新型加工線夾可調(diào)式鋼模板設(shè)計(jì)與分析
2016-11-24 06:46:58呂婷婷劉況史偉波張海杰
山東電力技術(shù) 2016年9期
呂婷婷,劉況,史偉波,張海杰
(國網(wǎng)山東省電力公司檢修公司,濟(jì)南250118)
新型加工線夾可調(diào)式鋼模板設(shè)計(jì)與分析
呂婷婷,劉況,史偉波,張海杰
(國網(wǎng)山東省電力公司檢修公司,濟(jì)南250118)
在電力設(shè)備與導(dǎo)線連接處,線夾用來固定導(dǎo)線與設(shè)備的連接,同時(shí)承擔(dān)電流傳輸作用。在連接處的線夾需要使用螺栓來固定,線夾上的螺孔加工精細(xì)程度決定了導(dǎo)線與設(shè)備間的連接是否可靠、安全,線夾上螺孔的加工對(duì)電力設(shè)備的安全運(yùn)行有重要影響。從設(shè)計(jì)和使用效果的角度介紹了一種新型加工線夾可調(diào)式鋼模板,該可調(diào)式鋼模板由邊框部分、定位螺孔部分和固定線夾部分組成。新模板的使用提高了工作效率,節(jié)省了人力和時(shí)間成本,避免了線夾在傳統(tǒng)加工時(shí)出現(xiàn)的弊端,為電網(wǎng)安全穩(wěn)定運(yùn)行提供了保障。
可調(diào)式鋼模板;加工線夾;螺孔
0 引言
線夾是導(dǎo)線與設(shè)備相連接的重要裝置,它的一側(cè)與導(dǎo)線壓接,另一側(cè)與設(shè)備采用螺栓固定,使兩者連接在一起,從而在兩者之間實(shí)現(xiàn)電流的傳輸[1]。線夾在電氣設(shè)備中的特殊位置對(duì)線夾的加工質(zhì)量提出了特殊要求[2-4]。在加工線夾的過程中,往往需要模板來對(duì)線夾進(jìn)行鉆孔加工,所以模板和加工方式?jīng)Q定了加工線夾的質(zhì)量和產(chǎn)率。模板是根據(jù)線夾的型號(hào)和設(shè)備的需要標(biāo)出線夾上螺孔位置的一種工具,加工線夾時(shí)根據(jù)模板指示鉆出螺孔[5]。目前現(xiàn)場(chǎng)加工時(shí)通常采用以白紙為材料的紙質(zhì)模板。然而這種加工方式易造成部分線夾螺孔位置的偏差過大,使線夾螺孔與設(shè)備螺孔位置不吻合需要對(duì)線夾進(jìn)行修正再加工。線夾加工的工作流程如圖1所示。
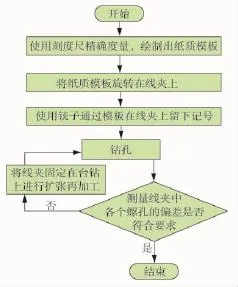
圖1 線夾加工的工作流程
1 可調(diào)式鋼模板的設(shè)計(jì)
1.1 制作目標(biāo)
在實(shí)際安裝過程中,對(duì)于線夾上某一個(gè)螺孔,以其對(duì)應(yīng)螺栓的圓心為基準(zhǔn)點(diǎn),設(shè)該螺孔的偏差為螺孔圓心與對(duì)應(yīng)螺栓圓心的距離。記螺栓半徑為r1,螺孔半徑為r2,則螺孔的偏差為d=r2-r1,當(dāng)d≤1 mm,螺栓能穿過對(duì)應(yīng)螺孔,當(dāng)d>1 mm時(shí),螺栓不能穿過對(duì)應(yīng)螺孔。實(shí)際采用的螺栓r1=8 mm,r2=9 mm。
每個(gè)線夾上有6個(gè)螺孔,要使每個(gè)螺栓都能順利穿過對(duì)應(yīng)螺孔,均需滿足d≤1 mm。考慮到臺(tái)鉆的徑向跳動(dòng)為0.02 mm,但刻度尺的最大測(cè)量精度為0.1 mm,因此,目標(biāo)設(shè)定為線夾上6個(gè)螺孔中最大的滿足d≤1 mm。
