TP347 不銹鋼管的全位置高頻窄間隙熱絲TIG焊工藝
2016-12-06 02:19:22羅曉軍
電焊機(jī) 2016年2期
關(guān)鍵詞:焊縫
朱 旻,羅曉軍
(中石油第二建設(shè)公司,甘肅蘭州730060)
TP347 不銹鋼管的全位置高頻窄間隙熱絲TIG焊工藝
朱旻,羅曉軍
(中石油第二建設(shè)公司,甘肅蘭州730060)
針對材質(zhì)為TP347φ406×60 mm的不銹鋼管進(jìn)行全位置高頻窄間隙自動焊接。分析窄間隙坡口尺寸和焊接工藝參數(shù)對焊縫成型的影響,試驗結(jié)果表明,焊接接頭的抗拉強(qiáng)度、低溫沖擊韌性、低溫裂紋尖端張開位移值均滿足要求。
全位置窄間隙高頻熱絲TIG焊接;窄間隙坡口;TP347鋼管
0 前言
渣油加氫裝置中的高溫高壓臨氫不銹鋼管道一般采用TP347材質(zhì),直徑159~630 mm,壁厚范圍30~85 mm。由于其壁厚大,質(zhì)量大,一般焊接方法受到限制,如采用氬電聯(lián)焊時因壁厚大,須增加坡口的角度,會填充大量焊縫金屬,焊接熱輸入量不易控制,易造成晶間貧Cr,降低管線耐蝕性能,同時會產(chǎn)生較大的焊接應(yīng)力,不可避免的產(chǎn)生冷裂紋,造成大量返修。又如采用埋弧焊,該方法僅適合平位置焊接,但管道的撓度難以控制,會出現(xiàn)大量未熔合缺陷,造成焊接合格率低、施工進(jìn)度慢。而全位置窄間隙熱絲TIG焊接工藝采用窄間隙坡口,焊縫面積明顯減小,有效縮短焊接時間,提高生產(chǎn)效率[1-3];熱絲TIG焊焊接過程穩(wěn)定、焊接熱輸入量可控,其焊接接頭機(jī)械性能優(yōu)良。該工藝的應(yīng)用將縮短裝置建設(shè)周期,減少返修和檢測費用,提高制造質(zhì)量。
1 試驗材料及設(shè)備
試驗采用TP347(φ406×60 mm)離心鑄造管和ER347(φ0.8 mm)不銹鋼實心焊絲。試驗用軌道式全位置窄間隙熱絲氬弧焊機(jī)如圖1所示。
2 窄間隙坡口設(shè)計
TP347厚壁不銹鋼管窄間隙熱絲TIG打底焊時需單面焊雙面成型,要根據(jù)試驗確定鈍邊P、鈍邊間隙b,對于高頻起弧還需確定坡口底部寬度S;TP347不銹鋼在焊接過程中接頭橫向收縮明顯,坡口角度在焊接過程中不斷減小,需根據(jù)試驗確定坡口角度β[4-5]。通過正交試驗得到的主要焊接缺陷類型見表1,最佳窄間隙坡口幾何尺寸如圖2所示。

