建筑鋼結構焊接應力應變控制基本要素
2016-12-06 06:37:46高玲麗
電焊機 2016年5期
高 良,高玲麗
(浙江精工鋼結構(集團)有限公司,浙江紹興312030)
建筑鋼結構焊接應力應變控制基本要素
高良,高玲麗
(浙江精工鋼結構(集團)有限公司,浙江紹興312030)
建筑鋼結構體系是一個“龐然大物”,一個鋼結構焊接工程用鋼量少則上千噸,多則幾萬噸到十幾萬噸;同時建筑鋼結構體系也是一個完整有機的受力體系,承受自重和自然界的各種交變荷載。結構體系復雜不僅僅是造型和采用大規格新鋼種,結構體系的高聳也是其中之一;自然狀況的變化,使建筑鋼結構體系受力不同于其他結構,僅對陰陽面受力分析來看,狀態十分復雜。斷面相同、材質相同的構件,在同一時間承受不同的荷載,而這些不斷變化的復雜荷載全部由建筑鋼結構焊縫分擔,因此焊縫就是關鍵;特別是系統焊接應力應變的控制成為目前學術爭論的焦點。以焊接應用技術理論為指導,以工程實踐為依據,對建筑鋼結構焊接應力應變控制進行簡析。
焊接應力;焊接應變;建筑鋼結構
1 建筑鋼結構焊接工程不宜消除焊縫焊接殘余應力[1-5]
某體育場24個柱腳,安裝配合精度要求高,結構十分復雜,筋板縱橫交錯,且全部為厚板全熔透焊縫,柱腳單質量100~220 t不等。為此,有人提出消除焊接殘余應力來保證安裝配合尺寸精度的要求。由于柱腳十分龐大、復雜,消除焊后殘余應力很困難,施工方堅持不消除焊接殘余應力,兩種觀點互不讓步,誰也難說服對方,于是引起我國學術界結合工程的一場大討論。學術討論的結果出乎人們意料,施工單位的觀點得到了清華大學權威教授的支持,權威教授明確表示:沒有必要對鋼結構消除焊接殘余應力。
根據工程成功的案例分析,研究認為,清華大學權威教授不消除焊接殘余應力的觀點有以下理由。
1.1焊縫在建筑鋼結構中所占比例太少,難以形成影響結構剛度的規模效應
消除應力概念緣于機械制造行業鑄造件保證加工尺寸精度的技術。對鑄造件而言,由于厚薄相差懸殊且彼彼皆是,鑄件應力分布十分復雜,采用消除應力技術能夠穩定鑄件形狀,從而保證加工尺寸的穩定性。在我國基礎工業消除應力技術不發達的年代,主要采用應力自然“時效”的做法,即把鑄件擱置在露天,經過長期日曬雨淋、應力自然消除的技術,在露天擱置的時間越長,消除應力的效果越好。
需要對比和說明的是,鑄件和焊縫情況差別很大。就比例分析:無論大小鑄件的鑄造組織都為100%,產生的焊接殘余應力也認為是100%,并且分布十分復雜。如果不采取消除應力措施直接加工,會導致鑄造應力新的不平衡,如果加工量大,這種不平衡的程度就會加重,應力差就會越大,就可能導致形變和裂紋,完全有可能影響加工尺寸的高精度要求。所以鑄造件采取消除應力措施來保證工件加工尺寸精度和提高韌性儲備大有好處。
