夾緊順序、夾具布局和夾緊力對裝夾變形影響與同步優化分析研究
2016-11-30 02:07:38許曉宇趙曉慈
圖學學報 2016年1期
許曉宇, 趙曉慈
(北京航空航天大學機械工程及自動化學院,北京 100191)
夾緊順序、夾具布局和夾緊力對裝夾變形影響與同步優化分析研究
許曉宇, 趙曉慈
(北京航空航天大學機械工程及自動化學院,北京 100191)
為減小工件裝夾變形,提高薄壁件加工精度,以薄壁零件裝夾變形最小化為目標函數,通過遺傳算法和有限元方法相結合,提出夾緊順序、裝夾布局和夾緊力同步分析方法。用該方法對一航空薄壁零件裝夾進行優化分析,優化結果與經驗設計及傳統分析結果進行對比,有效地降低了工件因裝夾不當引起的變形,驗證了夾緊順序、夾具布局和夾緊力同步優化方法的有效性。
裝夾變形;遺傳算法;有限元;同步優化
薄壁零件由于重量輕、比強度高等結構特點,在航空航天和兵器等行業有著許多重要應用。但由于其剛度較低,在裝夾和加工過程中容易發生裝夾變形,影響裝夾變形的主要因素有夾具布局、夾緊順序和夾緊力大小。因此,如何對薄壁零件裝夾方案進行優化,從而得到多因素條件下最小裝夾變形的優化模型,對薄壁件的加工具有重要工程應用價值。國內外文獻對裝夾優化問題有一定的研究,Prabhaharan等[1]分別通過遺傳算法和蟻群算法對夾具布局進行了優化;Li等[2]利用遺傳算法對一薄板件進行分析,研究支撐元件位置對工件變形的影響;Kang等[3]通過