TIG焊熱源特性的反演分析
2016-12-07 02:19:42魏紅莉于成奎金偉紅
電焊機 2016年7期
魏紅莉,于成奎,金偉紅
(徐州徐工施維英機械有限公司,江蘇徐州221004)
TIG焊熱源特性的反演分析
魏紅莉,于成奎,金偉紅
(徐州徐工施維英機械有限公司,江蘇徐州221004)
采用反演分析法,結合軟件ANSYS的參數化程序設計語言APDL,對TIG焊進行三維動態、非線性溫度場模擬,得到熔池長度、熔寬和熔深等參數,與焊接實驗得到的實際參數進行比較分析。利用直接反演分析方法,對比模擬得到的TIG焊接中熱源集中系數的取值范圍與由實驗確定的數值,來驗證實驗數據的準確性,為提高數值模擬精度,深入了解焊接過程熱、應力本質提供依據。
數值模擬;反演分析;焊接溫度場
0 前言
TIG焊接是近年來廣泛應用的焊接方法,由于其焊接過程穩定易于控制、可以自動清除工件氧化膜、適合全位置焊接以及焊接質量高等特點在生產中大量應用。焊接過程中熔池內發生的各種復雜的物理化學變化對于焊縫成形和焊接接頭力學性能有著重要的影響,因此進一步了解焊接熔池的物理過程,能夠更好地實現焊接過程控制以及改進焊接方法。
TIG焊熱源特性的反演分析充分發揮了焊接過程數值模擬節省人力、物力和財力的巨大優勢。TIG焊接過程其電弧加熱的熱效率η應用范圍在文獻[3]有明確記載,本研究利用軟件ANSYS建立了TIG焊熔池的三維數學模型,利用APDL參數化程序設計語言進行數值模擬,模擬結果與實操實驗檢測結果進行對比性驗證,反演分析出TIG焊熱源半徑r及熱源集中系數K的取值范圍[1]。
1 焊接試驗
試樣材料為低碳鋼Q345,試件尺寸0.27 m× 0.10m×0.006m。TIG焊接參數為:焊接電流200 A,焊接電壓16V,焊接速度0.004m/s,材料的物理參數選擇為:板厚0.006 m,熔點1 530℃,密度7 750 kg/m3,熱導率25 W/m·k,比熱容460 J/(kg·k)[2]。按照上述焊接參數施焊,得到熔池長度、熔寬和熔深參數如表1所示。

表1 試驗實測數據
2 焊接過程數值模擬
根據焊接試驗中設定的相關參數及模擬條件,
結合實測所得數據,采用反演分析方法進行成因反推。在電弧電壓、焊接電流、焊接速度等參數保持相同的情況下,熱源效率選定在0.78~0.85范圍時進行數值模擬,通過不斷改變熱源有效半徑值r,得到熔池長、熔寬和熔深三個參數的模擬值,將模擬結果與實驗測得數值進行對比分析,逆向反推在誤差允許的范圍內確定熱源有效半徑r,帶入公式K=3/r2,計算出熱源集中系數K[3]。
采用焊接試驗給定的數據進行APDL程序設計,模擬過程中采取非線性瞬態熱傳導控制工程進行焊接溫度場分析。分析前提中設定此焊接板材為各向同性材料,溫度T(x,y,z,τ)作為空間坐標(x,y,z)與時間τ的函數,在區域Ω中的任何點應滿足導熱微分方程[4]

式中k為熱導率[單位:W/(m·k)];c為比熱容[單位:J/(kg·k)];ρ為材料密度(單位:kg/m3);q為區域Ω中的熱源(單位:W/m3);?2為拉普拉斯運算符號。
利用Galerkin法,將上式寫成有限元法的矩陣表達式,單元總體合成為

式中K為熱導矩陣;C為熱容矩陣;P為熱流列向量;T為溫度列向量。
熱源模型采用高斯分布,焊接電流、電弧電壓和熱效率已知,電弧中心處最大比熱流為
距電弧中心r處比熱流為

