在線波紋焊管螺旋槽加工裝置的設(shè)計應(yīng)用
2016-11-21 02:39:35李民
鋼管 2016年3期
關(guān)鍵詞:生產(chǎn)
李民
(江西洪都鋼廠有限公司,江西 南昌 330013)
在線波紋焊管螺旋槽加工裝置的設(shè)計應(yīng)用
李民
(江西洪都鋼廠有限公司,江西 南昌 330013)
介紹了一種波紋焊管螺旋槽加工裝置的構(gòu)造、工作原理、參數(shù)確定、特點及實際應(yīng)用效果;該裝置解決了焊接母管在線制造、表面螺旋槽加工、定尺鋸切的問題。與離線生產(chǎn)方式相比,在線生產(chǎn)方式操作容易、結(jié)構(gòu)簡單、效率高,用時僅為25%,用工僅為17%,人均勞動生產(chǎn)率提高23倍,生產(chǎn)成本與生產(chǎn)周期大幅縮減。
波紋焊管;螺旋槽;加工裝置;設(shè)計;定尺鋸切;成本;效率
光管由于加工方便,成本較低,是管殼式換熱器中應(yīng)用最廣泛的材料,缺點是接觸面積小,換熱性能較差[1]。采用波紋通道[2-3]可以強化換熱方法。一般認為,波紋形通道的換熱能力比平直通道好。文獻[4]指出,采用波紋圓管作為換熱表面的換熱器,可顯著提高其綜合性能。波紋焊管是利用滾軋加工技術(shù),在焊管管體表面軋制出外壁凹入連續(xù)螺紋的鋼管[5]。波紋焊管如圖1所示。波紋焊管由于內(nèi)部形成螺紋狀凸起的壓痕,在輸送氣體的過程中,破壞氣體的層流,增加接觸面積,從而達到良好的散熱功能和熱交換效果,因此這類鋼管廣泛應(yīng)用于熱交換器。目前常用波紋焊管的加工方式分為兩步,先在焊管機組上將母管加工制造好,初步定尺鋸切后再轉(zhuǎn)運到獨立的螺旋槽表面加工設(shè)備(普通車床)上進行管體表面螺旋槽的加工[6]。考慮到螺旋槽加工后的焊管長度會收縮,建議母管鋸切要留有余量。然后,對螺旋槽加工后的焊管進行第二次的定尺切割。這種常用的兩步加工方式不僅生產(chǎn)效率低,轉(zhuǎn)運工作量大,生產(chǎn)周期長,而且造成二次定尺切除焊管管頭浪費,損耗高。
隨著波紋焊管合同計劃數(shù)量的增加、交貨期的緊催,通常的波紋焊管加工方式越來越難以滿足市場需求。2014年年初,江西洪都鋼廠有限公司(簡稱洪鋼公司)發(fā)明設(shè)計出成本低、操作易、結(jié)構(gòu)簡單、中間過程免轉(zhuǎn)運的一種在線波紋焊管螺旋槽加工裝置及使用方法,有效解決了常用波紋焊管加工方式中存在的上述問題,一次性在線完成母管制造和螺旋槽加工、鋸切的生產(chǎn)功能,提高生產(chǎn)效率,實現(xiàn)了波紋焊管生產(chǎn)中的無二次損耗。本文將主要介紹這種在線波紋焊管螺旋槽加工裝置的結(jié)構(gòu)設(shè)計、工作原理、參數(shù)、特點及實際使用效果。

圖1 波紋焊管
1 螺旋槽加工裝置的構(gòu)造和工作特性
1.1結(jié)構(gòu)
