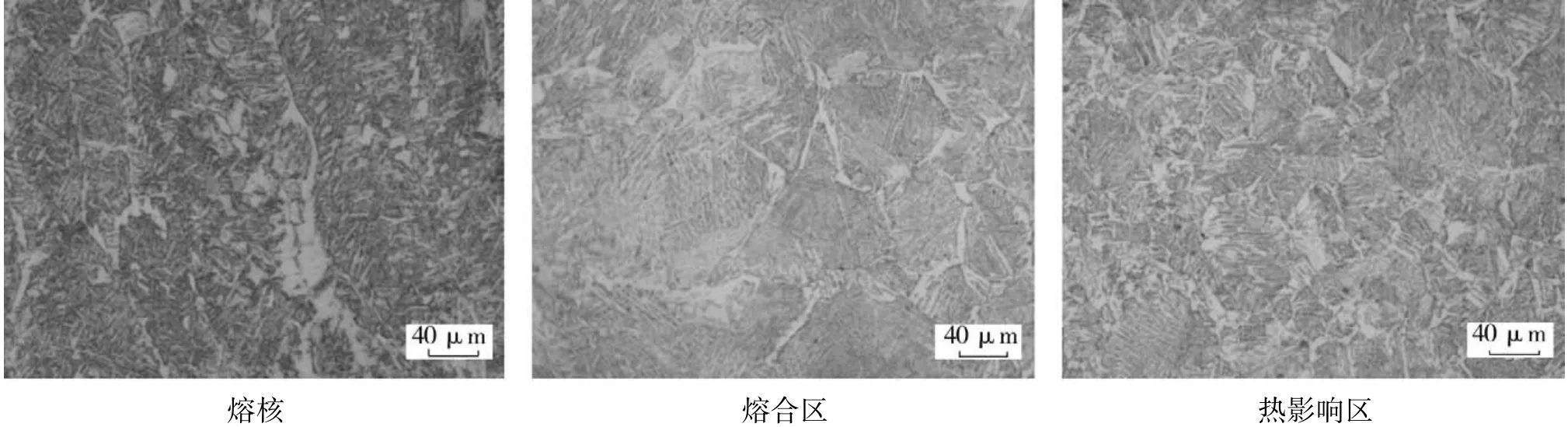
圖5 3 mm+3 mm 09CuPCrNi鋼板膠接點焊顯微組織Fig.53 mm+3 mm 09CuPCrNi steel glued spot welding microstructure
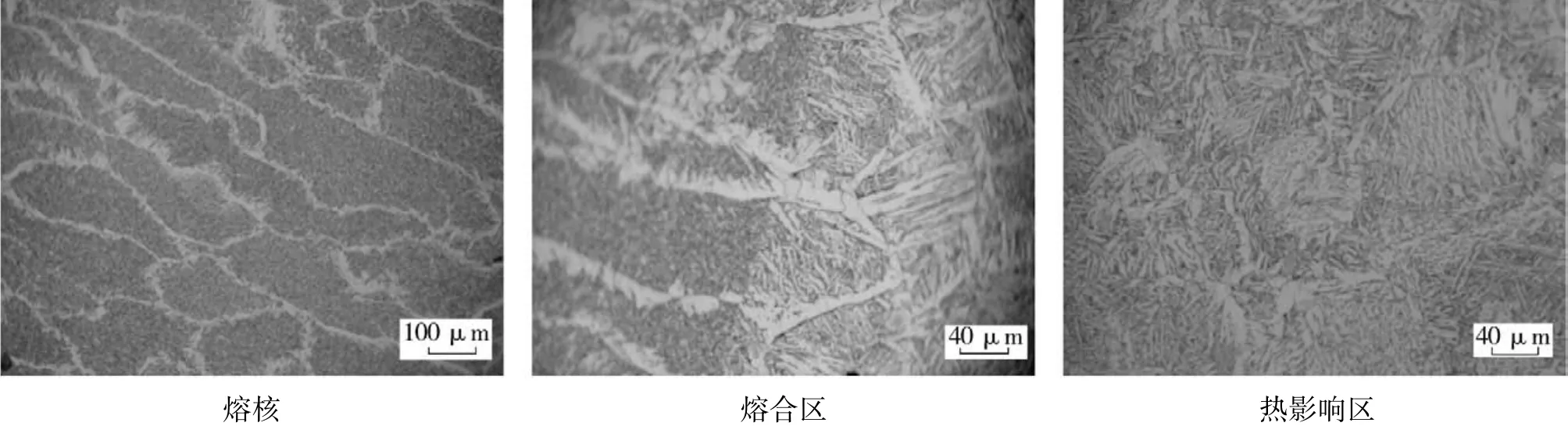
圖6 3 mm+3 mm 09CuPCrNi鋼板塞焊顯微組織Fig.63 mm+3 mm 09CuPCrNi steel plug weld microstructure
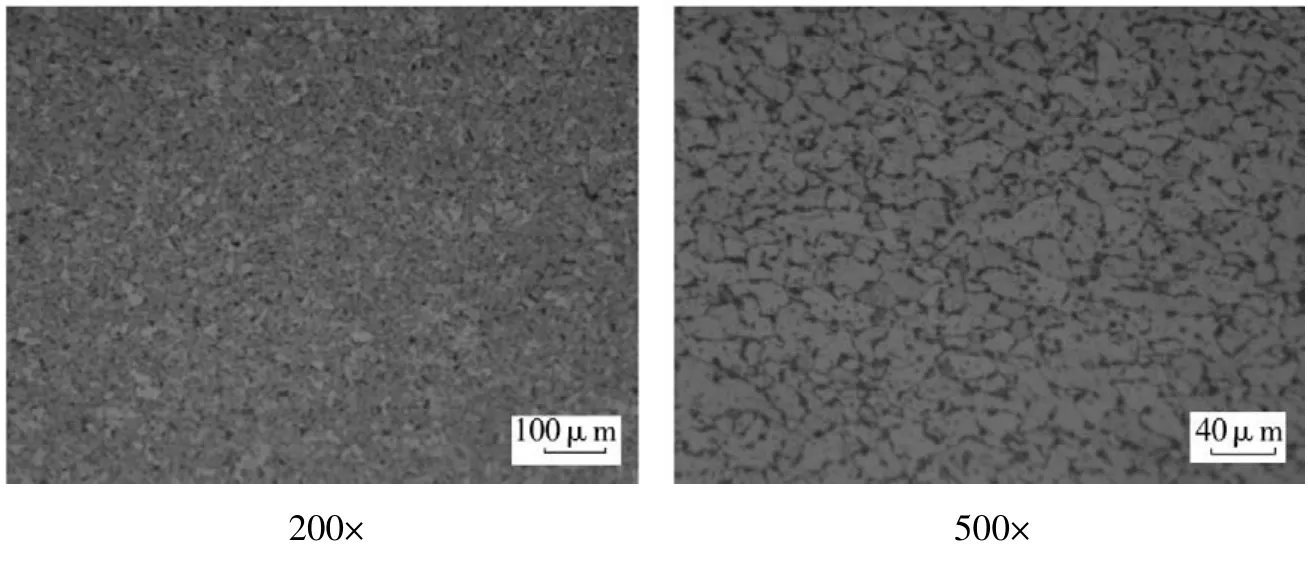
圖7 3 mm+3 mm 09CuPCrNi鋼板母材顯微組織Fig.73 mm+3 mm 09CuPCrNi steel base material microstructure
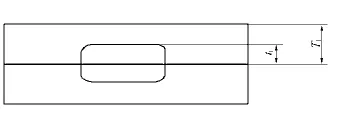
