20控鉻鋼焊接工藝試驗(yàn)與應(yīng)用
2016-12-06 06:37:48邵小劍
電焊機(jī) 2016年5期
邵小劍
(寧德核電項(xiàng)目部,福建寧德355100)
20控鉻鋼焊接工藝試驗(yàn)與應(yīng)用
邵小劍
(寧德核電項(xiàng)目部,福建寧德355100)
20控鉻鋼是CPR1000型核電機(jī)組設(shè)計(jì)開(kāi)發(fā)的新鋼種,能夠提高管道抗流體加速腐蝕性能。詳細(xì)分析鋼材的焊接性能,通過(guò)焊接工藝試驗(yàn)和多臺(tái)核電機(jī)組給水系統(tǒng)20控鉻鋼管道的焊接實(shí)踐,總結(jié)20控鉻鋼焊材選擇的合理性及焊接要點(diǎn),可供同行借鑒。
20控鉻鋼;CPR1000型核電機(jī)組;焊接;FAC性能
0 前言
20控鉻鋼是CPR1000壓水堆核電站國(guó)產(chǎn)化過(guò)程中開(kāi)發(fā)的新鋼種,在碳素鋼中加入一定含量的鉻元素提高管道的抗流體加速腐蝕性能(即抗FAC性能),是CPR1000型核電站常規(guī)島主要使用鋼材之一,應(yīng)用量大,每臺(tái)機(jī)組用量約160 t。
20控鉻鋼焊接接頭性能影響到核電站管道系統(tǒng)的安全性能和壽命,是CPR核電站焊接施工的重要技術(shù)課題。本研究通過(guò)嶺澳二期和寧德一期等多臺(tái)CPR型核電機(jī)組的焊接實(shí)踐,逐步探索和研發(fā)國(guó)產(chǎn)專用焊接材料,制定了合適的焊接工藝,對(duì)20控鉻鋼的焊接施工人員、核電站檢修人員和焊材研究人員具有參考意義,對(duì)核電站類似的P280GH等含鉻鋼種的焊接也有借鑒意義。
1 鋼材簡(jiǎn)介
核電站管道處于紊流狀態(tài)時(shí),因流體的高速流動(dòng)、溫度、化學(xué)環(huán)境的相互影響,使管壁變薄、鋼基變差,嚴(yán)重時(shí)造成爆管,產(chǎn)生FAC(流體加速腐蝕)現(xiàn)象。根據(jù)國(guó)外“相對(duì)減薄率-鋼中Cr%關(guān)系”研究的相關(guān)試驗(yàn)結(jié)果,隨著鋼中Cr含量的增加,相對(duì)減薄率降低,當(dāng)Cr含量接近0.2%時(shí),相對(duì)減薄率下降到0.1%。基于以上研究,CP1000核電站設(shè)計(jì)中與給水相關(guān)的系統(tǒng)都采用控制Cr含量的優(yōu)質(zhì)碳鋼。
20控鉻鋼(或稱為20+Cr鋼)是在此研究基礎(chǔ)上設(shè)計(jì)生產(chǎn)的新鋼種,在碳鋼中加入0.2%~0.3%鉻元素以提高鋼材的抗FAC性能,化學(xué)成分和力學(xué)性能如表1所示。
2 焊接材料要求
20控鉻鋼管道最重要的用途是提高管道的抗FAC性能,選擇焊接材料(焊絲、焊條)時(shí)除了化學(xué)成分和機(jī)械性能與母材相當(dāng)外,必須具有一定含量的Cr元素,這是確保焊接接頭質(zhì)量的關(guān)鍵,也是20控鉻鋼焊接的重要特點(diǎn)。
為了使焊縫金屬具有抗FAC性,焊接含有0.20%~ 0.30%Cr設(shè)備時(shí),所用填充金屬必須含有0.10%~0.30%Cr。

表1 20控鉻鋼的化學(xué)成分和力學(xué)性能
3焊接性能分析及工藝試驗(yàn)
為了制定合理的焊接工藝,焊前對(duì)20控鉻鋼進(jìn)行了可焊性分析和工藝性能試驗(yàn)。