建立夾具系統三維穩定性模型,對夾緊力大小進行優化分析;Chen等[4-5]通過遺傳算法和有限元方法相結合,建立夾具布局和變夾緊力分層優化模型;倪麗君[6]采用合適的接觸模型,建立了參數化的工件-夾具系統有限元求解模型,研究了以最小化工件最大加工變形為目標函數的單目標裝夾優化方法;周小兵[7]對裝夾方案中的裝夾位置進行了優化,并求解出了典型零件在典型裝夾方案下的變夾緊力相關曲線;李國棟等[8]針對弱剛度工件裝夾變形問題,提出了基于遺傳算法的夾具布局和夾緊順序同步優化方法;張傳泰[9]基于定位原理的數學模型,提出工件裝夾穩定性的判斷準則;周孝倫等[10]基于對接觸問題的處理和遺傳算法,提出了夾具布局和夾緊力的同步優化方法。由于加工變形與裝夾順序、夾緊力、摩擦力、裝夾布局和切削力等多重因素有關,以往研究大多針對其中的一、兩種因素進行優化分析,忽略了各因素之間的耦合關系,并且存在異步優化問題,為此,利用遺傳算法和有限元批處理技術進行求解,本文對夾緊順序、夾緊布局及夾緊力進行同步優化,進而獲得最小裝夾變形的分析方法。
1 裝夾方案的數學建模
1.1夾緊順序模型
夾具在設計過程中經常使用多重夾緊元件和定位元件,假設工件裝夾布局方案由m個定位元件以及n個夾緊元件構成,接觸力模型如圖1所示。工件受到重力旋量 Wg和法向上的夾緊力Fi=[Fiσ,0,0]的共同作用,將工件與夾具之間近似為點接觸,故可設定第i個定位元件或夾緊元件的接觸位置為,iσ、iτ、iβ分別為工件在第 i個接觸位置正交的單位法向量和兩個單位切向量。令,其中k=σ,τ,β,,為夾具布局矩陣。