熔透率=t1/T1;t1為最大熔深;T1為板厚圖8 電阻點焊和膠接點焊熔透率測試示意Fig.8Resistance spot welding and spot-glued penetration rate test schematic
3結論
(1)電阻點焊、膠接點焊和塞焊三種焊接方法的拉伸試樣均斷裂于熔核處,強度滿足標準,在3 mm+ 3 mm板厚組合下,塞焊的剪切拉伸性能較好。
(2)塞焊時接頭各區域硬度較低,電阻點焊和膠接點焊相接近。
(3)09CuPCrNi母材組織為塊狀鐵素體,在鐵素體上分布細小碳化物,晶界處存在珠光體;塞焊組織與電阻點焊和膠接點焊有所區別,三種焊接方法下熔核區組織均以柱狀晶形式成長,但塞焊晶內為針狀體素體、珠光體和粒狀貝氏體,電阻點焊和膠接點焊晶內為粒狀貝氏體、針狀鐵素體和少量馬氏體;在熱影響區先共析鐵素體呈網狀分布,電阻點焊和膠接點焊晶內為粒狀貝氏體、針狀鐵素體和少量馬氏體,塞焊熱影響區晶內為針狀鐵素體,距熔合線越遠,晶粒越小。
(4)3 mm+3 mm 09CuPCrNi鋼電阻電焊及膠接點焊的焊接接頭熔透率均滿足相關標準。
[1]中國機械工程學會焊接學會.焊接手冊(第3卷):焊接結構[M].北京:機械工業出版社,2001.