1.2 模板結(jié)構(gòu)
加工線夾的可調(diào)式鋼模板采用的是滑動(dòng)型鏤空式鋼模板。該鋼模板帶滑動(dòng)標(biāo)尺,能夠隨意移動(dòng)以滿足不同型號(hào)線夾的需要。
可調(diào)式鋼模板由邊框部分(連接方式部分、刻度尺部分)、定位螺孔部分(滑動(dòng)桿部分、滑動(dòng)槽部分、固定部分)、固定線夾部分(卡槽固定)組成,其具體結(jié)構(gòu)如圖2所示。
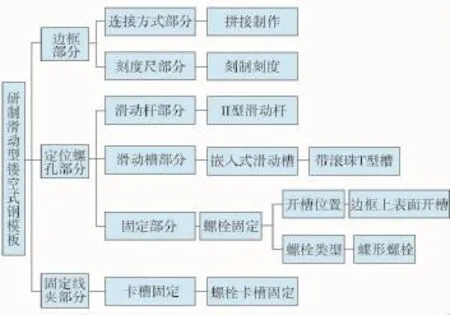
圖2 加工線夾的可調(diào)式鋼模板結(jié)構(gòu)
該可調(diào)式鋼模板的特點(diǎn)包括:外框可承受較大的拉力、平整且成本較低;滑槽簡(jiǎn)單順暢,滑動(dòng)桿抗屈服能力強(qiáng)、定位時(shí)幾乎無晃動(dòng)現(xiàn)象;采用螺栓卡槽固定,解除線夾時(shí)所需的解除作用力較小,并使固定線夾時(shí)所需操作的人數(shù)減少。
1.2.1 邊框部分
模板的邊框部分采用拼接制作,將4根兩兩等長(zhǎng)的長(zhǎng)方條形不銹鋼拼接成300 mm×150 mm的長(zhǎng)方形,進(jìn)行車銑后進(jìn)行焊接。為檢驗(yàn)其外框的抗拉能力,對(duì)其進(jìn)行拉力試驗(yàn):將外框的一端固定,另一邊彈簧秤拉力分別為50 N、100 N、150 N,持續(xù)作用5 min,觀察框架是否變形。使用萬能角度尺及游標(biāo)量角器檢驗(yàn)承受拉力后∠1的角度。拉力試驗(yàn)結(jié)果如表1所示,承受拉力后角度變化如圖3所示。
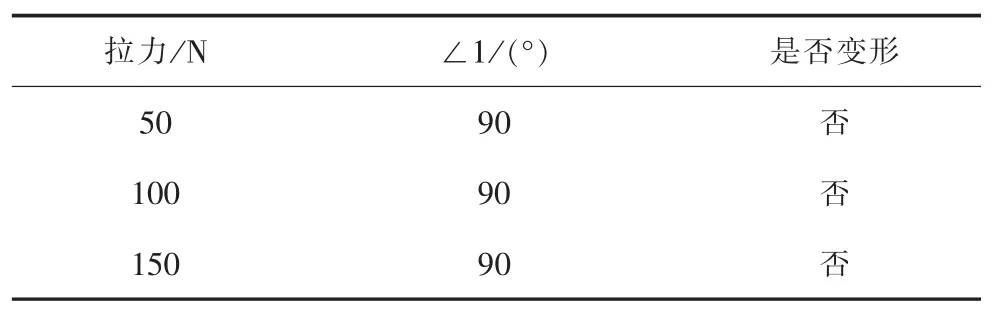
表1 拉力實(shí)驗(yàn)結(jié)果
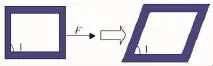
圖3 承受拉力后角度變化
外框可以承受150 N以內(nèi)的拉力不形變,體現(xiàn)出其結(jié)構(gòu)的穩(wěn)定性。
制作后使用平整度檢測(cè)儀器檢測(cè)外框是否平整。經(jīng)檢測(cè),邊框整體無傾斜,無毛邊,平整度為0.29 mm,滿足要求。
刻度尺部分采用刻制刻度尺,即使用數(shù)控機(jī)床在邊框上刻出刻度尺。這種制作方法的優(yōu)點(diǎn)是刻度不易脫落,隨著使用次數(shù)的增多,讀數(shù)仍然準(zhǔn)確。
1.2.2 定位螺孔部分
定位螺孔部分的滑動(dòng)桿采用II型滑動(dòng)桿,通過普通機(jī)床進(jìn)行整體制作,再用數(shù)控機(jī)床切割鏤空部分。對(duì)滑動(dòng)桿進(jìn)行誤差測(cè)量:在一張平整的紙面上畫出坐標(biāo)系,然后在上邊確定位置固定的任意10個(gè)標(biāo)準(zhǔn)點(diǎn),然后對(duì)10個(gè)點(diǎn)采用銃子進(jìn)行標(biāo)注,標(biāo)注完成后,測(cè)量實(shí)際標(biāo)注點(diǎn)與相對(duì)應(yīng)的標(biāo)準(zhǔn)點(diǎn)之間的偏差,平均定位偏差為0.4 mm,誤差測(cè)量原理如圖4所示。II型滑動(dòng)桿的銃子在兩個(gè)滑桿的交叉處標(biāo)記定位點(diǎn),定位偏差很小。