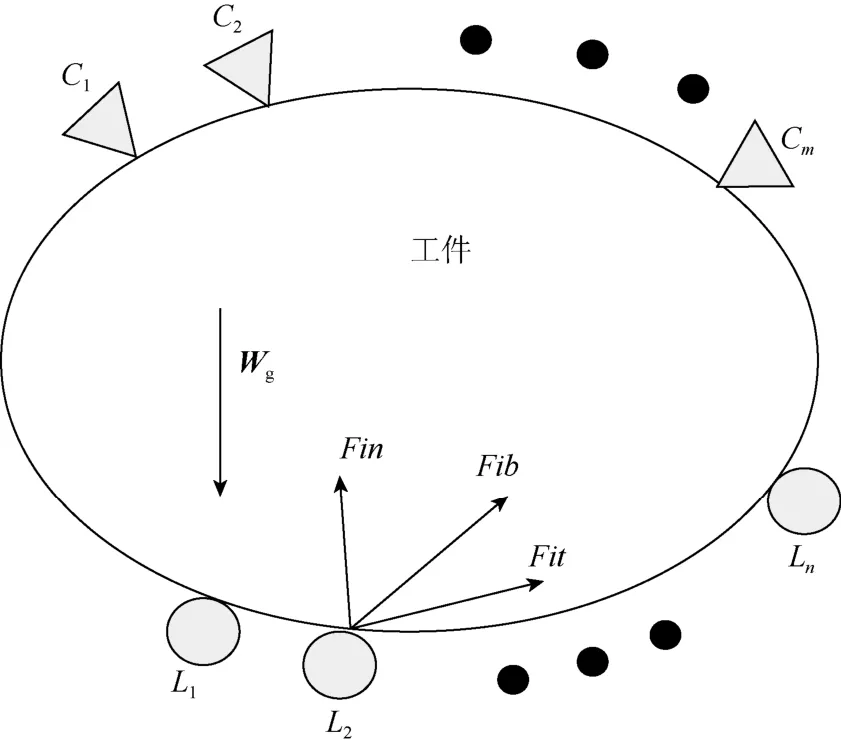
圖1 裝夾元件接觸力模型
在工件實際定位和加工過程中,各個元件對于工件的影響并不完全相同,在初始狀態,m個定位元件并不參與夾緊作用,故作用力只有工件重力和定位件支撐力,工件的靜力平衡方程可表示為:

夾緊元件C1對工件施加夾緊力Fc1,則此時靜力平衡方程可以表示為:

其中,Gp1為夾緊步驟1中前m個定位件結構矩陣,Gc1為夾緊元件C1矩陣。
由此遞推,加緊步驟j中的平衡方程為:

1.2約束條件
1.2.1摩擦錐約束條件
根據庫倫摩擦定理,工件與夾具元件接觸處最大的摩擦力不能大于摩擦錐,故在第q個夾緊步驟中第i個元件與工件接觸處,約束條件為:
1.2.2夾緊約束
為了使工件固定,確保定位的準確性,夾緊力的方向必須指向工件且工件與裝夾元件始終保持接觸狀態。夾緊力Fj,q與工件夾緊面的外法線矢量的點乘必須小于零,即:

1.3目標函數
針對裝夾變形問題,以最大裝夾變形最小化為目標函數,具有n種夾具布局,m種夾緊順序的夾具優化模型可以描述為:
其中,z表示在夾緊力范圍內,n種夾具布局m種夾緊順序的夾緊方案中的最優夾緊方案所對應的夾緊誤差,Δi表示在第i種夾具布局時,m種夾緊順序中的最優夾緊順序方案所對應的夾緊誤差。Uk表示在第k種夾緊順序方案的第p個夾緊步驟所對應的工件最大變形面上節點的最大位移 δ,表示節點的位移增量。