[2]宗小彥,何建萍,王付鑫,等.薄板焊接的特殊問題的研究現狀[J].焊接技術,2015(2):1.
[3]袁建國,吳憲平,洪波.防止薄板手工電弧點焊燒穿的焊接電流控制電路[J].電焊機,1999,29(8):27-28.
[4]閆俊霞,劉群山.薄板焊接失穩變形的影響因素[J].鑄造技術,2009,30(1):80-82.
Page 113
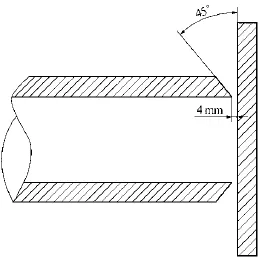
圖8 管板焊接示意
(7)管子對接和管板焊接后會產生少量變形,采用氧氣-丙烷火焰加熱校正,溫度控制在800℃以下。
4結論
2010上海世博會西班牙場館中管桁架的工程施工圖如圖9所示,場館實際效果如圖10所示,針對管桁架的胎架制作特點、技術施工難點的管控及施工過程中的精密組織施工能使管桁架的精度達到現場安裝要求,為類似工程的管桁架提供參考。
Effect of different welding methods on microstructure and mechanical properties of 09CuPCrNi thin plate lap joints
TIAN Hui,LI Yang,WU Hao,JIANG Liying,XU Yanli
(CSSR Tangshan Railway Vehicles Co.,Ltd.,Tangshan 064000,China)
In this paper,mechanical properties of the thickness of 3 mm+3 mm 09CuPCrNi lap joints are compared by resistance spot welding,spot weld-bonding and plug welding.The results show that:the tensile shear properties of welded joints under three welding methods to meet the standards,and plug weld joint tensile shear property is better;the hardness of joints regions by resistance spot welding and spot weld-bonding is similar and higher than the plug welding joint;the organization of plug welding joint is different from the organization of resistance spot welding joint and resistance spot welding joint;penetration rate of spot welding and spot weldbonding joints could meet the relevant standards.
09CuPCrNi;thin plate lap joint;resistance spot welding;spot weld-bonding;plug welding
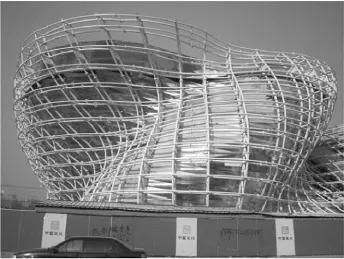
圖9 西班牙場館施工圖
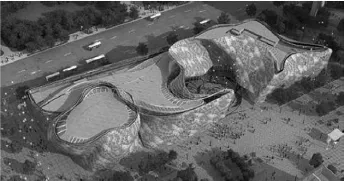
圖10 西班牙場館實際效果
TG407
B
1001-2303(2016)11-0118-05
10.7512/j.issn.1001-2303.2016.11.26
獻
田慧,李洋,吳昊,等.不同焊接方法對09CuPCrNi薄板搭接接頭組織和性能的影響[J].電焊機,2016,46(11):118-122.
2016-04-25
田慧(1982—),女,遼寧建平人,碩士,工程師,主要從事軌道車輛制造相關的技術研究工作。