圖1 軌道式全位置窄間隙熱絲氬弧焊機(jī)Fig.1All-position orbital narrow gap hot wire TIG welding machine
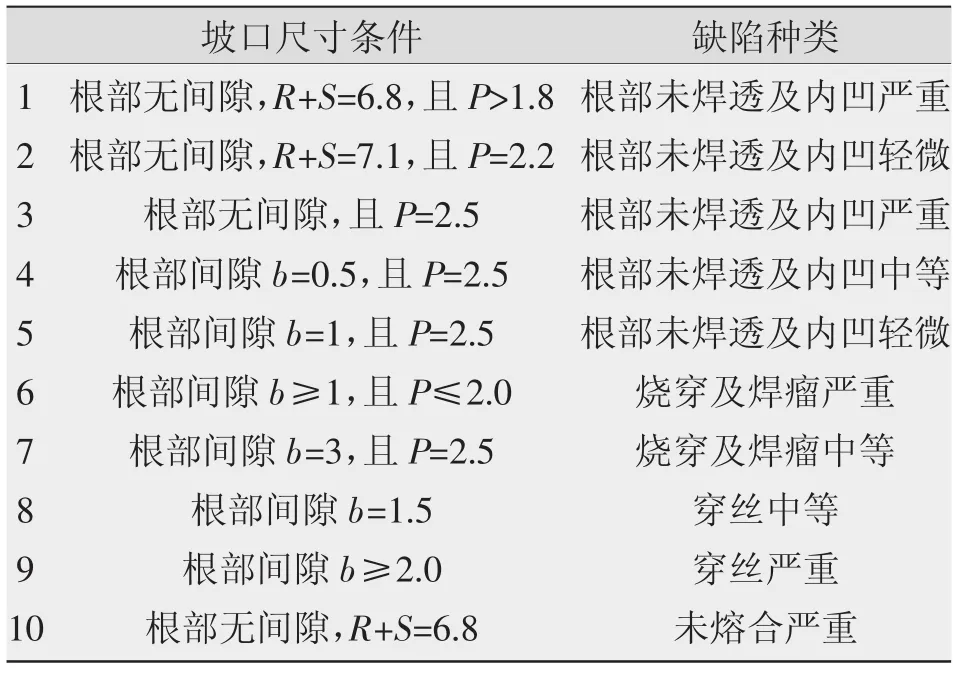
表1 坡口參數(shù)匹配試驗Tab.1Groove parameters matching test
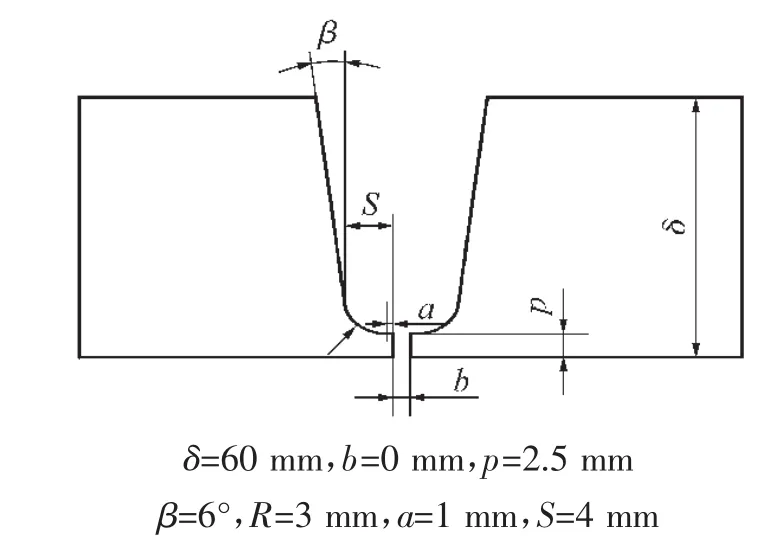
圖2 坡口尺寸示意Fig.2Schematic diagram of groove dimensions
試驗結(jié)果分析如下:
(1)根部間隙b對根部熔深的影響。
根部有間隙時,熔池更易向根部流動,在相同電流下的熔透能力更強(qiáng)。伴隨間隙的增加,熔池流動性更好,熔深相應(yīng)增加,但當(dāng)間隙大于1 mm時,間隙增大對熔深影響明顯減弱;但間隙過大,若送絲速度過快,容易出現(xiàn)穿絲現(xiàn)象。
(2)坡口底部寬度對根部熔深的影響。
高頻起弧時,鎢極提起高度約2.5 mm,當(dāng)鎢極端部與坡口側(cè)壁距離小于到坡口根部的距離時,電弧在鎢極端部與側(cè)壁產(chǎn)生,母材側(cè)壁被熔化,而根部無法焊透,當(dāng)坡口底部寬度S<6 mm時,該情況出現(xiàn)的幾率較大,如圖3所示;當(dāng)S=8~9mm時,根部基本熔透。