2 模型優化方法
遺傳算法不關注設計變量同目標函數之間的函數關系,適合求解沒有顯式函數且多態的夾具布局和夾緊力優化問題。將遺傳算法和有限元方法結合起來應用于夾具設計,綜合考慮了夾緊順序、夾具布局和夾緊力對工件裝夾變形的影響,從而建立更為合理的裝夾優化模型。通過Isight仿真軟件優化組件搜索優化方向,利用有限元軟件ANSYS的APDL語言建立批處理程序來計算在不同裝夾方案下工件變形量。具體優化流程如圖2所示,操作步驟如下:
(1) 建立有限元模型。通過有限元軟件ANSYS建立APDL參數化模型作為輸入文件,并設置輸出結果保存文件;
(2) 建立ANSYS批處理文件。作為ANSYS與Isight命令接口;
(3) 命令集成。將 ANSYS參數化模型作為輸入文件,結果文件作為輸出文件,并設置輸入、輸出文件參數,有限元批處理文件作為中間命令,在Isight內進行組件集成;
(4) 優化操作。通過 Isight優化組件,設置遺傳算法參數,定義設置變量,選擇目標值和設定各變量約束條件;
(5) 運行程序。通過遺傳算法對模型參數賦值,利用有限元求解適應度值并返回遺傳算法操作,反復迭代并根據迭代次數判斷是否可以終止優化,由此得到最優的夾具設計方案。
3 算例分析
