PWT全自動管道焊接DWS.03軟件系統
2016-12-06 08:28:44劉勇
電焊機 2016年8期
劉 勇
(重慶燃氣集團股份有限公司,重慶400020)
PWT全自動管道焊接DWS.03軟件系統
劉 勇
(重慶燃氣集團股份有限公司,重慶400020)
由于管道全位置自動焊接時焊接位置不斷變化,焊接自動化難度較高,針對管道自動焊接的特殊性和復雜性,以國外先進的PWT最新的DWS.03焊接系統為研究對象,PWT能從外部焊接從打底到填充的整個焊縫,特別先進的是外部進行根焊。介紹了管道外焊接打底到蓋面的焊接工藝,詳細分析軟件系統如何通過程序設置,實現管道焊接自動化控制。在研究過程中發現該焊接系統能自動焊接高品質環焊縫,但是系統還是可以從焊槍角度和駐留時間不對稱設置進行升級,進一步提高外焊機的適用范圍。
全自動焊接;編程軟件;DWS.03;管道
0 前言
DWS.03全自動焊接系統是由意大利PWT公司生產的CWS.02NRT焊接系統從模擬信號發展到數字信號,并嵌入了美國ITW最新焊接技術發展而成的第三代全自動焊接系統[1-3]。該系統能夠實現管道從外部焊接根焊到填充蓋面的全部焊接工序。由于管道在焊接過程中集中了橫、平、立、仰不同的焊接位置,并且時刻保持著位置變化,焊接過程成形和質量控制非常困難[4-5]。PWT全自動焊接系統實現了管道焊接全工序的自動化瓶頸技術突破,其核心是控制系統軟件,通過對管道焊接各類參數的數字編程而實現了管道的全自動焊接。在此通過對該軟件系統現場施工和工藝分析,提出了后續改進建議,以求對管道自動焊提供工程實際經驗借鑒。
1 PWT系統介紹
DWS.03系統的主要專利設計是可以為管道每一部分設置正確的參數,將管道的半周劃分成12個部分,每一部分15°。沿著管道接頭每15°參數將會
平穩的改變。在焊接過程中,由于焊接小車上裝有角度定位傳感系統,小車軌道行走角度的變化反饋到控制系統(HDC)將對應輸出不同的設置的焊接參數進行焊接,從而實現了不同位置、不同焊接參數控制的全自動焊接。
PWT對于焊接過程的每一焊接部分,可設置的焊接參數有:焊接速度、送絲速度、擺幅、擺動速度、停留時間、焊接電壓、干伸長、焊接電流、電弧長度、電弧控制等參數,如圖1所示。

圖1 DWS.03編程軟件系統參數界面
2 DWS.03軟件系統
DWS.03編程軟件系統人機交換界面設計良好,用戶可友好進行編程設計,操作難度小,根據經驗焊工現場觀察和多次試驗,形成管道自動焊接理想工藝參數。
2.1 焊接工藝選擇設定
DWS.03新焊接系統可以進行MIG焊、FCAW焊、RMD焊、PULSE焊,針對不同的焊接方法,程序設置了不同的CHOKE值,用戶通過對應的CHOKE值,選擇不同的焊接工藝進行施焊。不同焊接工藝對應CHOKE值如表1所示。
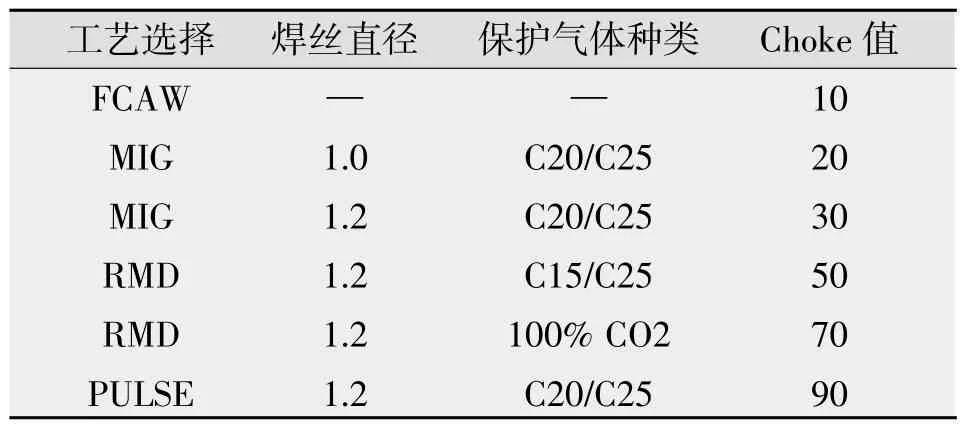
表1 不同焊接工藝對應CHOKE值選擇表
DWS.03工藝設置界面如圖2所示,根據焊接管道壁厚,設置焊接的層數。從界面左右1到12可以設置層數,如5層,就從1設置到5。從界面上下依次是各焊接參數的層數設置,在底部CHOKEPROCESS欄目中,從左到右依次按表1選擇不同焊接層的CHOKE值,從而對不同焊接層選擇了不同的焊接工藝。在GAS欄目中,對不同焊接層選擇保護氣體的種類。
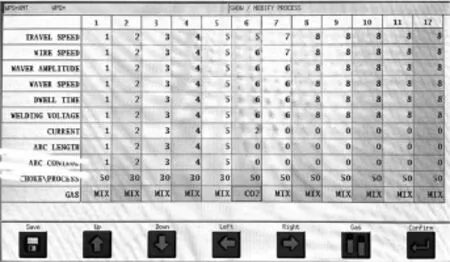
圖2 DWS.03編程軟件系統焊接工藝設置界面
2.2 焊接速度設置
進入TRAVEL SPEED單元,進行焊接速度設置,焊接速度為焊接小車(機頭)的行走速度。最大設置可設置160 cm/min,如圖3所示。

圖3 DWS.03編程軟件系統焊接速度設置界面
從界面左右1~8可以依次設置從根焊到填充到蓋面的各焊接層的焊接速度,從上下0°~165°可以設置在管道不同的焊接位置(焊接角度)對應的焊接速度。