式中K為能量集中系數(熱源集中系數)(單位:cm-2)。
在單位時間步長l內長線熱源上的比熱流

式中f為熱源作用面積;l為線熱源長度。l=焊接速度×時間步長=0.004 m/s×0.2 s=0.0008 m,焊接段狀熱源模型如圖1所示[5]。
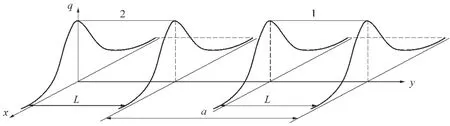
圖1 焊接段狀熱源模型
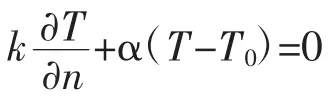
將焊接對稱面考慮為絕熱邊界條件,試件上下表面及周圍邊界作換熱邊界條件處理,即
3 試驗分析
熱源效率η在0.78~0.85范圍內取值,應用軟件ANSYS的APDL語言編輯程序反復驗證得到熱源有效半徑r的區間范圍。以η=0.82,r=0.006 m處模擬得到的圖形為例進行分析,如圖2所示。
實驗材料為低碳鋼Q235,其熔點為1 530℃,將圖2b、圖2c與圖2d上溫度為1 530℃處的熔池長、熔深與熔寬計算列表如表2所示。

表2 ANSYS軟件模擬數據
由表2可知,在η=0.82,r=0.006 m時模擬得到的數值與實驗測量的數值誤差均在5%以內,說明此種情況下熱源有效半徑的選擇符合實際要求。當
熱源效率在0.78~0.85之間不斷變化,得到熱源有效半徑的取值范圍為0.005~0.007 m。利用公式轉換得到熱源集中系數K的取值范圍為6.1~12.0。

圖2 η=0.82時的模擬計算結果
4 結論
(1)依據焊接試驗中設定的相關參數及模擬條件,結合實驗實測所得數據結果,采用反演分析方法進行成因反推。在熱源效率選定在0.78~0.85范圍內進行數值模擬,通過不斷改變熱源有效半徑值,得到熔池長、熔寬和熔深三個參數的模擬值,將模擬結果與實驗測得的數值進行對比分析,逆向反推在誤差允許的范圍內確定熱源有效半徑取值范圍為0.005~0.007 m。
(2)采用計算機焊接數值模擬手段支撐的反演分析方法,可以反算出許多焊接過程熱、力學本質中涉及的不確定參數,是一種解決問題的有效手段。
[1]陶軍,李冬青,張紹娟,等.焊接過程參數反演分析進展[J].焊接,2005(9):13-16.
[2]飯田修一,大野和郎,澤田正三,等.物理學常用數表[M].北京:科學出版社,1987.
[3]陳楚,汪建華,楊洪慶,等.數值分析在焊接中的應用[M].上海:上海交通大學出版社,1985:140-144.
[4]汪建華.焊接數值模擬技術及其應用[M].上海:上海交通大學出版社,2003.
[5]陳家權,肖順湖,楊新彥,等.焊接過程數值模擬熱源模型的研究進展[J].裝備制造技術,2005(3):10-13.
Inversion analysis of TIG welding heat source characteristic
WEI Hongli,YU Chengkui,JIN Weihong
(Xuzhou XCMG Schwing Machinery Co.,Ltd,Xuzhou 221004,China)
Using inverse analysis,and combined with the software ANSYS parametric programming language APDL,three dimensional dynamic and nonlinear temperature field simulation of TIG welding is carried out,and the parameters such as length,width and depth of the weld pool are obtained,compared with the actual parameters of welding experiment.Using direct inverse analysis method,compare the scale of heat source focus modulus data in simulation count with the data in experiment,validate the experiment data's veracity,offer a foundation todeeplyresearch heat and stress ofwelding.
numerical simulation;inversion analysis;welding temperature field
TG409
A
1001-2303(2016)07-0134-03
10.7512/j.issn.1001-2303.2016.07.31
2016-03-31
魏紅莉(1979—),女,湖北襄陽人,碩士,主要從事材料學的相關研究工作。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
終身教育研究(2014年5期)2014-02-28 01:23:06