采用上述方法對某一航空薄壁框類零件進行優化分析。該零件尺寸長120 mm,寬60 mm,高30 mm,壁厚4 mm。工件材料為7075-T6鋁合金,彈性模量70 GPa,泊松比為0.3[6]。裝夾模型如圖3所示,其中L1、L2、L3分別為定位元件,C1、C2、C3為夾緊元件。針對3-2-1定位原則共有9種裝夾順序,如表1所示。各夾具元件的坐標取值范圍如表2所示。
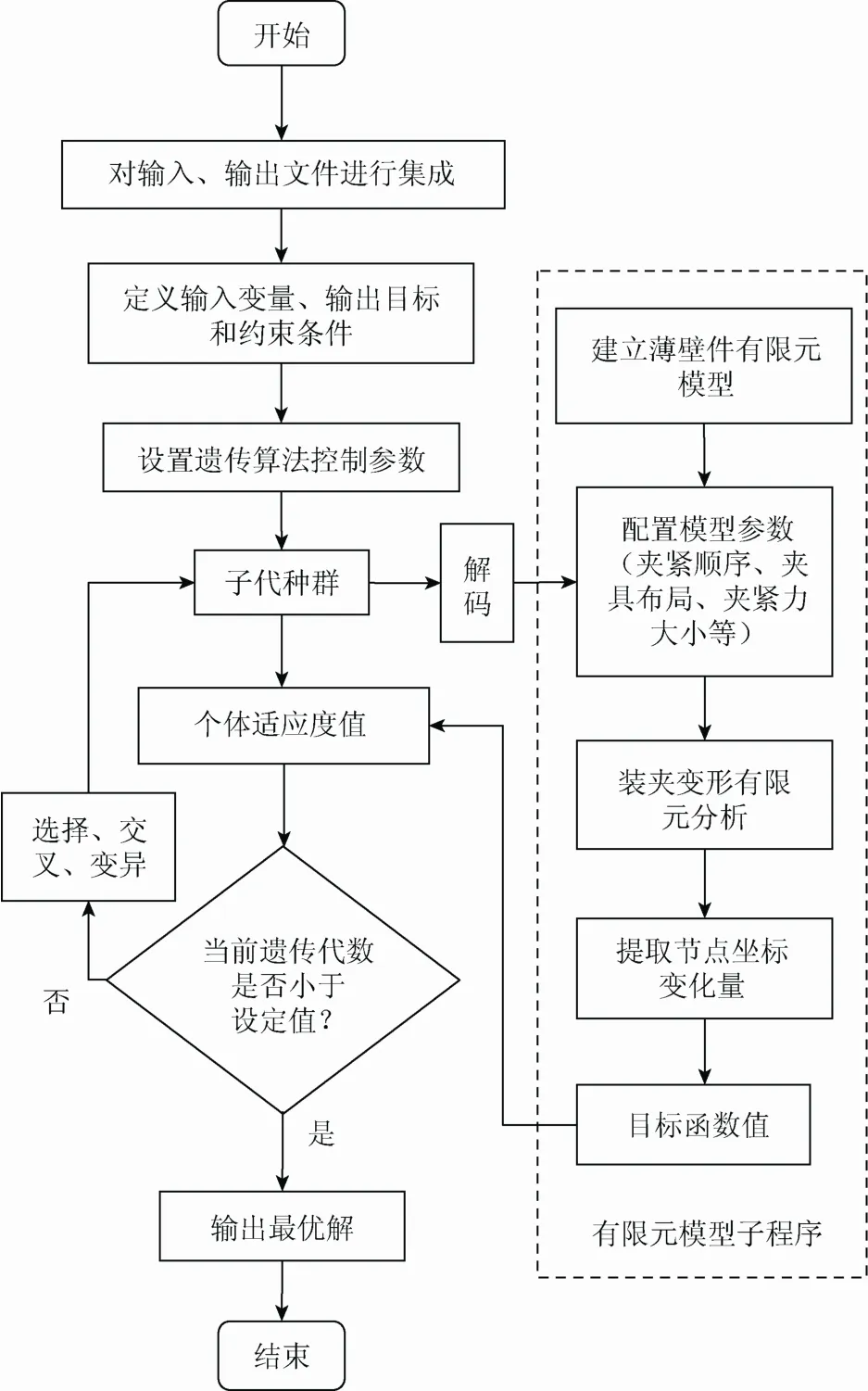
圖2 同步優化流程

圖3 裝夾布局模型
根據裝夾方案的數學模型,當不考慮工件與夾具間的摩擦時,工件在第i個夾緊步驟無摩擦穩定的充分必要條件是,式中G(i)為夾具元件的布局矩陣,F(i)為第i個接觸點處的接觸力向量,為接觸力懸量。對符合六點定位原則的穩定性模型進行數學求解,得到無摩擦工件裝夾穩定性分析的數學模型,即當且僅當滿足方程有解時,工件穩定,其中B為無摩擦約束條件下的線性約束矩陣,Y為外力旋量,由此判斷夾緊力是否滿足夾具系統穩定性要求,本算例中各夾具元件夾緊力范圍如表3所示。
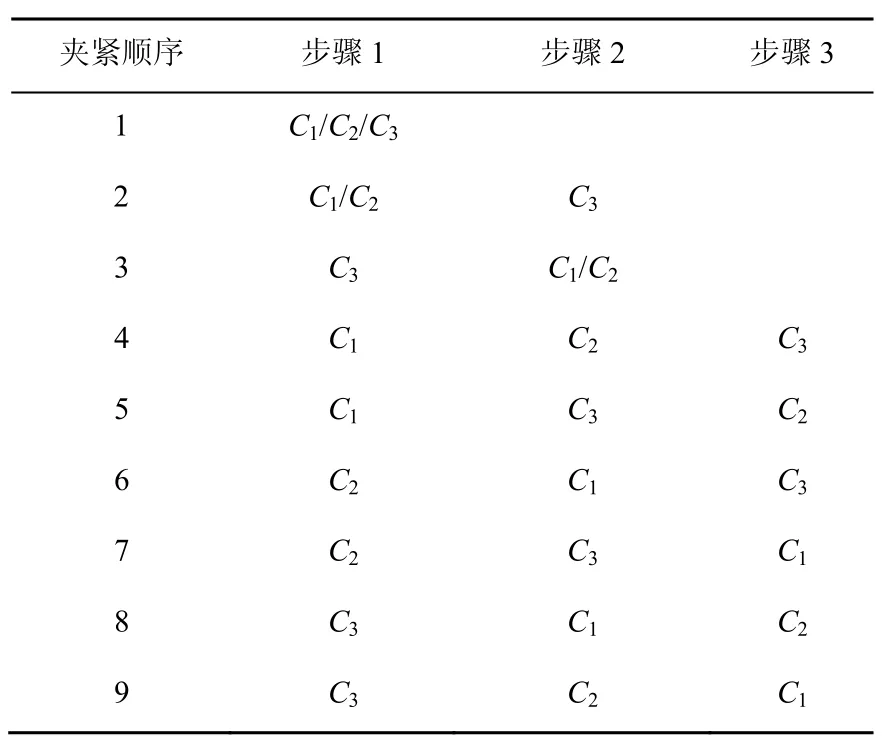
表1 夾緊順序方案[8]
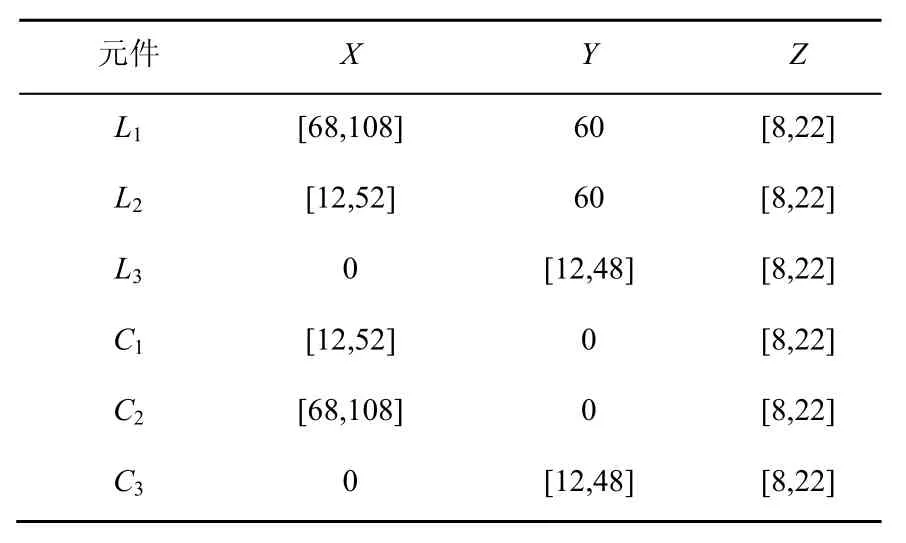
表2 夾具元件位置坐標范圍[8](mm)
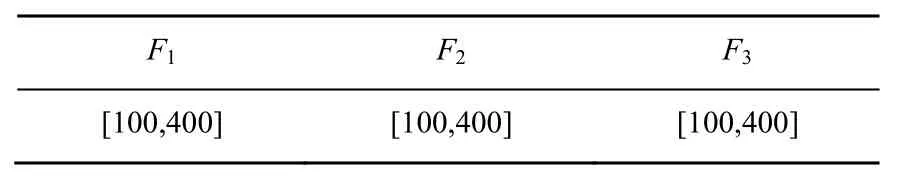
表3 夾緊力的取值范圍(N)