該在線波紋焊管螺旋槽加工裝置設(shè)置在焊管生產(chǎn)線的八輥矯直機與定尺飛鋸之間,包括:底座上固定的齒輪傳動箱,齒輪傳動箱上方安裝的進軋氣缸,底座側(cè)面設(shè)置的支架,支架上設(shè)置的支座,以及導(dǎo)向架、內(nèi)凹槽形導(dǎo)向盤、連桿機構(gòu)、帶法蘭盤的空心軸、帶通孔的轉(zhuǎn)盤連接件和滾軋機構(gòu)。螺旋槽加工裝置結(jié)構(gòu)如圖2所示。
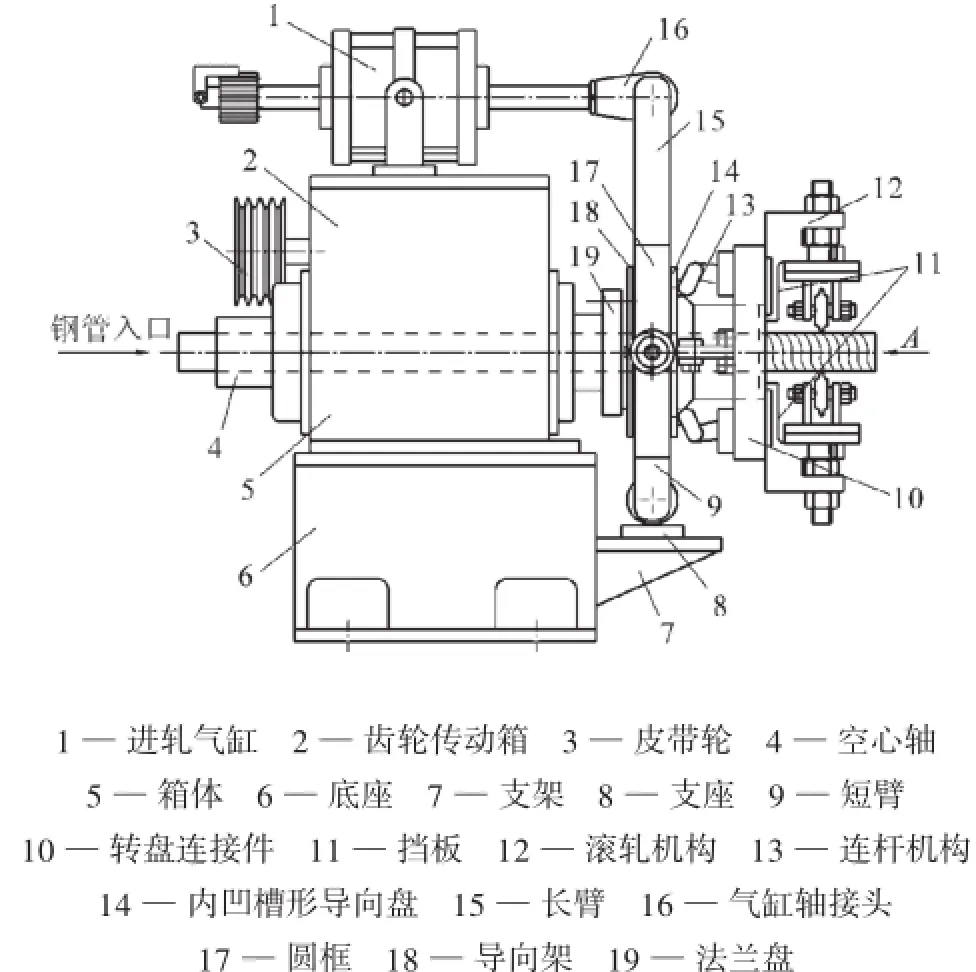
圖2 螺旋槽加工裝置結(jié)構(gòu)示意
(1)齒輪傳動箱:輸入軸得到來自焊管機組的動力,輸出軸將動力引入到空心軸上,可以使空心軸旋轉(zhuǎn),空心軸的一端焊接固定法蘭盤。
(2)轉(zhuǎn)盤連接件:中心通孔直徑略大于焊管的外徑,外形為大小頭結(jié)構(gòu),一端為盤軸,另一端為盤座。
(3)導(dǎo)向架:由長臂、短臂、圓框和連接轉(zhuǎn)軸座組成,圓框內(nèi)構(gòu)成中心通孔,圓框外上下對稱設(shè)置有長臂、短臂,圓框外兩側(cè)設(shè)有連接轉(zhuǎn)軸座。
(4)導(dǎo)向盤:為圓環(huán)狀,其內(nèi)圓的一側(cè)設(shè)有與第二鍵槽相配的第一鍵槽,外周設(shè)有內(nèi)凹形導(dǎo)槽,整體放置在導(dǎo)向架的圓框內(nèi),外圈的一側(cè)固定有至少兩個耳片。
(5)滾軋機構(gòu):包括帶T形滑塊的進軋架、帶圓弧通孔底盤的螺桿連接件、角度調(diào)節(jié)座和滾軋頭。滾軋頭為圓盤狀,為了便于調(diào)整滾軋頭的滾軋角度[7],所述角度調(diào)節(jié)座的側(cè)面刻有角度標尺。滾軋機構(gòu)結(jié)構(gòu)如圖3所示,刀架A向結(jié)構(gòu)如圖4所示。
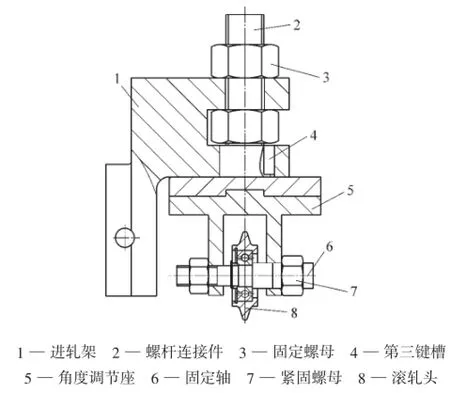
圖3 滾軋機構(gòu)結(jié)構(gòu)示意
1.2工作原理
該裝置的動力來源取自焊管機組的主傳動。這一主傳動一方面提供了焊管機組的生產(chǎn),另一方面提供給螺旋槽加工裝置的機械動力。該機械動力通過齒輪傳動箱的輸入軸外接皮帶輪,根據(jù)設(shè)定的齒輪速比,將需要的滾軋速度由輸出軸傳遞到空心軸,帶動空心軸旋轉(zhuǎn)。空心軸帶動轉(zhuǎn)盤連接件旋轉(zhuǎn),進一步帶動滾軋機構(gòu)繞由空心軸中部通過的在線焊接母管360°旋轉(zhuǎn),使4個滾軋頭接觸焊管表面,完成螺紋加工。
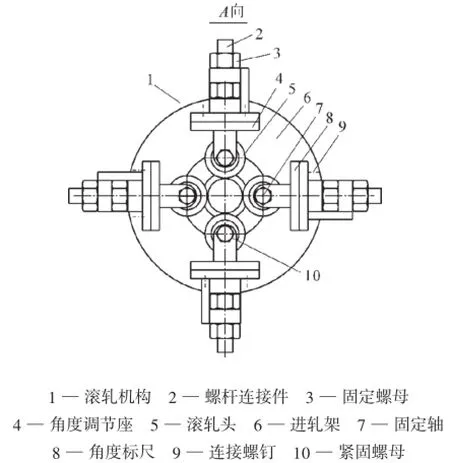
圖4 刀架A向結(jié)構(gòu)示意
2 螺旋槽加工裝置的參數(shù)確定
該在線波紋焊管螺旋槽加工裝置的主要參數(shù)包括滾軋角度、滾輪個數(shù)、滾軋速度。
2.1滾軋角度