圖3 根部未熔透Fig.3Incomplete penetration of root
(3)坡口角度β對焊接質(zhì)量的影響。
坡口角度β=3°~4°,焊后β為負(fù)值,側(cè)壁未熔合明顯;坡口角度β=6°時側(cè)壁熔合良好。
3 焊接工藝參數(shù)的設(shè)計
管道全位置焊接時,熔池的作用力有:電弧力Farc,熔池重力Gs,電磁力Fe,外表面張力σ1,內(nèi)表面張力σ2,固液界面上工件對熔池的反作用力N和浮力Fb,熔池受力狀態(tài)如圖4所示。當(dāng)焊槍處于12點位置時,F(xiàn)arc、Fe與Gs的作用方向相同,上表面張力σ1的方向從熔池四周指向中心,在焊接此段區(qū)域時,較小的熱輸入就能達(dá)到較大熔深。當(dāng)焊槍在時鐘3點位置時,F(xiàn)arc、Fe與Gs的夾角由0°變化為90°,在垂直方向上Gs與管壁的反作用力N和Fb相平衡,焊縫成形主要受Farc和Fe以及熔池的表面張力σ1和σ2的共同作用,熔池向焊接方向流動,此時焊接電流應(yīng)比平焊時稍大。當(dāng)焊槍處于時鐘6點位置時,F(xiàn)arc、Fe與Gs的方向夾角由90°增加到180°,在垂直方向上Gs與Farc、Fe和σ1、σ2方向相反。因此,在增加電流的同時,送絲速度應(yīng)比平、立焊時小一些,以利于熔滴過渡。焊槍處于時鐘9點位置時,相當(dāng)于立向上焊,焊接時熔化的液態(tài)金屬的流淌方向與焊接方向相反,因此應(yīng)適當(dāng)減少電流,否則易出現(xiàn)焊瘤和燒穿缺陷。
將管道橫截面分為六段區(qū)域,對氣體保護(hù)流量、焊槍擺動頻率、焊槍擺動幅度的影響進(jìn)行弱化,著重考慮基值電流、峰值電流、焊接速度、送絲速度、熱絲電流對焊縫成形的影響,通過正交試驗的方法確定最佳工藝參數(shù),如表2所示。采用上述工藝參數(shù)對TP347管道進(jìn)行全位置焊接,焊縫成形良好,無明顯的焊接缺陷,如圖5~圖7所示。
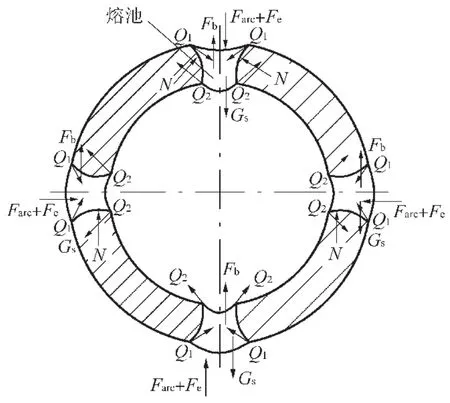
圖4 熔池受力形態(tài)Fig.4Molten pool force forms

表2 焊接工藝參數(shù)Tab.2Welding parameters

圖5 φ406 mm×60 mmTP347管道根部成型Fig.5Root welding of TP347

圖6 φ406 mm×60 mmTP347管道填充成形Fig.6Filled welding of TP347
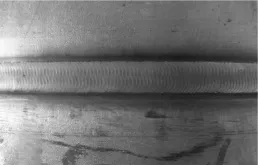
圖7 φ406 mm×60 mmTP347管道蓋面成形Fig.7Cap welding of TP347
4 性能試驗結(jié)果
室溫拉伸試驗、低溫沖擊試驗、低溫CTOD試驗結(jié)果如表3所示。結(jié)果表明,拉伸試驗結(jié)果斷裂位置在母材側(cè),伸長率大于標(biāo)準(zhǔn)值(35%);低溫沖擊功和橫向膨脹量均大于27 J和0.38 mm;低溫CTOD平均值為0.6 mm。