基本遺傳算法中有4個運行參數需要預先設定,M為群體大小,一般取20~100;T為中止進化代數,一般取100~500;Pc為交叉概率,一般取0.40~0.99;Pm為變異概率,一般取0.000 1~0.100 0[11]。文獻[6]中,M取20,迭代次數T取100,Pc交叉概率為0.8,變異概率Pm取0.1,終止條件為最佳適應度不變的代數達到20。
通過同步優化分析,最后得到針對該框類薄壁零件在給定尺寸和材料模型條件下,最優的夾緊順序為方案9,夾具布局和夾緊力的大小收斂情況如圖4所示。圖4(a)顯示了遺傳算法進化過程,直觀地顯示了每個個體所對應的目標函數值以及整體進化趨勢;圖4(b)顯示了在進化過程中,篩選最佳適應度值的過程。從圖中可以看出,隨著遺傳優化的不斷進行,該薄壁工件最大裝夾變形量不斷降低,當進化代數達到設置值時,迭代終止,得到在給定參數下該優化模型的最優解。
為保證工件定位準確,加工過程中不發生位置偏移,經驗設計往往采用對稱分布,并施加較大的夾緊力,但增加了工件裝夾變形。在異步優化中,需控制其他因素不變,只對某一變量進行優化,并保持該變量不變,優化其他變量,從而得到最優解,卻忽略了各因素之間的耦合關系。將本算例優化結果與經驗設計及傳統異步優化分析結果進行比較,裝夾變形量結果對比如表4所示。
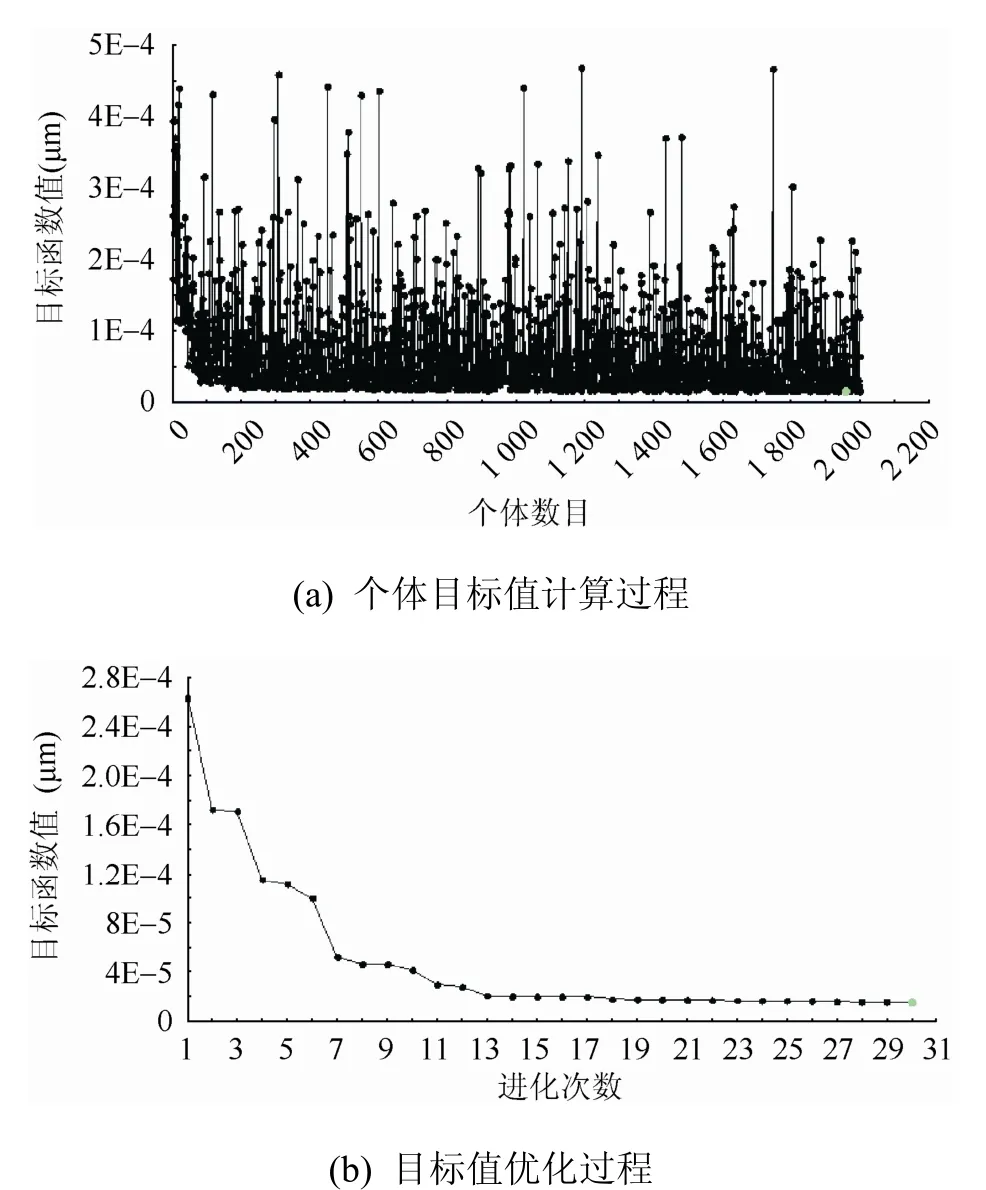
圖4 遺傳算法優化過程
