3D打印在車身試制夾具中的應用
2016-12-08 06:18:56張貴平王斌張云雷
汽車實用技術 2016年11期
關鍵詞:工藝
張貴平,王斌,張云雷
(東風汽車公司技術中心,湖北 武漢 430056)
3D打印在車身試制夾具中的應用
張貴平,王斌,張云雷
(東風汽車公司技術中心,湖北 武漢 430056)
文章首先通過對車身試制夾具結構的簡單介紹,指出目前夾具專用件工藝方案是影響夾具制造周期及費用的重要因素;其次通過對比數控加工工藝和3D打印工藝材料性能、制作周期和費用,結合試制夾具實際運用環境,對選擇合適工藝方案進行具體分析;最后總結了引入3D打印工藝對試制夾具制造的影響及意義。
3D打印;試制夾具;白車身
10.16638/j.cnki.1671-7988.2016.11.043
CLC NO.: U463.7 Document Code: A Article ID: 1671-7988(2016)11-115-03
試制用夾具是汽車零件試制過程中重要的工裝器具,其制作周期、費用在零件試制中占較大比重。為了進一步縮短試制夾具的制作周期、降低試制夾具的制造費用,針對夾具結構特點,引入具有高效、經濟、簡便特點的3D打印成形技術(Three Dimensional Printing, 3DP)來制造夾具部件,以達到短周期、低成本完成夾具制作的目的。
1、試制夾具組成及制造工藝
1.1試制夾具
試制夾具相比較量產夾具,其精度相當,但使用壽命短、制作時間少、費用低。根據試制夾具特點,一般將其組件分為通用件和專用件[1]。通用件是指已標準化、系列化,可在不同試制夾具中實現柔性共用的結構部件,可更快、幾乎零成本運用在夾具中。通用件一般包括夾具底座、補高臺、調整片等。專用件是指為某一零件而專門設計的部件,需要重新制作,是影響試制夾具周期、費用的重要部分。專用件一般包括定位銷、定位塊、壓臂、立板等。本文以汽車試制中常用的車身焊接夾具和測量夾具兩類夾具進行分析。
1.2試制焊接夾具
焊接夾具通用件大多采用鋼鐵類材料,標準化部件[2]。專用件中定位銷、壓臂、立板結構形式簡單,采用車、鉗工藝制作,周期短,費用低。而專用件中的型面定位塊,存在曲面結構,采用NC加工(Numerical Control Machining,數控加工)制作,周期較長、費用較高。型面定位塊分為鈑金A面型塊和鈑金夾緊型塊兩種,如圖1所示。鈑金A面型塊用于支撐車身造型面,為了避免劃傷,一般采用尼龍66材料;鈑金夾緊型塊用于夾持車身結構件,起定位固定作用,一般用45#材料,NC加工后表面處理。

圖1 試制用焊接夾具專用件定位塊分布圖
1.3試制測量夾具
試制測量夾具中通用件采用鋁合金材料,制作為系列化、標準化部件。專用件主要是定位銷、型面定位塊等,一般采用鋁合金材料,NC工藝。

圖2 車身測量夾具示意圖
1.4車身夾具專用件特點
綜合試制夾具中專用件特點,車身夾具專用件中定位銷、壓臂、立板制作周期短、費用低,工藝成熟,提升空間有限。而型面定位塊采用NC工藝,周期及費用相對較高,需要進行工藝優化。型面塊材料及工藝匯總如下表1所示:

表1 車身試制夾具型面塊材料及制造工藝
試制夾具型面塊尺寸較小,結構較簡單,數量多,強度和表面質量要求較高。型面塊的NC加工工藝材料性能、加工周期、費用情況大概如表2所示:
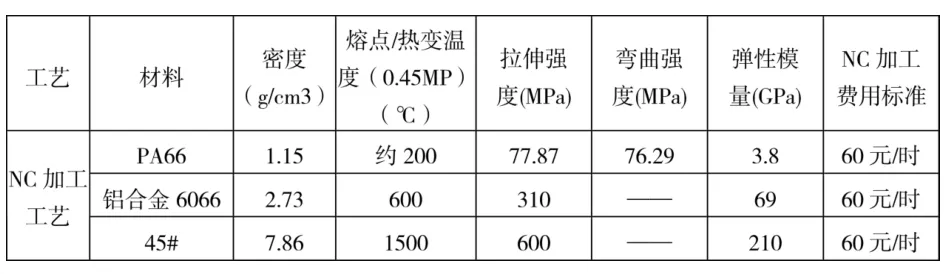