滑動(dòng)槽使用T型嵌入式滑動(dòng)槽,并對(duì)T型槽進(jìn)行改進(jìn)。在普通T型槽的基礎(chǔ)上嵌入滾珠,以滾動(dòng)摩
擦力來代替滑動(dòng)摩擦力,并對(duì)其進(jìn)行摩擦力試驗(yàn)。

圖4 誤差測(cè)量原理
將滑動(dòng)槽水平放置,將一彈性系數(shù)500 N/m的彈簧壓縮1 cm后,放置到滑動(dòng)桿正中央,即彈簧對(duì)滑動(dòng)桿施加5 N的力,觀察滑動(dòng)桿在滑動(dòng)槽中滑動(dòng)的距離,滑動(dòng)桿滑動(dòng)距離越長(zhǎng),說明滑動(dòng)槽與滑動(dòng)桿間的摩擦力越小。
將滑動(dòng)槽豎直及傾斜放置,重復(fù)上述試驗(yàn),檢測(cè)在不同放置位置下,T型滑動(dòng)槽對(duì)滑動(dòng)桿的摩擦力,不同放置位置下摩擦力試驗(yàn)示意圖如圖5所示,進(jìn)行10次摩擦力試驗(yàn),平均滑動(dòng)距離為26.9 cm。
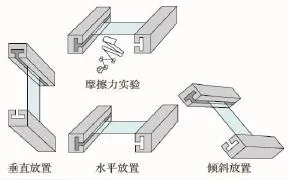
圖5 不同放置位置下摩擦力試驗(yàn)
豎直、傾斜放置時(shí),滑動(dòng)桿滑動(dòng)的滑動(dòng)距離分別為26.2 cm、26.5 cm,均在27 cm范圍內(nèi),且不同放置方式下的滑動(dòng)距離基本保持不變,滑動(dòng)桿所受的摩擦力較小。
定位螺孔的固定部分采用螺栓固定,具有在外力作用下不易松動(dòng)等優(yōu)點(diǎn)。開槽位置為邊框表面開槽,螺栓類型為蝶形螺栓固定。使用屈服點(diǎn)測(cè)試機(jī)檢驗(yàn)螺栓固定后滑動(dòng)桿的抗屈服能力:將滑動(dòng)桿固定后用邊框上表面開槽方法固定住滑動(dòng)桿,在滑動(dòng)桿的中心位置通過測(cè)試機(jī)施加不斷增大的拉力,來檢驗(yàn)滑動(dòng)桿的抗屈服能力。拉力試驗(yàn)證明最小屈服應(yīng)力為400~600 N。邊框上表面開槽方法的抗屈服能力強(qiáng)且從上表面用蝶形螺栓緊固螺栓方便。
1.2.3 固定線夾部分
固定線夾要求其固定方法可承受銃子敲擊的沖擊力,因此可調(diào)式鋼模板采用螺栓卡槽固定。其優(yōu)點(diǎn)包括:固定、解除線夾時(shí)所需的作用力小;固定線夾緊固,固定后無晃動(dòng)現(xiàn)象;固定線夾時(shí)所需操作人數(shù)少;抗沖擊力強(qiáng);固定線夾調(diào)整時(shí)間短。采用固定力試驗(yàn)與解除力試驗(yàn)來對(duì)其進(jìn)行測(cè)試:使用不同大小的固定作用力將線夾固定在卡槽中,測(cè)試在兩種固定方式下對(duì)線夾緊固時(shí)所需的最小作用力;緊固線夾后,使用不同大小的解除作用力將線夾從卡槽中解除,測(cè)試在兩種固定方式下對(duì)線夾解除所需的最小作用力。試驗(yàn)結(jié)果表明線夾緊固時(shí)所需最小固定力<50 N,將線夾從卡槽中解除時(shí)所需最小解除力< 100 N。固定力與解除力在較小的情況下都能滿足緊固和解除要求,且固定、解除線夾時(shí)都只需一人操作。
2 效益對(duì)比與誤差分析
從分別使用紙質(zhì)模板和可調(diào)式鋼模板加工3組線夾(每批導(dǎo)線兩端各壓接一個(gè)線夾,每組導(dǎo)線需制作6個(gè)線夾)進(jìn)行統(tǒng)計(jì),并對(duì)模板標(biāo)注螺孔位置的偏差進(jìn)行比較。