滾軋角度與焊接母管的外徑、螺距有關(guān)。滾軋角度的確定取決于母管的外徑大小、螺紋節(jié)距的大小與滾輪的個數(shù)。螺紋的節(jié)距與螺距、滾輪個數(shù)有關(guān)。滾輪個數(shù)一定,螺距不變,螺紋節(jié)距也不變,管體直徑越大,滾軋角度越小;反之,滾軋角度越大。滾軋角度α、母管周長l、螺紋節(jié)距L構(gòu)成了數(shù)學幾何關(guān)系,通過幾何關(guān)系可推導(dǎo)出滾軋角度α=arctan(L/l),該角度的調(diào)整通過角度調(diào)節(jié)座的角度標尺來實現(xiàn)。
2.2滾輪個數(shù)
本裝置的滾輪數(shù)量為4個,呈90°周向布置。滾輪的個數(shù)決定了滾壓機構(gòu)的旋轉(zhuǎn)速度。滾輪數(shù)量越多,滾壓機構(gòu)的旋轉(zhuǎn)速度越慢;反之,旋轉(zhuǎn)速度越快。
2.3滾軋速度
滾軋速度與焊接母管的速度有關(guān),兩者的速度是相等的。因為兩者速度的動力來源取自于同一主傳動,通過不同齒輪速比的各級傳動,反饋到焊接母管的速度與滾軋速度是等同的。當調(diào)整焊管機組的生產(chǎn)速度時,滾軋速度同樣也相應(yīng)地得到調(diào)整,兩者之間的速度始終保持同比例調(diào)整,確保生產(chǎn)正常進行。
3 螺旋槽加工裝置的特點和使用效果
3.1特點
使用在線波紋焊管螺旋槽加工裝置生產(chǎn)波紋焊管時,不僅生產(chǎn)效率提高、成本降低、周期縮短,而且還具有以下特點。
(1)提高成材率。本裝置安裝在八輥矯直機之后、定尺飛鋸之前,保證了螺旋槽加工在成品管上進行,隨后進行定尺鋸切,實現(xiàn)焊管無二次切除損耗,有效提高成材率。
(2)實現(xiàn)母管制造和螺旋槽加工在線同步進行,結(jié)構(gòu)簡單,調(diào)節(jié)、使用方便。本裝置將螺旋槽加工裝置的動力源通過皮帶輪直接從焊管機組上獲得,成功實現(xiàn)螺旋槽加工裝置與焊管機組同步。
(3)提高了生產(chǎn)線作業(yè)效率。由于在焊管機組生產(chǎn)過程中焊管是不旋轉(zhuǎn)的,這就需要利用創(chuàng)新設(shè)計使?jié)L軋頭圍繞焊管旋轉(zhuǎn),齒輪傳動箱、空心軸、轉(zhuǎn)盤連接件和滾軋機構(gòu)的設(shè)置與連接,較好地滿足了這一要求,而進軋氣缸、導(dǎo)向架、內(nèi)凹槽形導(dǎo)向盤、連桿機構(gòu)的設(shè)置與連接,可以實現(xiàn)滾軋機構(gòu)的進、退,能滿足螺旋槽加工要求,轉(zhuǎn)盤連接件上設(shè)置4個滾軋機構(gòu)可大幅降低滾軋機構(gòu)的旋轉(zhuǎn)速度,提高滾軋頭的使用壽命,減少滾軋頭更換次數(shù),提高整個生產(chǎn)線有效作業(yè)率。
(4)提高了軋具壽命。設(shè)計具有被動自轉(zhuǎn)功能的圓盤狀結(jié)構(gòu)[8-10]形式的滾軋頭比固定的軋具使用壽命更長。