3.1可焊性分析
(1)工藝性能。20控鉻鋼在國(guó)標(biāo)(GB3087)20鋼的基礎(chǔ)上增加了一定的鉻含量,按照電力行業(yè)標(biāo)準(zhǔn)DL/T868可劃分為低碳鋼,其焊接工藝性能良好,裂紋傾向小,中薄壁管道常溫下焊接時(shí)不需要進(jìn)行預(yù)熱和焊后熱處理。
(2)碳當(dāng)量法估算焊接性。根據(jù)碳當(dāng)量公式Ce= C+Mn/6+1/5(Cr+Mo+V)+1/15(Ni+Cu)粗略估算,當(dāng)各元素同時(shí)為上限和下限時(shí),20控鉻鋼的碳當(dāng)量為0.302%~0.442%,實(shí)際產(chǎn)品通常低于0.4%(如攀鋼供貨的φ89×4和φ219×8.5管道,碳當(dāng)量分別為0.335%和0.317%)。通常,當(dāng)碳當(dāng)量低于0.5%時(shí)焊接性良好,不需預(yù)熱,在常溫下焊接時(shí)淬硬傾向不明顯,裂紋傾向性較小。
3.2焊接工藝性能試驗(yàn)
20控鉻鋼焊前采用φ114×7和φ406×13管道進(jìn)行工藝試驗(yàn),焊接材料選擇伯合樂(lè)焊材ER70SG/E7018-G,焊接方法為GTAW+SMAW,評(píng)定標(biāo)準(zhǔn)為DL/T868。機(jī)械性能主要進(jìn)行拉伸試驗(yàn)和彎曲試驗(yàn)(試驗(yàn)標(biāo)準(zhǔn)分別為GB/T2651和GB/T2653),試驗(yàn)溫度為常溫,試驗(yàn)過(guò)程進(jìn)行見(jiàn)證,試驗(yàn)結(jié)果合格。
(1)焊接材料。伯合樂(lè)焊材ER70S-G/E7018-G化學(xué)成分和力學(xué)性能見(jiàn)表2。焊條使用前在350℃烘焙2 h,焊絲表面無(wú)鐵銹、油污等雜質(zhì)。

表2 伯合樂(lè)焊材化學(xué)成分和力學(xué)性能
(2)焊接工藝參數(shù)記錄和機(jī)械性能試驗(yàn)。焊接時(shí)選派優(yōu)秀的焊工、按照擬定的工藝操作,機(jī)械性能試驗(yàn)進(jìn)行拉伸和彎曲兩個(gè)項(xiàng)目(工藝參數(shù)記錄和試驗(yàn)數(shù)據(jù)見(jiàn)表3、表4)。焊接時(shí)嚴(yán)格按擬定工藝操作,焊件外觀檢查和射線檢驗(yàn)合格,彎曲和拉伸試樣的焊縫和熱影響區(qū)沒(méi)有出現(xiàn)裂紋。
(3)焊接接頭光譜分析。焊接接頭采用直讀式光譜進(jìn)行光譜分析,焊縫金屬的Cr含量與母材鉻含量相當(dāng),且在要求的0.10%~0.30%內(nèi)(見(jiàn)表5)。
3.3工藝性能評(píng)價(jià)
綜合分析淬硬性和工藝評(píng)定試驗(yàn)結(jié)果可知:(1)20控鉻鋼的焊接性能良好,中薄壁管道常溫下焊接時(shí)不需要進(jìn)行預(yù)熱和焊后熱處理;(2)適用于全位置焊,對(duì)焊接電源無(wú)特殊要求;(3)適用于手工氬弧焊、焊條電弧焊和埋弧焊等多種焊接方法,方便安裝和預(yù)制施工。
4 焊接工藝及應(yīng)用
20控鉻鋼首先在嶺澳二期核電機(jī)組中使用,通過(guò)多臺(tái)機(jī)組的經(jīng)驗(yàn)總結(jié)和實(shí)踐應(yīng)用,選擇與母材綜合性能匹配的焊接材料,形成了完善的施工工藝和成熟的插套焊技術(shù),并推動(dòng)了20控鉻鋼國(guó)產(chǎn)焊材的研究和生產(chǎn)。