表2 車身制夾具型面塊材料性能及NC加工周期、費用
從表2中可以看出,單個型面塊NC加工工藝一般需要2—4天(包括下料、打磨、后處理等工序),費用約300—1000元。對于一套試制夾具幾個至幾十個型面塊來說,整體制造時間較長,費用較高。因此尋找和選擇合適的部件制造工藝方案,減少制造時間,對于縮短周期非常重要。
2、3D打印技術在試制夾具中應用
3D打印是快速成型技術的一種,它是以數字模型文件為基礎,運用粉末狀金屬或塑料等材料,通過逐層打印的方式來構造物體的技術。目前3D打印技術主要包括選擇性激光燒結(Selective Lase Sintering,SLS)、立體光固化成型(Stereo lithography Appearance,SLA)、熔融沉積成型(Fused Deposition Modeling,FDM)、分層實體制造(Laminated Object Manufacturing,LOM)等。結合試制夾具部件特點,對比3D打印技術的特點如表3所示。
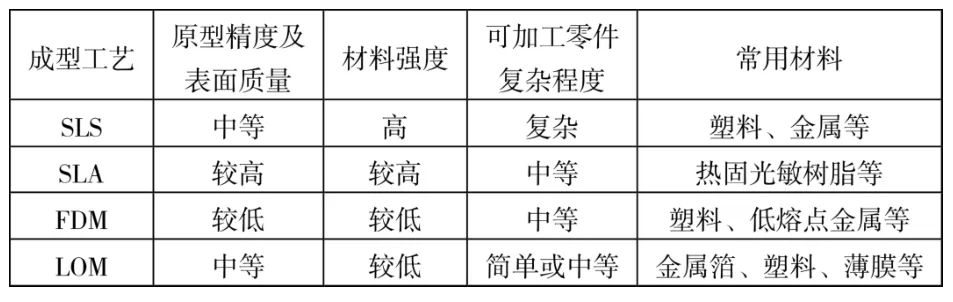
表3 3D打印技術特點[3]
從表3中可以看出,對中等復雜或復雜的零件,在滿足性能要求基礎上,成本低、精度高,一般選擇SLS進行制造。通過與3D打印供應商合作,收集現有可進行3D打印材料信息,材料性能、加工周期及費用情況如表4所示。
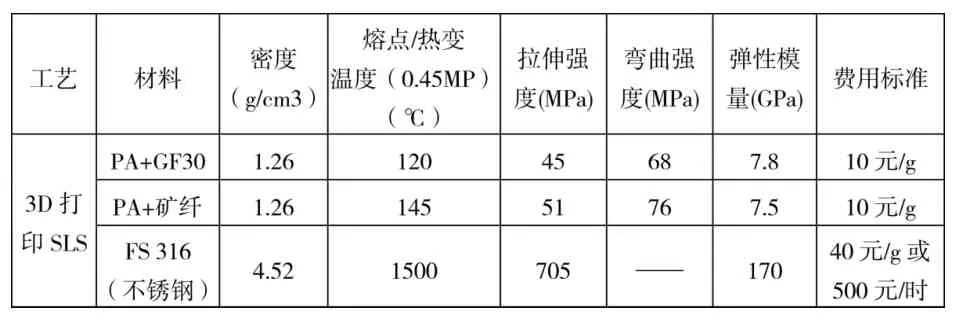
表4 SLS材料性能及制作周期、費用
從表4中可以看出,非金屬材料3D打印周期一般需要1 —2天,周期短,成本低,這是由于3D打印采用“加法”式制造,在設備尺寸允許的條件下,可進行多個部件同時加工,材料利用率幾乎100%。但是金屬材料3D打印,制造周期一般需要7天,成本較高,這是因為金屬材料密度較高,在3D打印過程中需要額外制造“支架”防止部件“坍塌”,3D打印完成后,需要采用機加工方式對多余的“支架”進行切除,進而增加了成本及周期。
3、試制夾具型面塊制造工藝方案選擇
在選擇試制夾具型面塊合適的工藝方案之前,需要明確車身零件的重量、精度要求,了解試制夾具的運用環境,然后結合表2中NC加工工藝信息和表4中3D印工藝信息,從材料性能、時間、成本等三方面綜合考慮來進行制造工藝方案的選擇。
3.1焊接夾具
鈑金A面型塊采用尼龍66材料NC加工工藝。通過對比,3D打印PA+GF30或PA+礦纖材料在密度,強度,剛度等性能與前者相當,且3D打印周期相對較短,成本低。故鈑金A面型塊可采用3D打印工藝制作。
鈑金夾緊型塊采用45#鋼NC加工工藝。3D打印非金屬材料在強度、剛度遠遜于45#鋼,不可采用。3D打印FS 316材料在強度,剛度等性能與45#鋼相當,但是3D打印金屬周期較長,且后續需要將輔助支架切除,成本也較高,不可采用,故鈑金夾緊型塊仍舊采用45#鋼材料NC加工。
3.2檢測夾具
目前,檢測夾具的定位型塊都采用鋁合金6066材料NC加工工藝。對于小型零件(重量小于50kg)的檢測夾具,其受力小,3D打印非金屬材料在性能方面完全可以滿足,且制造周期、成本更具優勢。
對于白車身(重量約400kg)、車架(重量約1000kg)等大型零件,由于自重較大,且其焊接變形產生的內應力(最大內應力約100MPa)會超出3D打印非金屬材料承受范圍,故3D打印非金屬不可采用。3D打印金屬材料性能雖然可滿足,但制造周期、成本較高,故對大型零件采用鋁合金6066材料NC加工工藝。