(5)定尺控制更加精準可靠。加工螺旋槽焊管長度的控制是在原有飛鋸長度控制的基礎(chǔ)上,增加兩端不加工螺紋槽長度控制和加工螺紋槽長度控制的要求。目前,采用兩塊四段計數(shù)器控制[11-12],計數(shù)器與飛鋸的測速、測長區(qū)域?qū)樱瑢w鋸跟蹤信號接入計數(shù)器,然后由計數(shù)器發(fā)出信號,電磁換向閥換向控制進軋氣缸進行滾軋頭的進、退及飛鋸進鋸切割,定尺控制準確、可靠。
3.2實用效果
3.2.1生產(chǎn)工藝流程對比
波紋焊管離線生產(chǎn)工藝流程:冷軋鋼帶→鋼帶上料→對接→進入活套→成型機組[13]→焊接→去除外毛刺→冷卻→定徑機組→鋸切→矯直→檢驗→劃線→擺管→上管夾緊→加工螺紋槽→下管松夾→分類放置→定尺鋸切→檢驗→包裝→入庫。
波紋焊管在線生產(chǎn)工藝流程:冷軋鋼帶→鋼帶上料→對接→進入活套→成型機組→焊接→去除外毛刺→冷卻→定徑機組→矯直[14-16]→加工螺紋槽→定尺鋸切→檢驗→包裝→入庫。
在線生產(chǎn)工藝技術(shù)與離線生產(chǎn)工藝技術(shù)相比,其優(yōu)點有:提供了波紋焊管的連續(xù)化生產(chǎn),一次性完成鋸切,波紋焊管無二次切除損耗,提高了成材率,同時中間過程無搬運,降低了員工勞動強度和生產(chǎn)成本,并且該工藝設(shè)備結(jié)構(gòu)簡單,調(diào)節(jié)、使用方便。
3.2.2生產(chǎn)數(shù)據(jù)統(tǒng)計對比
現(xiàn)以洪鋼公司近年來用離線生產(chǎn)工藝技術(shù)與在線生產(chǎn)工藝技術(shù)生產(chǎn)的Φ40mm×1.5mm×7 700mm波紋焊管(用在鍋爐熱交換器、換熱器部件上)為例,對生產(chǎn)情況進行數(shù)據(jù)對比分析。Φ40 mm×1.5 mm×7 700 mm波紋焊管的生產(chǎn)數(shù)據(jù)對比見表1。

表1 Φ40mm×1.5mm×7 700 mm波紋焊管的生產(chǎn)數(shù)據(jù)對比
從表1可以看出:與離線生產(chǎn)工藝相比,在線生產(chǎn)工藝(采用在線波紋焊管螺旋槽加工裝置)加工螺紋槽簡單、方便、勞動強度低;用工數(shù)減少83%,僅需離線生產(chǎn)工藝時的17%;產(chǎn)量提高3倍;噸鋼耗時減少75%,僅為離線生產(chǎn)工藝時的25%;人均勞動生產(chǎn)率提高了23倍。
4 結(jié) 語
一種在線波紋焊管螺旋槽加工裝置,通過來自焊管機組的機械動力使空心軸旋轉(zhuǎn),帶動轉(zhuǎn)盤連接件旋轉(zhuǎn),進一步帶動滾軋機構(gòu)繞焊管旋轉(zhuǎn),使?jié)L軋頭接觸焊管表面,完成加工。采用該裝置有效實現(xiàn)了波紋焊管的連續(xù)化生產(chǎn),提高了生產(chǎn)效率,降低了員工勞動強度;與常用生產(chǎn)方式相比,生產(chǎn)成本大幅降低,生產(chǎn)周期大為縮短。由此可見,該在線波紋焊管螺旋槽加工裝置可以推廣使用。
[1]曾敏,石磊,陶文銓.波紋管管內(nèi)層流流動和換熱規(guī)律的實驗研究及數(shù)值模擬[J].工程熱物理學報,2006,27(1):142-144.