表3 焊接接頭力學(xué)性能、低溫沖擊值、低溫CTOD值Tab.3Mechanical properties,Impact value and CTOD value under low temperature of welded joints
拉伸試樣的斷口上分布著大量的橢圓形韌窩,試樣拉伸斷裂類型屬于典型的韌性斷裂,如圖8所示。
焊縫截面宏觀如圖9所示,打底焊實現(xiàn)單面焊雙面成型,層與層之間、層與側(cè)壁之間熔合良好。
其焊縫顯微組織如圖10所示。焊縫為奧氏體基體,鐵素體分散并均勻分布于奧氏體之間,部分呈板條狀分布,部分作粒狀分布,阻斷了奧氏體柱狀晶和樹枝晶的方向性,有利于隔斷奧氏體晶界連續(xù)網(wǎng)狀碳化鉻析出,從而防止晶間腐蝕。
5 結(jié)論
(1)對于窄間隙坡口,根部無間隙焊時,鈍邊厚度2~2.5 mm,坡口底部寬度為8~9 mm時有利于保證打底質(zhì)量;圓角半徑及平臺長度超過3.5mm時,打底焊中的熔化鈍邊受側(cè)壁母材熔化的影響較小;對于厚壁不銹鋼窄間隙焊而言,坡口角度取5°~6°為宜。
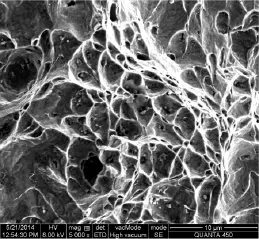
圖8 拉伸斷口形貌Fig.8Tensile fracture microstructure of weld joint

圖9 焊縫截面宏觀圖Fig.9Weld-sectional diagram of macro
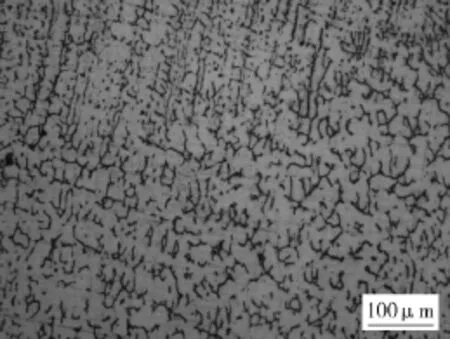
圖10 焊縫顯微組織Fig.10Micro structure of weld
(2)全位置焊時,根據(jù)不同位置的熔池受力情況設(shè)計相應(yīng)的焊接參數(shù),有利于保證全位置焊縫質(zhì)量以及控制焊縫缺陷。
(3)焊接接頭拉伸試驗斷裂位置在母材側(cè),拉伸斷口形貌為典型的韌性斷裂,伸長率大于標(biāo)準(zhǔn)值(大于35%);低溫沖擊功和橫向膨脹量均大于27 J和0.38 mm;低溫CTOD值均值為0.6 mm,均滿足標(biāo)準(zhǔn)要求。
[1]Loureiro A R,Costa B F O,Batista A C,et al.Effect of activating flux and shielding gas on microstructure of TIG welds in austenitic stainless steel[J].Science and technology of welding and joining,2009:319-326.
[2]Christrer B K,Lovell R,Campbel M.Developing a GTAW penetration control system for the Tian IV Program[J].Welding&Metal Fabrication,1998(4):33-36.
[3]張良鋒,楊公升.窄間隙熱絲TIG焊技術(shù)經(jīng)濟(jì)特性分析與發(fā)展現(xiàn)狀[J].石油工程建設(shè),2011(2):35-39.
[4]許江曉,李世濤.熱絲TIG全位置自動焊厚壁管道窄間隙坡口的設(shè)計[J].金屬鍛造焊技術(shù),2009,13(38):167-168.
[5]徐祥久,李宜男.窄間隙熱絲TIG焊接工藝研究及缺陷分析[J].電焊機(jī),2010,40(2):81-84.
Study of all-position high frequency narrow gap hot wire TIG welding of TP347 steel pipe
ZHU Min,LUO Xiaojun
(The Second Construction Company of CNPC,Lanzhou 730060,China)
In this paper,All-position high frequency narrow gap hot wire TIG welding was used in TP347 stainless steel pipe. Analyze the narrow clearance groove size and the influence of welding parameters on weld forming.The tests show the tensile Strength,impact value and CTOD value under low temperature of welded joints have excellent mechanical properties.
all-position high frequency narrow gap hot wire TIG welding;narrow gap groove;TP347steel pipe
TG457.6
A
1001-2303(2016)02-0090-03
10.7512/j.issn.1001-2303.2016.02.20
2015-04-20;
2015-06-26
朱旻(1983—),男,碩士,工程師,主要從事焊接設(shè)備、焊接工藝的研究工作。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07