2.1 紙質(zhì)模板加工線夾
使用紙質(zhì)模板加工3組線夾,并對(duì)模板標(biāo)注螺孔位置的偏差進(jìn)行統(tǒng)計(jì),3組線夾螺孔的最大偏差值如圖6所示。
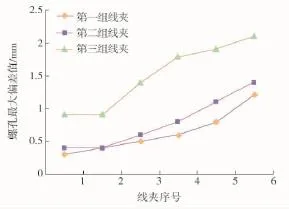
圖6 三組線夾螺孔的最大偏差值
由圖6可知,對(duì)于每組導(dǎo)線中的6個(gè)線夾,線夾上6個(gè)螺孔的最大偏差值隨著模板使用次數(shù)的增多而增大,線夾的再加工個(gè)數(shù)也隨之增多。紙質(zhì)模板無
法直接固定在線夾上,一旦遇到風(fēng)吹或偶然觸碰造成圖紙偏移;銃子的多次敲擊會(huì)造成圖紙標(biāo)記點(diǎn)的擴(kuò)大,造成紙質(zhì)模板的損壞。因此,使用紙質(zhì)模板定位螺孔位置不準(zhǔn)確,標(biāo)注位置與實(shí)際位置偏差過大。
2.2 可調(diào)式鋼模板模板加工線夾
在相同加工環(huán)境下使用可調(diào)式鋼模板進(jìn)行加工,3組線夾螺孔的最大偏差值如圖7所示。可知,采用新模板后,線夾上各螺孔的定位偏差值均小于1 mm。
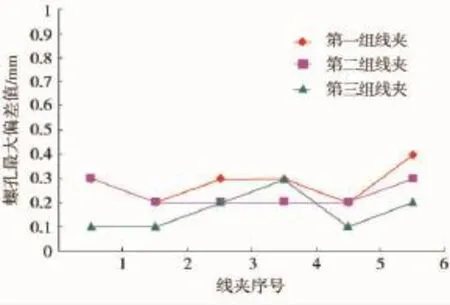
圖7 三組線夾螺孔的最大偏差值
2.3 誤差分析
為保證測(cè)量的結(jié)果過程中不包含系統(tǒng)誤差和粗大誤差,每次測(cè)量共分兩次,測(cè)量人員分兩人輪流進(jìn)行,讀數(shù)結(jié)果取平均值并將游標(biāo)卡尺水平面固定。
用統(tǒng)計(jì)學(xué)公式來驗(yàn)證精度測(cè)量的樣本不包含系統(tǒng)誤差和粗大誤差。

式中:vi為殘余誤差;xi為測(cè)量樣本數(shù)值;E(X)為期望值。
引用巴塞爾公式和別捷斯公式
式中:σs1為巴塞爾公式得到的標(biāo)準(zhǔn)誤差;σs2為由別捷斯公式得到的標(biāo)準(zhǔn)誤差;n為樣本數(shù)量。
由統(tǒng)計(jì)學(xué)公式

式中:k為自由度。
取k=3,若式(4)成立,那么測(cè)量值不存在系統(tǒng)誤差的置信概率為99.73%。代入數(shù)據(jù)計(jì)算得對(duì)活動(dòng)前的18個(gè)樣本,σs1=0.256,σs2=0.221,n=18,。對(duì)活動(dòng)后的36個(gè)樣本,σs1= 0.332,σs2=0.291,n=36,。即活動(dòng)前后統(tǒng)計(jì)樣本不存在系統(tǒng)誤差和粗大誤差,測(cè)量值可信。
2.4 效益分析
使用新模板后,縮短了工作時(shí)間,提高了班組工作效率,節(jié)省了人力和時(shí)間的成本;減小了定位螺孔的偏差,避免了線夾在加工時(shí)出現(xiàn)的弊端。
3 結(jié)語
研制加工線夾的可調(diào)式鋼模板具有模板使用壽命長(zhǎng),且定位螺孔準(zhǔn)確、設(shè)計(jì)簡(jiǎn)單、花費(fèi)資金少等優(yōu)點(diǎn)。該加工裝置的引入提高了工作效益,也為線夾安裝的精度提供了保障,同時(shí)為后期更好的研究線夾加工方式以及方法改進(jìn)提供借鑒。
[1]崔明,賈晨,王朔,等.導(dǎo)線與線夾接觸不良發(fā)熱的熱像特征[J].吉林電力,2013,41(6):36-38.
[2]DL/T 741—2010架空送電線路運(yùn)行規(guī)程[S].
