燃油泵閥座的生產技術革新研究
2016-11-22 19:07:53余萍
中文信息 2016年8期
摘 要: 單向閥閥座是高壓共軌柴油燃油泵關重件,對高壓共軌燃油泵的性能有重大影響,對燃油泵的效率、發動機的排放有重大影響,閥座各工序的加工效率,直接影響產品的出產和交付,通過刀具的改進,加工程序的調整、優化,大幅度提高加工效率,縮短交付周期。
關鍵詞:工藝改進 加工效率 交付周期
中圖分類號:U468.2 文獻標識碼:A 文章編號:1003-9082(2016)08-0275-02
有研究認為,汽車尾氣貢獻了三成左右的PM2.5,整個交通運輸行業節能減排日益緊迫,而推進國四排放標準正是踐行節能減排和建設低碳交通的有效手段,因此汽車的排放升級的趨勢是不可逆轉的。
2013年7月1日,重型柴油車的國四排放標準進入正式實施階段,排放標準升級以后,重型柴油車可減少5%-7%的燃油消耗,動力提升10%,為實現柴油發動機"國四"排放,必須采用高壓共軌增壓泵,通過對公共供油管內的油壓實現精確控制,使高壓油管壓力大小與發動機的轉速無關,可以大幅度減小柴油機供油壓力隨發動機轉速的變化,優化了發動機在整個轉速范圍的性能,尤其是優化了發動機的低速性能。
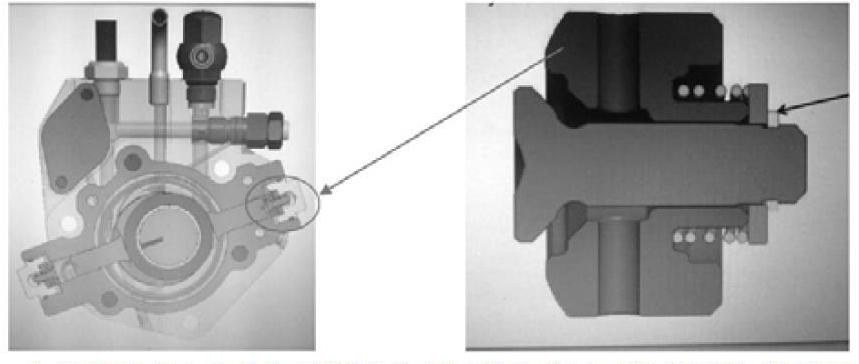
本項目所研究的單向閥閥座是高壓共軌柴油泵的關鍵件,閥座的定單量取決于產品質量水平的穩定性、加工成本及交付周期。
某機械制造廠從2013年9月開始為客戶開發此產品,到2014年3月完成PPAP批準,2014年11月小批量供貨,每月的產量為5000件左右,不能滿足顧客每月15000件的需求,同時生產成本不能滿足顧客要求,因此必須對該產品的加工工藝進行改進,以降低生產成本,縮短交付周期。
一、加工現狀
單向閥閥座是某機械制造廠的支柱產品,瓶頸工序數控磨的加工程序時間132S,最大日產能為586件,需要采取加班方式滿足顧客需求。而顧客每月的需求量為15000件,按每月22個工作日,每天三班有效工作時間為21.5小時,計算該產品的節拍時間TT(TKLT TIME)=22*21.5*60*60/15000=113.5S,則每工作日需要完成的交付數量為682件。同時接到定單后首批交付時間長,接到訂單后首批產品交付需要20天左右,不能滿足顧客對交付時間低于10天的要求,同時個別工序需安排加班才能保證顧客的需求。如何提高該產品的加工效率,縮短該產品的交付周期,是急需解決的重中之重。