焊縫也是鑄造組織,所產生的殘余應力在理論上是基本一致的。然而在建筑鋼結構焊接工程中,根據建筑鋼結構焊接工程中所耗焊材用量的粗略估算,焊縫所形成的鑄態組織只占建筑鋼結構的3%~5%(扣除焊材損耗,所占比例還要減少);量變到質變,這種比例所產生的焊接應力對95%~97%軋制鋼材所形成的剛度作用較小,不可能產生“鑄造件效應”和過大的應力差;如果焊接殘余應力在建筑鋼結構焊接工程系統中,分布基本均勻,沒有過大的焊接殘余應力集中,可以肯定的說:焊接殘余應力對建筑鋼結構體系強度和形變沒有影響。
在建筑鋼結構焊接工程中,焊接應力是平衡的內力體系,平衡就是穩定,因此只要沒有應力集中,鋼結構系統初始應力狀態是安全的,這個鋼結構系統也就是安全的,焊接殘余應力狀態越均勻越安全,同時焊接殘余應力隨著時間的流失因自然時效作用而逐漸變小,系統也就越來越安全,因此沒有消除焊接殘余應力的必要。
工程案例:某體育場的第一根柱腳C13質量132 t,消耗焊材6.1 t,粗略計算,焊縫鑄態組織占柱腳重量的4.6%。分析認為,焊縫所產生的殘余應力對132 t的龐然大物不起決定性的作用;因此,在排定焊接順序后,決定不消除焊接殘余應力,其結果完全達到預期目的,如圖1所示。

圖1 某體育場C13柱腳安裝現場
a.某體育場鋼結構工程C13柱腳拼裝焊接結束后經自檢和第三方監檢,焊接的形位公差控制在規定范圍之內,最大變形值不超過5 mm(平均值在3 mm以下),焊縫一次合格率為100%。
b.焊縫質量要求為全熔透一級焊縫,技術難度大,主焊縫規格如下:(1)板厚100mm,橫焊,長度6.8m;(2)板厚60mm,橫焊,長度5.76 m;(3)板厚90mm,橫焊,長度3.5m;(4)厚60 mm,立焊,長度10.1 m。
c.完整柱腳消耗長焊材6.1 t。
d.焊接技術要求為連續施焊,24名焊工和多名管理人員連續奮戰84h,保質保量完成任務。目前該體育場運營情況良好。
1.2焊接殘余應力對建筑鋼結構體效靜載強度沒有影響
根據有關文獻闡述:沒有嚴重應力集中的焊接結構,只要材料具有一定的塑性變形能力,焊接內應力并不影響結構的靜載強度。但是當材料處在脆性狀態時,則拉伸內應力和外載引起的拉應力疊加有可能使局部區域的應力首先達到撕裂強度,導致結構早期破壞。
由于建筑鋼結構屬于靜載結構,遵循應力疊加原理:未經消除殘余應力的焊件投入使用時,由載荷引起的工作應力將與焊接殘余應力互相疊加。如果兩種應力性質不同,方向相反,疊加的結果會提高構件的承載能力。如果兩種應力的性質相同,方向相同,疊加后的應力數值往往在構件的局部區域超過材料的屈服點(ReL),這不會影響有良好塑性、韌性的材料強度,而只會影響剛度;但對脆性材料,將有不利的影響。
光滑試樣受無數次應力循環而不發生破壞的最大應力值稱為材料的疲勞極限,它與循環特征的平均應力和應力腹值密切相關。構件上拉殘余應力對疲勞強度有不利影響,降低構件的疲勞強度,而壓殘余應力則對疲勞強度起有利的影響,能提高疲勞強度。
當外載產生的應力與結構中某區域的內應力疊加之和達到屈服點時,這一區域的內應力疊加之和達到屈服點時,這一區域的材料就會產生局部塑性變形,喪失了進一步承受外載能力,造成結構的有效面積減小,結構剛度也隨之降低。