3.3試制夾具型面塊制造工藝選擇匯總
綜上所述,根據試制夾具不同的用途及工藝特性,選定工藝方案如表5所示。

表5 試制夾具型面塊制造工藝選擇
4、結語
試制夾具的制作周期、成本是影響汽車零件試制重要因素,引入3D打印技術制造夾具部分組件,可減少夾具制造周期、成本。隨著3D打印技術的發展,打印材料種類將越來越多,根據具體的應用環境,從材料性能、制造時間、成本等三方面進行對比,將可更多取代目前試制夾具中的NC加工工藝,對試制夾具的制造具有積極的現實意義。
[1]莫澤文,柔性焊裝夾具的設計及制造[J],汽車工藝與材料,2009.5:1-2.
[2]劉政,汽車焊裝夾具參數化設計系統研究[D].大連交通大學,2010.6:8-11.
[3]徐儉,快速成型技術的應用研究[D].大連理工大學,2003.3:6-11.
The Application of Three Dimensional Printing Technology in the BIW Trial-manufacture Fixture
Zhang Guiping, Wang Bin, Zhang Yunlei
(Dongfeng Motor Corporation Technical Center, Hubei Wuhan 430056)
Firstly, Through introducing the structure of BIW trial-manufacture Fixture, this article points out that the process of special fixture parts is the important influence factors of the fixture manufacturing cycle and cost. Secondly, followed by contrast of material properties, production cycle and cost of the NC machining process and the 3D printing technology, then combined with the working environment of the trial-manufacture fixture, this paper analyses and selects the appropriate process; finally,summarizes the effect and significance of the 3D printing technology in the BIW trial-manufacture fixture.
Three Dimensional Printing; trial-manufacture Fixture; BIW
U463.7 文獻表示碼:A
1671-7988(2016)11-115-03
張貴平(1983-),男,就職于東風汽車公司技術中心,試制技術及工藝研究職務,工程師,主要研究試制夾具設計及制造工藝。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