通過同步優化分析,得到最優解的值為15.33 μm,經驗設計中節點的最大變形量為109.60 μm,單目標優化最大變形量為24.84 μm,相比較經驗設計和單目標優化,同步優化設計的裝夾變形量分別降低了86.2%和38.3%。
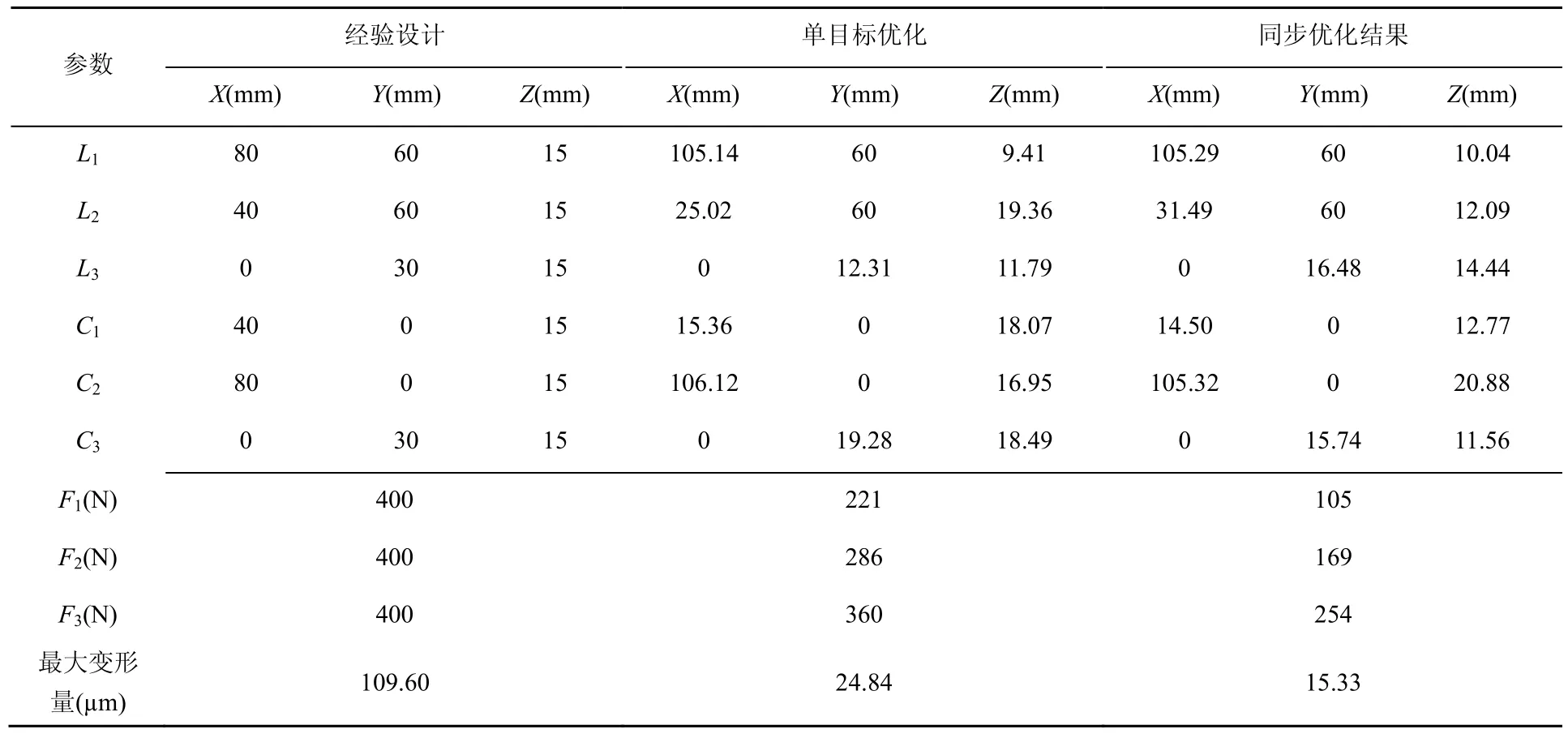
表4 經驗設計、單目標優化、同步優化裝夾變形量對比
4 結 論
本文針對夾具設計中的裝夾變形問題,提出了夾緊順序、夾具布局和夾緊力同步優化分析方法,減少了因夾緊順序不同以及布局不合理、夾緊力大小設置不當而引起的工件彈性變形。利用本文提出的優化方法,對實際工程中的薄壁框類零件進行分析驗證,并與經驗設計和傳統夾具異步優化進行比較,結果表明,夾緊順序、夾具布局和夾緊力同步優化方法能更有效地降低裝夾變形,驗證了該優化方法的有效性。本文提出的同步優化模型方法,為工程中多目標優化和減少裝夾變形問題提供參考。但由于夾具設計的多樣性和復雜性[12],對不同零件模型和裝夾方案還有待于更全面、更深入地分析。
[1] Prabhaharan G, Padmanaban K P, Krishnakumar R. Machining fixture layout optimization using FEM and evolutionary techniques [J]. International Journal Advanced Manufacturing Technology, 2007, 32(11): 1090-1103.