焊接結構除焊接引起殘余內應力外,火焰矯正后也在結構上產生較大范圍的內應力。加載時,剛度可能存在明顯下降,發生較大變形。卸載后回彈量也可能減小,出現了參與變形。因此,對尺寸精度和穩定性要求高的結構不容忽視。
建筑鋼結構受外載荷影響不大屬于自承重系統,只要沒有應力十分集中的焊接接頭和十分集中的焊接殘余應力,對系統的安全運營基本沒有影響。
焊接應力不影響建筑鋼結構的靜載強度。
1.3建筑鋼結構焊接工程消除焊縫殘余應力是以犧牲焊縫的綜合性能為代價
目前消除焊接殘余應力的五種方法——整體高溫回火、局部高溫回火、機械拉伸法、溫差拉伸法、振動法。在理論和實踐中令人放心的就是熱處理,除熱處理工藝外,其余方法都是局部的、小型的(熱處理的規模也有限);有的方法目前還不成熟,比如振動消除內應力的機理,迄今無系統和令人滿意的解釋。多數認為振動給工件施加了附加應力,當附加應力與殘余應力疊加后,達到或超過金屬材料的屈服點時,在工件內部發生了微觀和宏觀的塑性變形,使其殘余應力降低和均勻化。
理論和實踐均證實,只有熱處理才能實現消除焊接殘余應力,可是就熱處理而言,再小的建筑鋼結構系統對它們來說都是“龐然大物”,可以肯定的說,目前消除焊接殘余應力的方法對建筑鋼結構系統不起作用。
假如用局部熱處理技術(局部高溫回火技術)有可能會帶來麻煩,焊縫的應力得到消除之后,將引起新的附加應力,造成新的應力集中,事實上就是把應力搬一個家,適得其反。
有人把復雜的建筑鋼結構“化整為零”,把另件(復雜構件)送到爐子中熱處理消除焊縫殘余應力,其結果令人失望,焊接接頭屈服強度、抗拉強度都有不同程度的下降,有的沖擊韌性下降嚴重。
1.3.1消除應力熱處理對焊縫拉伸性能的影響
消除應力熱處理對焊縫組織和性能有何影響?在理論界和工程界歷來有不同的看法和做法。最近有關學者對此進行了系統研究,十分趨近于工程應用,得出了很多有價值的結論,如:試驗采用堿性焊條,φ=4mm;藥皮外徑6.8mm,藥皮中Mn含量分別為0.6%、1.0%、1.4%和1.8%;焊條分別編號A、B、C、和D。在平焊(F)位置施焊,每層焊3道,總共27道,直流反接,I=170A,U=21V;焊接線能量10kJ/cm;道間溫度200℃。
焊縫金屬消除應力處理規范580℃×2 h。為了研究保溫時間的影響,對0.15%Mn和1.8%Mn的一種焊條做了長達100 h的消除應力熱處理。分別測定每種焊條的化學成分和拉伸性能,如表1所示。

表1 焊縫金屬化學成分和拉伸性能
假設消除應力熱處理后,拉伸性能與C、Mn含量之間有線性關系,則可用如下回歸式表示,即,屈服強度ReL(單位:MPa)=310+390·w(C)+50·w(Mn)+429×[w(C)·w(Mn)]抗拉強度Rm(單位:MPa)=396+330·w(C)+42·w(Mn)+643×[w(C)·w(Mn)]
這兩個關系式與焊態下的關系式相似,只是常數項不同。