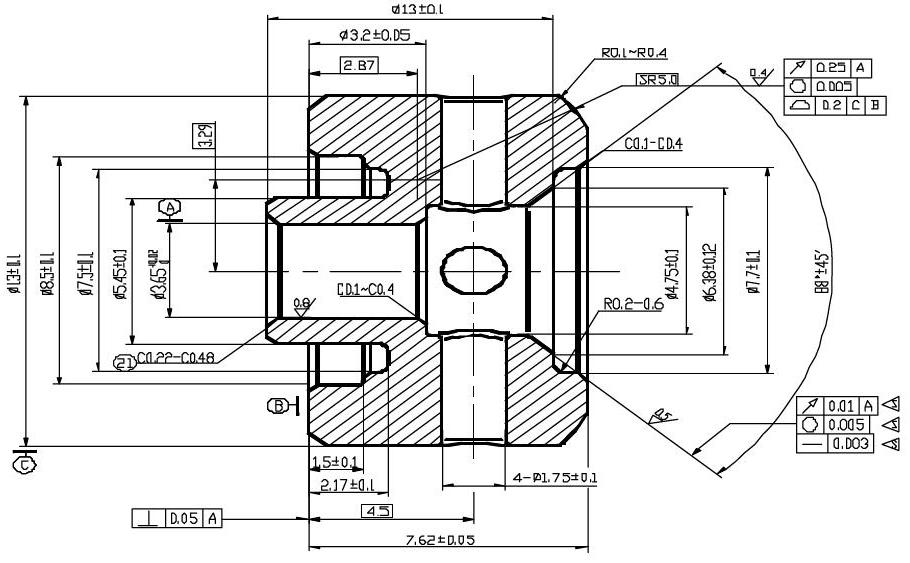
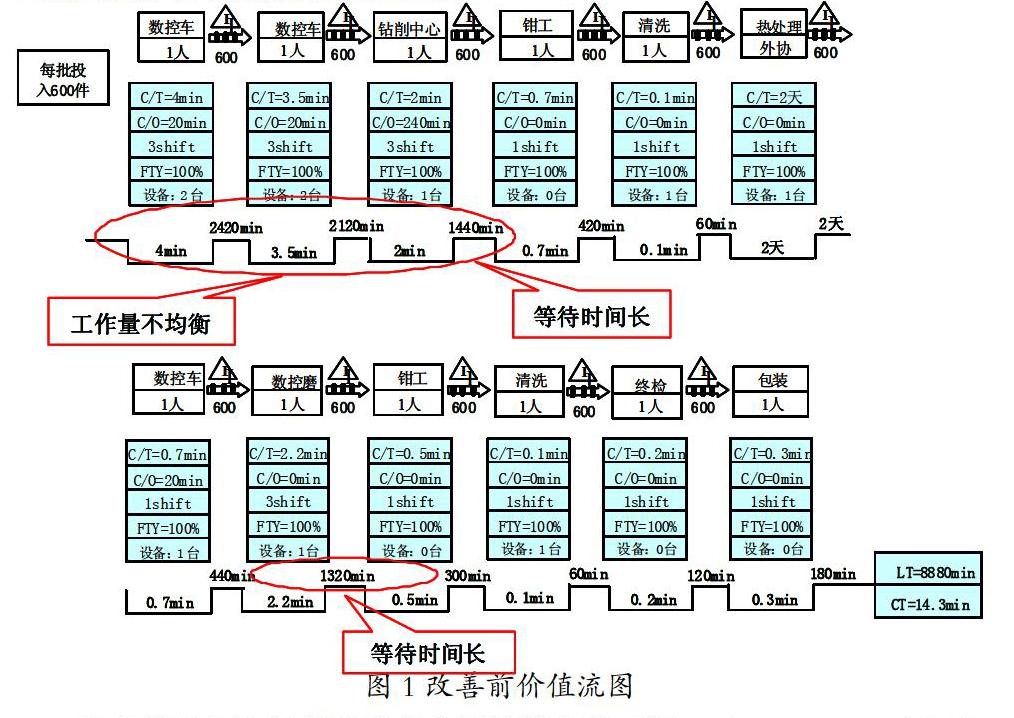
根據零件圖紙,原來改進前閥座的加工流程:車外圓、鏜孔→車端面、車槽→ 鉆孔→去毛刺→清洗→檢驗→熱處理→硬車R5→磨內孔、磨錐面→去毛刺→清洗→檢驗→包裝→入庫。其中熱處理為外協工序,周期為2天,每爐可裝2批1200件產品,取回熱處理后閥座的同時送待熱處理閥座,因此在計算生產周期時不考慮熱處理時間。從價值流上分析影響交付周期的因素,改善前價值流圖見圖
按價值流圖上計算的數據分別計算交付時間LT(LEAD TIME)和生產周期CT(CYCLE TIME):
交付時間
LT=2420+2120+1440+420+60+440+1320+300+60+120+180=8880min≈19.8天;
改進前生產周期
CT=4+3.5+2+0.7+0.1+0.7+2.2+0.5+0.1+0.2+0.3=14.3min。
改進前有4個工序的加工時間大于節拍時間,需要增加設備、班次或加班才能滿足顧客需要。
改進前每月產出15000件閥座需要:操作人員14人,人工費用為7萬元,每個閥座分攤人工費用4.67元。所占設備價值682.6萬元,滿足月產15000件閥座所需要的人員數量、設備、班次安排等見表1。
二、解決措施
為提高閥座加工效率,縮短交付周期,我們課題小組通過數據分析和現場論證,發現需要從以下幾個方面著手:
1.減少工序時間
有四個工序時間大于節拍,通過定制專用刀具,優化加工程序,減少工序時間。
1.1第1工序的瓶頸在鉆鏜孔Ф3.55±0.02,該工序的鏜刀采用合金棒改磨的鏜孔刀,切削效率低,為縮短該工序的加工時間,設計并定制專用底孔和鏜孔刀具,加工時間縮短到100秒以內。