4.1焊接材料的選擇
焊接材料對(duì)焊接質(zhì)量起決定性作用,是影響核電站安全運(yùn)行的最重要因素之一。目前與20控鉻鋼成分性能接近的焊材主要有奧林康和伯合樂(lè)焊材公司生產(chǎn)的ER70S-G焊絲/E7018-G焊條、上海電力修造廠的PP-J50KG焊絲/PP-J507KG焊條等。選擇的焊材應(yīng)跟母材綜合性能完全匹配、焊材工藝性能好。
嶺澳二期和寧德項(xiàng)目1、2號(hào)機(jī)組20控鉻鋼焊接時(shí)由于沒(méi)有國(guó)產(chǎn)專用焊條,先后采用了CHW-40CNH/CHE507CrNi和ER70S-G/E5015等措施,這些權(quán)宜之計(jì)存在焊材不完全匹配、工藝性能差、易產(chǎn)生夾珠缺陷等問(wèn)題。通過(guò)多次實(shí)踐及熔敷金屬試驗(yàn),最終選擇伯合樂(lè)焊材ER70S-G/E7018-G,其焊接工藝性能良好、機(jī)械性能滿足質(zhì)保書(shū)的要求。
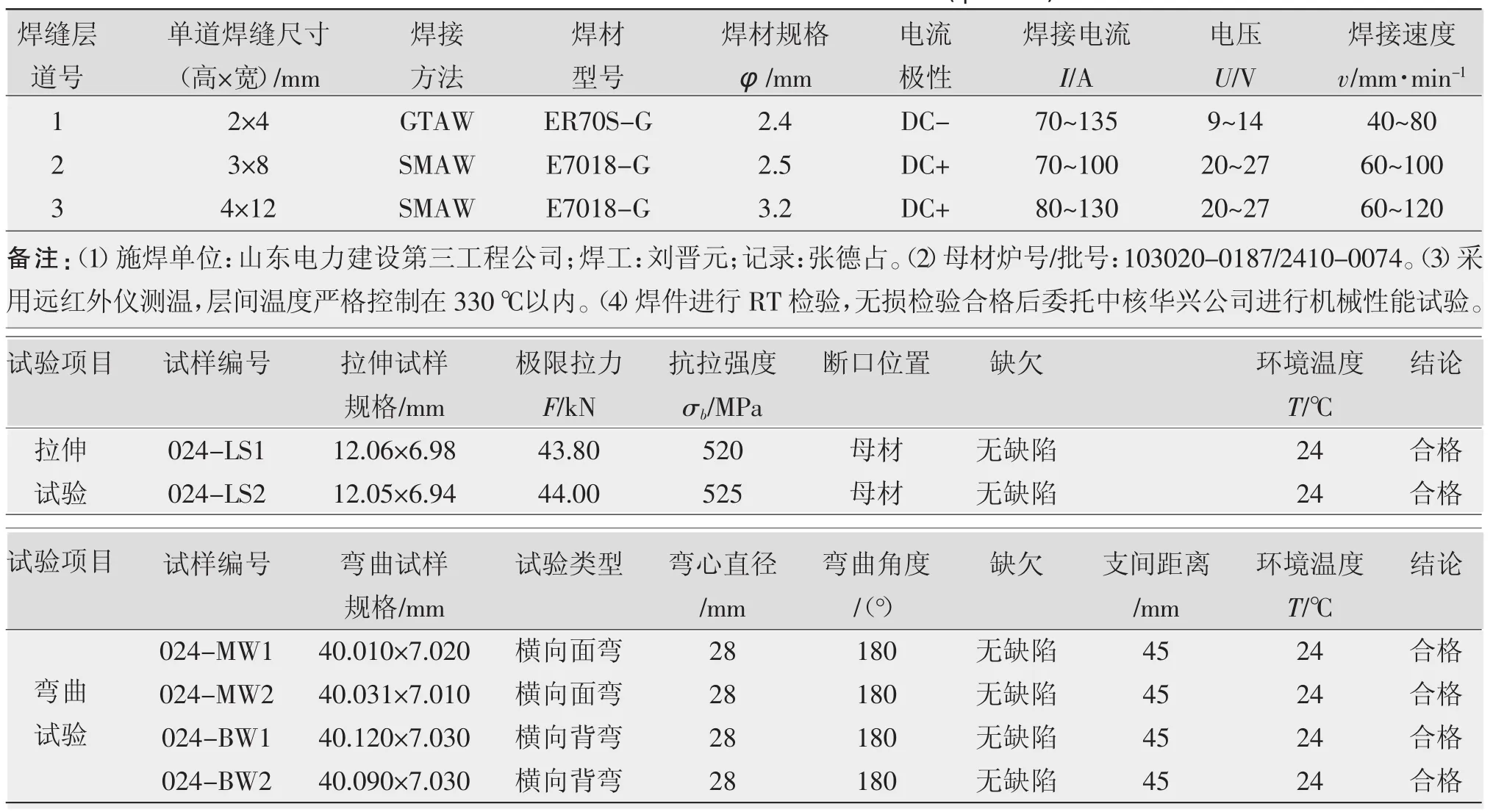
表3 20控鉻鋼6G位置焊接工藝性能試驗(yàn)(φ114×7)

表4 20控鉻鋼6G位置焊接工藝性能試驗(yàn)(φ406×13)

表5 焊接接頭Cr含量%
4.2工藝措施
4.2.1組對(duì)及焊接
坡口加工后應(yīng)打磨去除淬硬層、裂紋、毛刺、重皮等缺陷,修補(bǔ)后應(yīng)進(jìn)行磁粉檢驗(yàn)或著色滲透檢驗(yàn)。承壓設(shè)備的對(duì)接焊縫或者角焊縫至少焊接兩層。
4.2.2預(yù)熱和焊后熱處理
CPR1000核電站國(guó)產(chǎn)化20控鉻鋼管道規(guī)格通常為φ(60.3~711)mm×(6.5~20)mm,主要采用手工鎢極氬弧焊、焊條弧焊和埋弧焊等方法。由于鋼材碳當(dāng)量低、管道壁厚薄(最大20 mm),裂紋傾向小,常溫下焊接時(shí)不需要進(jìn)行預(yù)熱和焊后熱處理,其他規(guī)格20控鉻鋼管道的熱處理可參照20號(hào)鋼確定。
4.2.3焊接規(guī)范
20控鉻鋼焊接性能良好,焊接規(guī)范根據(jù)工藝評(píng)定確定,施工中嚴(yán)格按評(píng)定的參數(shù)施焊。
4.2.4光譜分析
20控鉻鋼種含有一定的Cr元素,其焊材、母材和焊接接頭應(yīng)進(jìn)行光譜分析復(fù)查。焊接接頭光譜分析包括母材、焊縫和熱影響區(qū),由兩名焊工完成的焊接接頭應(yīng)分別進(jìn)行光譜分析。
4.2.5插套焊技術(shù)
CPR1000型核電站中的部分20控鉻鋼小管采用插套焊,焊接要求較高,焊接時(shí)不能熔化管道邊緣,焊完后管子跟插套管件不能頂死。組對(duì)時(shí)通常把管子插入管件再拔出約2~3 mm并劃線標(biāo)記,組對(duì)過(guò)程中管子保持平行。對(duì)于母材厚度小于5mm的管子應(yīng)進(jìn)行附加工藝評(píng)定和焊工考試。插套接頭型式如圖1所示。

圖1 插套焊接頭型式
5 結(jié)論