強度下降是消除應力熱處理的結果,而下降程度的大小則受成分的綜合影響。屈服強度比抗拉強度下降得更多,試件在焊態下和消除應力熱處理后經對比,屈服強度平均下降33 MPa,抗拉強度下降12 MPa,故消除應力熱處理之后,屈強比下降0.85以下。正如預料的那樣,普通C-Mn系焊縫全面軟化。
1.3.2消除應力熱處理對焊縫沖擊韌性的影響
不同含碳量的焊縫,消除應力熱處理后碳對沖擊吸收功的影響與焊后狀態相同,上平臺沖擊吸收功隨含碳量的增加而下降,且與最佳沖擊吸收功對應的含錳量仍為1.4%,與含碳量變化無關。
消除應力熱處理主要影響的是脆性轉變溫度的改變,并與碳錳含量有密切關系。碳錳含量低時,消除應力熱處理有利于韌性;碳錳含量高時,消除應力熱處理不利于韌性。比如:碳錳高時,相當于100 J沖擊吸收功的試驗溫度比焊后狀態提高5℃~20℃。其原因可能是消除應力熱處理過程中,隨著含碳量的增加,滲碳體的析出量增加,滲碳體尺寸增大,尤其是厚度增大將導致轉變溫度升高。含碳量和含錳量處于中等水平時,消除應力熱處理后轉變溫度基本不變,且含錳量為1.4%,含碳量為0.07%~0.09%時得到最佳韌性。
消除應力熱處理時間對脆性轉變溫度的影響如圖2所示。可以看出,消除應力熱處理時間在2 h之內時,隨著時間的增加,脆性轉變溫度(相當于28 J和100 J)有上升的趨勢。進一步增加時間后,脆性轉變溫度表現出下降趨勢。電鏡觀察結果表明,經100 h消除應力熱處理之后,析出的碳化物變得更加粗大并接近于球形。

圖2 消除應力熱處理(580℃)對脆性轉變溫度的影響(0.15%C,1.8%Mn)
2 建筑鋼結構體系設計是控制焊接應力應變的關鍵
在建筑鋼結構焊接過程中,對控制焊接殘余應力應變相當重視,采取“防患于未然”即預防焊接殘余應力集中為主方法。該方法的目的是使鋼結構系統應力應變盡可能小、盡可能相對均勻。這是建筑鋼結構控制焊接應力應變唯一可行的技術路線,是“全面質量管理”中全員、全面、全過程管理的良好結果,而不是寄希望在焊接殘余應力集中已經形成后、再考慮去消除焊接殘余應力集中的最后階段。
建筑鋼結構應力應變的控制必須從設計開始。良好的受力系統、合理的焊接接頭是控制焊接應力應變、鋼結構系統初始應力狀態達到設計要求基本保證。經驗證實,控制鋼結構焊接應力應變有兩個層次:
(1)設計和施工時要盡量使鋼結構系統在焊接過程中受熱均勻。系統受熱愈均勻,所形成的焊接應力就愈均勻,應力集中點愈少,鋼結構系統運營就愈安全。
(2)在具體的焊接接頭的設計和施工中,盡量減少焊接殘余應力。
上述兩個層次,第一是宏觀的戰略地位,第二是微觀的戰術地位。鋼結構焊接工程對設計和施工而言,都超出常規,需要戰略和戰術兩方面的緊密結合才能成功,因此形成了特殊鋼結構控制應力應變的第一難關,帶來了兩方面的特色思想和技術。
2.1減少焊縫的數量和尺寸以及應力均勻
根據焊接殘余應力與焊縫的截面積成正比、與建筑鋼結構體系的鋼度(板厚)成反比的技術觀點,減少焊縫的數量和尺寸就是直接減少焊接殘余應力,這是具有戰略意義的,或者說這是宏觀控制焊接殘余應力。