1.2第2工序的瓶頸在底部端面槽的加工,沒有通用的端面槽刀采用切槽刀改磨,因無涂層等原因,加工效率低,設計并定制專用端面槽刀,使得該工序的加工時間縮短到80秒以內。
1.3數控磨加工時間為2.2分鐘,該CT450數控內圓磨是在2014年10月技改到位的新設備,多數操作人員不很熟練,以比較低的轉速進行磨削,沒有充分發揮該設備的潛力,通過操作人員培訓和改進加工工藝:主軸轉速由50000r/min提高65000r/min;逼近距離由0.2mm縮短到0.1mm;進給由0.2mm/min提高到0.25mm/min,使得加工時間由132秒降低到85秒,每天產能達到720件。
2.合并工序
為減少人工成本,利用前期技改投入的雙動力頭DMG縱切機,將前3各工序的加工內容合并到縱切機上,使得一人多機成為可能,通過專用刀具使用,加工程序優化,最終該產品3個工序合并后加工時間縮短到100S。
3.建立安全超市
該產品熱處理前的工序都是粗加工工序,在公司內部可以完成,熱處理工序需外協到熱表處理分廠進行,該產品采用真空冰冷處理,每爐可裝3批1800件零件,每批熱處理成本過高,又因該特殊過程不可控,因此需放置一定量的熱處理后產品的在制品,按一周的產能,放置7批4200件零件作為安全庫存,避免后工序停機待料。
改進后的價值流圖見圖2所示,改進后交付周期為3500min,生產周期為5.4min。
改進后每月產出15000件閥座需要:操作人員8.6人,人工費用大約為4.3萬元,每個閥座分攤人工費用2.87元。所占設備價值522.6萬元,滿足月產15000件閥座所需要的人員數量、設備、班次安排等見表2。
三、效果驗證
通過對改進前后設備折舊分攤、人工成本分攤、單件生產成本等計算,測算出各方面的改進比例,具體數據見表3。
四、結論
通過工序合并、專用刀具的設計采購、一人多機、程序優化等措施的實施,閥座的日產量由每天586件提高到720件;交付周期由19.8天縮短到7.8天;單件生產成本由18.08元降低到13.52元。滿足并超越了顧客需求。
該產品每年需求量為18萬件,可實現銷售收入720萬元,利潤180萬元。
作者簡介:余萍,女,漢族,江西進賢市人,本科,副教授職稱;主要研究方向:機械制造及設備。