20控鉻鋼是CPR1000型核電機(jī)組應(yīng)用的新鋼種,其焊接質(zhì)量直接關(guān)系到設(shè)備安全和運(yùn)行,20控鉻鋼的焊接技術(shù)研究不僅推動(dòng)了鋼材和焊材的發(fā)展,也是核電機(jī)組批量化建設(shè)的需要。通過(guò)多臺(tái)機(jī)組的焊接實(shí)踐和設(shè)備運(yùn)行考驗(yàn),20控鉻鋼的焊接技術(shù)已逐步完善,其焊接要點(diǎn)如下:
(1)CPR1000型核電站給水系統(tǒng)20控鉻鋼管道焊接時(shí),整個(gè)焊接接頭的焊縫金屬中必須含有0.10%~0.30%Cr,以確保焊接接頭中具有抗FAC性能。
(2)國(guó)產(chǎn)化20控鉻鋼屬于優(yōu)質(zhì)碳鋼,焊接性能和操作性能良好,常溫下焊接時(shí)無(wú)需預(yù)熱和焊后熱處理。
(3)20控鉻鋼插套焊小管根部不能頂死,保持1~4 mm間隙為宜。
(4)20控鉻鋼焊接技術(shù)已經(jīng)過(guò)了多臺(tái)機(jī)組的運(yùn)行和考驗(yàn),但20控鉻鋼的抗流體腐蝕性能尚處于試驗(yàn)研究階段。
(5)通過(guò)20控鉻鋼核電工程的實(shí)踐,選擇與母材綜合性能完全匹配的焊材,對(duì)后續(xù)核電機(jī)組焊接施工具有借鑒意義。
[1]廣東電力設(shè)計(jì)研究院.常規(guī)島安裝焊接技術(shù)規(guī)范書(shū)[S].
[2]張文鉞.焊接冶金學(xué)(基本原理)[M].北京:機(jī)械工業(yè)出版社,2004.
[3]王宗杰.熔焊方法及設(shè)備[M].北京:機(jī)械工業(yè)出版社,2007.
Welding technology test and application for 20+Cr steel in CPR1000 nuclear power plant
SHAO Xiaojian
(Ningde Nuclear Power Project Department,Ningde 355100,China)
20+Cr is a newtype of stell designed and used in CPR1000 nuclear power plant,and it can improve the corrosion resistance of fluid for pipeline.Through the welding technology test and welding practice of multi nuclear power units water supply systems,the rationalityofchoice ofweldingmaterials and keypoints ofweldingfor 20+Cr steel are summarized,which is vailable for reference.
20+Cr;CPR 1000 nuclear power plant;welding;FAC property
TG457.19
B
1001-2303(2016)05-0093-04
10.7512/j.issn.1001-2303.2016.05.20
2015-04-02;
2015-12-01
邵小劍(1977—),男,云南人,工程師,學(xué)士,主要從事核電焊接和無(wú)損檢驗(yàn)工作。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