(1)在設計建筑鋼結構體系中,設計的首要任務就是準確地分清工作焊縫和聯系焊縫。工作焊縫坡口設計時要求全熔透,而聯系焊縫采用角焊縫或局部焊透焊縫;這樣可大幅度地減少焊縫截面積,也就降低了焊接殘余應力。
(2)坡口的尺寸是戰術動作,也可以說微觀控制應力應變。建議為300~350 mm加8 mm(V型坡口,間隙為8 mm加襯墊)。
(3)對接焊縫清根應力均衡坡口設計。
為使焊接接頭焊接殘余應力均勻,無論是工作焊縫或是聯系焊縫,盡可能做到板材中心兩邊焊縫成型系數(φ=B/H;B為焊縫寬度,H為焊縫深度)基本相等,如圖3所示。
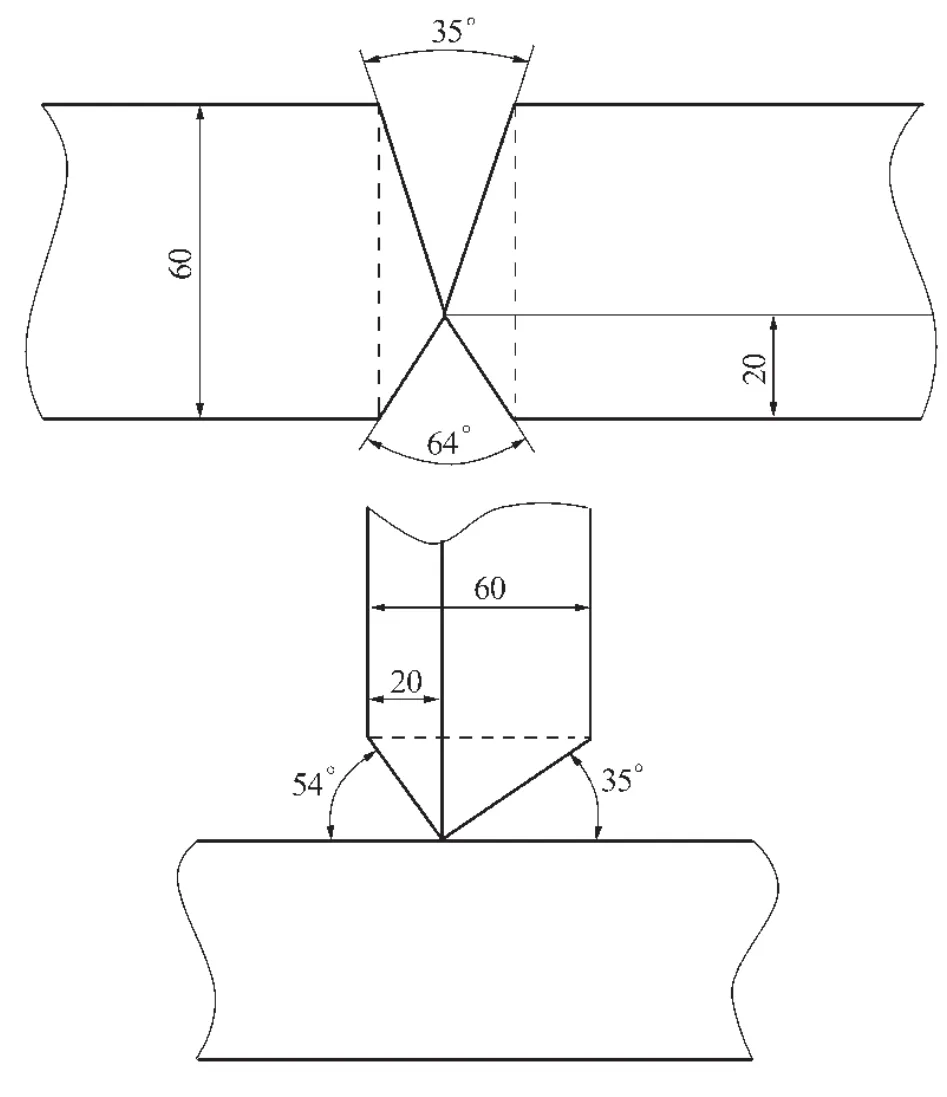
圖3 全熔透(CJP)坡口焊縫成形系數控制
圖3坡口突破原標準圖集兩邊不等寬的錯誤設計(即無論板厚薄,一律采用大面45°,小面60°兩邊寬窄不一的坡口設計),而是采用投影和直尺丈量的方法保證板材兩邊坡口寬窄一致的設計。
具體做法是:在確定大面坡口后,由大面坡口向對岸投影(也可以用直尺在對岸量出等寬),然后連上大面坡口的頂端;這類坡口是專門為全熔透碳弧氣刨工藝設計的。焊接過程中,大面焊完后,小面碳弧氣刨焊根到板的中心(允許刨到中心或稍微超過中心線一點,按照大部分焊工的技術水平都能實現),然后焊接,這樣焊接接頭兩邊的寬度和深度幾乎相等,焊縫成形系數φ也基本相等,即φ1≈φ2;與原來寬窄不一的設計相比,板材兩邊的焊接殘余應力因此相對均勻;圖中T型焊縫同理。如果一個鋼結構焊接工程每條焊縫都是均勻的,那么焊接殘余應力對結構體系的影響就大大降低。
2.2工程案例:廣州西塔鋼管的斜對接焊縫形式設計
為保證節點的整體動載性能,并盡可能減小焊接熔敷量,優先采用不加設焊接墊板的X型坡口焊縫,盡可能減小坡口角度,以減小焊接熱輸入,如圖4所示,β>35°。確保鋼管外側坡口寬度等于內側35°坡口寬度,以保證在碳弧氣刨刨根后兩側焊縫系數基本相等,從而保證構件的制作精度及焊接殘余應力相對均勻;β角通過鋼管厚度相等的兩條平行線,在35°側坡口邊投影,在投影點同外側板的垂直線上確定。

圖4 投影法清根坡口
全熔透焊縫最理想的形式就是采用X形對稱坡口,采用單面焊雙面成形技術,可保證焊接質量,提高工效,降低成本。
2.3部分熔透焊縫的設計
圖5坡口設計為等強度焊接接頭(Q345試件試驗結果是:拉伸強度與母材相等,斷在母材上),是為重要聯系焊縫設計。
現行國家標準《氣焊、焊條電弧焊、氣體保護焊和高能束焊的推薦坡口》GB/T 985.1和《埋弧焊焊縫坡口的基本形式和尺寸》GB/T 986中規定了坡口的通用形式,其中坡口部分尺寸均給出了一個范圍,并無確切的組合尺寸;GB/T 985.1中板厚40 mm以上、GB 986/T中板厚60 mm以上均規定采用U形坡口,且沒有焊接位置規定及坡口尺寸及裝配允差規定。總的來說,上述兩個標準比較適合于使用焊接變位器等工裝設備及坡口加工、組裝要求較高的產品,如機械行業中的焊接加工,對鋼結構制作的焊接施工則不盡適合,尤其不適合于鋼結構工地安裝中各種鋼材厚度和焊接位置的需要。