[2]Sparrow EM,Comb JM.Effectof interwall spacing and fluidflowinlet conditions oncorrugated-wall heat exchanger[J].International Journal of Heat and Mass Transfer,1983,26(7):993-1005.
[3]Mendes PS,Sparrow EM.Periodically converging diver-! ging tubes and their turbulent heat transfer heat transfer,pressure drop,fluid flow,and enhancement characteri-! stics[J].Journal of Heat Transfer,1984,106(1):55-63.
[4]郎逵.波節(jié)管強化傳熱式換熱器的開發(fā)與應(yīng)用[J].節(jié)能,1994(7):44-46.
[5]李新躍,鄒登平,羅宏,等.新型螺旋槽管軋制工具[J].現(xiàn)代制造工程,2005(3):121-122.
[6]文美純.換熱管橫紋槽滾軋力分析[J].現(xiàn)代制造工程,2003(3):85-86.
[7]廖林清,王化培,石曉輝,等.機械設(shè)計方法學[M].重慶:重慶大學出版社,1996.
[8]張弘人.電焊鋼管生產(chǎn)知識問答[M].北京:冶金工業(yè)出版社,1990.
[9]周紀華,管克智.金屬塑性變形阻力[M].北京:機械工業(yè)出版社,1989:2-17.
[10]王廷溥.軋鋼工藝學[M].北京:冶金工業(yè)出版社,1981.
[11]趙星,朱軍,張環(huán)宇,等.基于PLC的螺旋焊管自動優(yōu)化剪切系統(tǒng)的設(shè)計[J].機械設(shè)計與制造,2013(7):50-52.
[12]樊桂紅.SIMAC高速智能倍尺飛剪控制系統(tǒng)介紹[J].冶金設(shè)備,2004(4):57-59.
[13]楊繼鋒.我國焊管市場動態(tài)和國內(nèi)焊管技術(shù)發(fā)展特點[J].焊管,2000,23(6):1-6.
[14]王廷溥,齊克敏.金屬塑性加工學——軋制理論與工藝[M].北京:冶金工業(yè)出版社,2004:377-380.
[15]《軋鋼新技術(shù)3000問》編委會.軋鋼新技術(shù)3000問:管材分冊(下)[M].北京:中國科學技術(shù)出版社,2005:150-152.
[16]張弘人,張渝生,蘇映霞,等.高頻直縫焊管生產(chǎn)[M].北京:冶金工業(yè)出版社,1980.
Design and App lication of On-line Sp ira l Groove-p rocessing Device forWelded Corrugated Tube
LIMin
(Jiangxi Hongdu Steelworks Co.,Ltd.,Nanchang 330013,China)
Described here are themain aspects of a device for processing spiral grove of the welded corrugated tube,including the structure,the working principle,the parameter setting,the characteristics,and the actual operation application effectiveness.The device is capable of solving the problems concerning the mother tube,i.e.,the on-linemanufacturing,surface spiral groove processing,and specific length-cutting.Compared with the original operationmethod,the new one features easy operation,structural simplicity,high efficiency,lower processing time as only 25%of that of the original operation line,lowerman power as only 17%of the that of the original operation line,enhancement of productivity per worker as 23 times the original,and tremendous reduction of operation costs and production cycle.
welded corrugated tube;spiral groove;processing device;design;specific-length cutting;costs;efficiency
TG431!!
B!
1001-2311(2016)03-0042-04
李民(1977-),男,高級工程師,總經(jīng)理,長期從事鋼管生產(chǎn)管理、工藝技術(shù)、新產(chǎn)品開發(fā)工作。
(2015-08-12;修定日期:2015-11-19)
猜你喜歡
江蘇安全生產(chǎn)(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
消費導(dǎo)刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現(xiàn)代企業(yè)(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16