設置完成后可以對該參數進行模擬圖標直觀演示,便于編程人員直觀的觀察各類參數的變化,從而修改不合適的參數。編程軟件系統焊接速度模擬顯示界面如圖4所示。
2.3 送絲速度設置
送絲速度是焊接小車焊槍中焊絲送進速度,可以最大設置16 m/min,在編制的過程中與焊接速度一致。
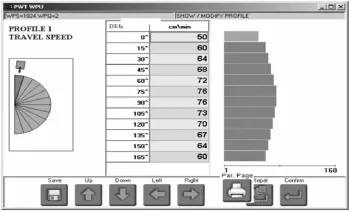
圖4 DWS.03編程軟件系統焊接速度模擬顯示界面
2.4 擺動參數設置
PWT焊接擺動參數有擺動速度、擺動幅度、邊緣駐留時間三個參數,機頭設計時采用搖擺的方式進行擺動,加上坡口兩邊做片刻的停留,這種焊接小車的直線運動加焊槍搖擺以及坡口駐留時間的運動合成軌跡恰是手工焊接的月牙形擺動,使得PWT焊接系統在擺動控制上更類似于人工焊接,比橫擺的的系統設置更好,焊接后質量,破口兩邊的熔合以及外觀的成形都得到了良好的保證。
擺動速度:是焊接時焊槍的擺動速度,可提供0~3.2 m/min進行設置。
擺動幅度:是根據坡口設計寬度而在焊接時焊槍的擺動寬度,可提供0~32 mm進行設置。
停留時間:在坡口邊緣焊槍的停留時間,系統最大停留時間可以設置3.2 s。通過設置側壁停留時間,可防止焊縫底部產生成形尖角,提高蓋面成形質量,降低咬邊,減少層間未熔合。
上述三個參數的設置與焊接速度設置方式一致。
2.5 焊接電壓設置
焊接電壓:此參數最大可以設置35 V。焊接電壓是一個焊工經驗的重要參數,此參數設置不好極易出現氣孔。參數的設置與焊接速度設置方式一致。
2.6 干伸長和焊接電流
焊接電流在3.0系統中,焊接電流在“stick out”(干伸長)設置為自動時可以設置此電流,而在半自動過程中,干伸長由焊工根據經驗隨時可調,電流根據焊接速度自動匹配。一般設置stick out時為手動調節,因此此參數可以不設置。在干伸長自動模式中,焊接電流最大可以設置為400 A。
2.7 電弧長度和電弧控制
在新系統中,由于使用了Miller PipePro XC400焊機,該焊機特有的RMD以及脈沖焊接技術都溶入到全自動焊接系統中,因此增加電弧長度和電弧控制參數設置。這兩個參數對電弧的穿透能力、電弧的離散程度、寬窄進行微調。
電弧長度在用RMD打底時設置的參數,是對電壓的微調,在打底時設置該參數可以改變電弧的穿透能力,如燒穿可以適當調低該參數。電弧控制在MIG焊蓋面焊接時,適當調低由于電弧寬度降低可以改變鐵水的流動性,利于蓋面仰焊表面成形質量。
電弧長度和電弧控制的設置方法與焊接電流一致。
3 結論
PWT焊接編程系統具有良好人機交互界面,設置簡單,只需要對應輸入相應焊接管道直接、焊絲直徑、以及焊接每層對應角度的參數即可完成。通過大量現場調試和工藝試驗,不斷完善現有工藝參數數據庫。
結合系統使用過程中積累的工程經驗,該系統程序在升級改造時,可進一步進行以下方面改進。
(1)PWT擺動參數可以增加焊槍角度參數設置。
PWT在焊接過程中,焊槍始終是垂直于焊道的,焊槍角度90°是一直不變的。而在焊接過程中,尤其是在3.5~5點位置,焊槍的角度如果適當傾斜,效果會更好,可以在程序中增加焊接角度設置。
(2)增加駐留時間不對稱設置。
駐留時間參數設置時,系統中沒有考慮斜管道,如45°焊接。由于重力作用管道角度變化使焊縫鐵水是偏向于底部,需要在頂部的時間設置多一點,即兩邊的停留時間不一致。PWT作為管道外焊機,在山地焊接這種情況較多,可以根據管道角度傳感識別管道角度而選擇對應程序的不對等駐留時間,從而進一步提高外觀成型質量,提高設備焊接適用范圍。
[1]高澤濤,隋永莉,黃福祥.意大利PWT-CWS.02NRT管道焊接專機的應用[J].焊接技術,2002,31(12):10-11.
[2]吳迪,衣紅兵,孟令寶.PWT外自動根焊工藝的應用[J].石油工程建設,2004(6):22-24.