[2] Li X, Molfino R, Zoppi M. Fixture layout optimization for flexible aerospace parts based on self-reconfigurable swarm intelligent fixture system [J]. International Journal of Machine Tools & Manufacture, 2013, 66(9): 1305-1313.
[3] Kang Y, Rong Y, Yang J C. Computer-aided fixture design verification. Part 3. stability analysis [J]. International Journal Advanced Manufacturing Technology, 2003, 21: 842-849.
[4] Chen W F, Ni L J, Xue J B. Deformation control through fixture layout design and clamping force optimization [J]. International Journal Advanced Manufacturing Technology, 2008, 38(9): 860-867.
[5] 陳蔚芳, 陳華, 倪麗君. 基于GA和FEM的夾具布局和變夾緊力優化設計[J]. 數值計算與計算機應用, 2009, 30(1): 1-9.
[6] 倪麗君. 計算機輔助夾具設計中的裝夾優化技術[D].南京: 南京航空航天大學, 2007.
[7] 周小兵. 精密薄壁零件裝夾變形的分析與控制研究[D].南京: 南京航空航天大學, 2006.
[8] 李國棟, 王海全, 李春, 等. 弱剛度工件夾緊順序與夾具布局的同步優化[J]. 工程與試驗, 2009, 49(2): 49-53.
[9] 張傳泰. 基于遺傳算法和有限元的工件裝夾優化研究[D]. 大連: 大連理工大學, 2010.
[10] 周孝倫, 張衛紅, 秦國華, 等. 基于遺傳算法的夾具布局和夾緊力同步優化[J]. 機械科學與技術, 2005, 24(3): 339-342.
[11] 雷英杰, 張善文, 李續武, 等. 遺傳算法工具箱及應用[M]. 西安: 西安電子科技大學出版社, 2014: 16.
[12] 沈曉紅, 劉璇, 周細文, 等. 概念設計中的夾具幾何特征識別[J]. 工程圖學學報, 2001, 22(1): 19-25.
Clamping Sequence, Fixture Layout and Clamping Force on Machining Deformation and Synchronous Optimization Analysis
Xu Xiaoyu,Zhao Xiaoci
(School of Mechanical Engineering and Automation, Beihang University, Beijing 100191, China)
In order to minimize the clamping deformation and improve the machining accuracy of thin-walled parts, a synchronous optimization method of clamping sequences, fixture layout and clamping forces was presented with the objective function of minimizing the deformation and through the combination of genetic algorithm and finite element method. An aviation thin-walled work piece was optimized by this method, and compared the optimization results with the experience empirical design and the traditional analysis results. This method can effectively reduce the work piece deformation due to improper clamping and improve the machining accuracy. The result proved the veracity of the synchronous optimization method of clamping sequences, fixture layout and clamping forces.
clamping deformationl; genetic algorithm; finite element; synchronous optimization
TP 391
10.11996/JG.j.2095-302X.2016010020
A
2095-302X(2016)01-0020-05
2015-06-26;定稿日期:2015-08-13
許曉宇(1991–),男,黑龍江哈爾濱人,碩士研究生。主要研究方向為CAD/CAE/CAM。E-mail:xuxiaoyu277@buaa.edu.cn
趙曉慈(1979–),女,江蘇大豐人,實驗師,博士。主要研究方向為計算機輔助設計、分析及虛擬仿真等。E-mail:skyzh@buaa.edu.cn
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中華詩詞(2020年1期)2020-09-21 09:24:52
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24