目前大型、大跨度、超高層建筑鋼結構多由國內進行施工圖設計,GB50661規范中將坡口形式和尺寸的規定與國際先進標準接軌十分必要。美國與日本標準中全焊透焊縫坡口的規定差異不大,部分焊透焊縫坡口的規定有些差異。美國《鋼結構焊接規范》AWS D1.1中對部分焊透焊縫坡口的最小焊縫尺寸規定值較小,工程中很少應用。日本建筑施工標準規范《鋼結構工程》JASS 6(96年版)所列的日本鋼結構協會《焊縫坡口標準》JSSI 03(92年底版)中,對部分焊透焊縫規定最小坡口深度為為板厚)。實際上日本和美國的焊縫坡口形式標準在國際和國內均已廣泛應用。GB50661規范參考了日本標準的分類排列方式,綜合選用美、日兩國標準的內容,制訂了三種常用焊接方法的標準焊縫坡口形式和尺寸。
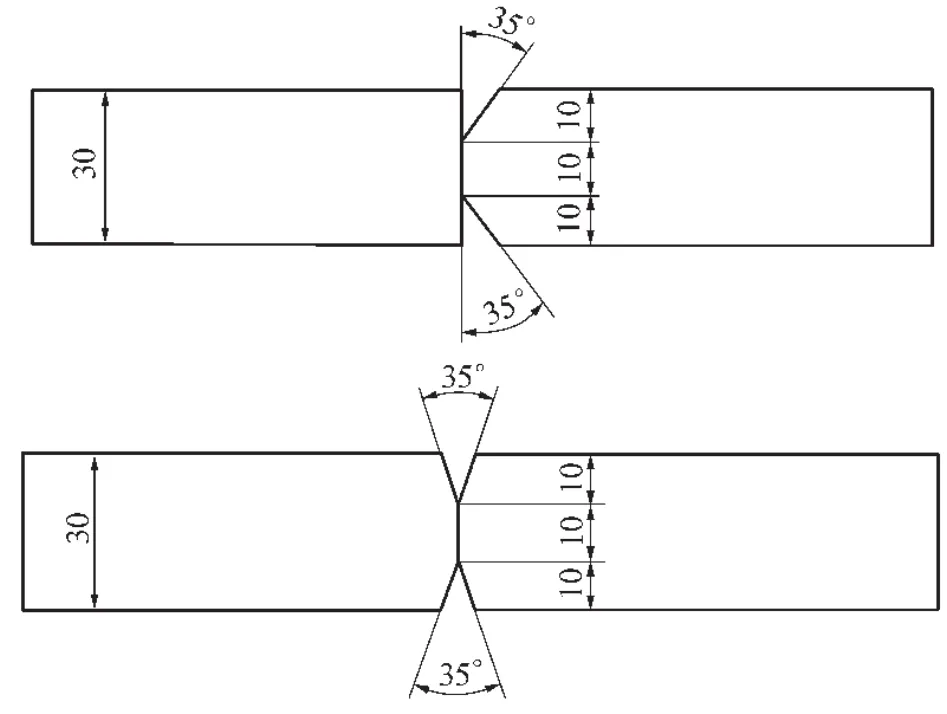
圖5 部分熔透坡口(PJP)焊縫成型系數控制
此外,為了所謂結構安全而對焊縫幾何尺寸要求寧大勿小這種做法是不正確的,其結果適得其反,不論設計、施工或監理各方都要走出這一概念上的誤區。
[1]GB50661《鋼結構焊接技術規范》[S].
[2]陳伯蠡.焊接工程缺欠分折與對策[M].北京:機械工業出版社,1998.
[3]戴為志,劉景鳳.建筑鋼結構焊接技術-“鳥巢”焊接工程實踐[M].北京:化學工業出版社,2007.
[4]戴為志,高良.鋼結構焊接技術培訓教程[M].北京:化學工業出版社,2008.
[5]尹士科.焊接材料實用基礎知識[M].北京:化學工業出版社,2015.
Basic elements of welding stress and strain control of building steel structure
GAO Liang,GAO Lingli
(Zhejiang Jinggong Steel Structure Group Co.,Ltd.,Shaoxing 312030,China)
Building steel structure system is a"monster",there are thousands of tons of steel volumes for a steel structure welding engineering at least,more than tens of thousands of tons to tens of tons;at the same time building steel structure system is a complete organic system,under dead weight and alternatingload ofnature.Complexstructural systemis not only a model and adopting the