[3]尹長華,高澤濤,薛振奎.長輸管道安裝焊接方法現狀及展望[J].電焊機,2013,43(5):134-141.
[4]吳立斌.PWT-CWS.02NRT打底與RMS填蓋焊接技術[J].電焊機,2004,34(10):52-56.
[5]陳建平,馮柏軍,葛新東.CWS.02NRT全自動焊機長輸管道根焊工藝及操作技術[J].電焊機,2014,44(9):137-139.
DWS.03 software system of PWT pipeline automatic welding equipment
LIU Yong
(Chongqing Gas Group Co.,Ltd.,Chongqing 400020,China)
Pipe automatic welding is very difficult because of the continuous change of the welding position.In view of the particularity and complexity of pipeline automatic welding,based on the overseas advanced PWT latest DWS.03 welding system as the research object,on the outside of pipe,PWT can weld whole weld from root pass to cap pass,especially weld root pass also from outside of pipe,so PWT welding equipment is very advanced.This paper systematically introduces the PWT welding process from root pass to cap pass,and details how can the system software achieve automatic control pipe welding by program settings.During the study have found that although the welding system is capable of welding high-quality circumferential weld,but the system can still be upgraded from increase gun angle and asymmetrical dwell time setting to further enhance the scope of application of the equipment.
automatic welding;programming software;DWS.03;pipeline
TG409
A
1001-2303(2016)08-0030-03
10.7512/j.issn.1001-2303.2016.08.07
2015-12-02;
2016-02-20
劉勇(1984—),男,工程師,學士,主要從事管道焊接、工程技術質量安全管理工作。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
少先隊活動(2021年4期)2021-07-23 01:46:22
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
家庭影院技術(2017年9期)2017-09-26 03:41:45
銅業工程(2015年4期)2015-12-29 02:48:39
沈陽醫學院學報(2015年1期)2015-12-27 13:44:40
醫學教育管理(2015年3期)2015-12-01 06:43:16