[3]安軍,王永強(qiáng).帶電處理110 kV隔離開關(guān)設(shè)備線夾發(fā)熱問題[J].電網(wǎng)技術(shù),2006,30(S1):228-229.
[4]郁志良,蔡晉康.線夾發(fā)熱機(jī)理分析與線夾改良[J].上海電力,2001(5):27-29.
[5]董智.輸電線路跳線線夾運(yùn)行溫度異常的原因分析及對(duì)策探討[J].科技創(chuàng)新與應(yīng)用,2015(32):179-180.
Design and Analysis on a New Adjustable Steel Template for Machining Clamp
LV Tingting,LIU Kuang,SHI Weibo,ZHANG Haijie
(State Grid Shandong Electric Power Maintenance Company,Jinan 250118,China)
The clamp has great fixation effect on the junction of electric equipment and wire,as well as plays an important role in the current transmission.The clamp needs to be fixed with bolts at junction.So whether the junction between the wire and electric equipment is reliable and safe is determined by the machining fineness of bolt hole on the clamp.The machining of clamp bolt hole will have great effect on the safe operation of power equipment.With regard to the design and application performance,a new adjustable steel template for machining clamp is introduced,which consists with the frame,positioning bolt hole and fixed clamp.The efficiency of work is improved with the application of the new template,the cost of manpower and time is saved,and furthermore drawbacks of traditional processing method are avoided.The new adjustable steel template can also provide guarantee for the safe and stable operation of power grid.
adjustable steel template;machining clamp;bolt hole
TM84
B
1007-9904(2016)09-0074-04
2016-03-14
呂婷婷(1985),女,工程師,從事超/特高壓電力設(shè)備在線監(jiān)測(cè)與故障診斷方面的研究工作。