newlarge size steel,but also the structure ofthe tower.Natural conditions change,the construction steel structure system stress is different from other structures,the state is very complex for the surface stress analysis of Yin and Yang.The same section and component material,at the same time under different load,and the ever-changing complex heavy load is all shared by construction steel structure welding seam,therefore,weld is the key;especially the system of the welding stress and strain control has become the focus of academic debate at present.Guided bythe weldingapplication technologytheory,based on engineering practice,construction steel structure welding stress and strain control is brieflyanalyzed.
welding stress;welding strain;building steel structure system
TG404
B
1001-2303(2016)05-0082-06
10.7512/j.issn.1001-2303.2016.05.18
2016-02-06
高良(1981—),男,高級工程師,主要從事焊接技術及管理工作。
猜你喜歡
建材發展導向(2022年14期)2022-08-19 02:10:10
建材發展導向(2022年14期)2022-08-19 02:08:18
山東冶金(2022年1期)2022-04-19 13:40:48
北方建筑(2021年6期)2021-12-31 03:03:54
建材發展導向(2021年6期)2021-06-09 05:57:08
文苑(2020年10期)2020-11-07 03:15:36
現代裝飾(2020年6期)2020-06-22 08:43:12
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造業自動化(2017年2期)2017-03-20 14:26:13
少兒科學周刊·兒童版(2015年6期)2015-11-24 03:49:38
