中國港珠澳大橋多角度錨箱加工工藝
2016-11-19 06:34:47丁鐵花
工業技術創新 2016年5期
丁鐵花
中國港珠澳大橋多角度錨箱加工工藝
丁鐵花
(中鐵山橋集團有限公司,河北山海關,066205)
錨箱是斜拉橋的重要組成部分,通過錨箱將載荷傳遞到斜拉索上。以我國建成的港珠澳大橋為例,基于π型組焊件的三維分量新特點,從翻轉、固定、角度測量等因素出發,設計制造了一套多角度翻轉工作臺,成功實現了多角度錨箱機加工。改進后的工藝使得加工精度提高了一倍以上,順利通過了驗收,為各種形式的斜拉橋錨箱制造開辟了新方法。
斜拉橋;錨箱;三維分量;π型組焊件;精度;變形;中國港珠澳大橋
引言
2016年4月11日20時,由中鐵山橋集團有限公司承制的,世界上最長的跨海大橋——中國港珠澳大橋青州航道橋中跨合龍段MCL梁段順利完成吊裝,標志著青州航道橋成功合龍,打通了大橋從西人工島到深水區通航孔橋的通道。
青州航道橋采用雙塔雙索面鋼箱梁斜拉橋,主梁采用流線型扁平鋼箱梁。橋跨布置為1 150米,鋼箱梁小節段共85段。索塔采用雙柱門形框架塔,塔高163米。其中結形撐16段、鋼錨箱24對,如圖1所示。青州航道橋順利合龍,為后續橋面鋪裝施工奠定了堅實基礎,為實現中國港珠澳大橋主體工程的全面完工邁出了重要一步。
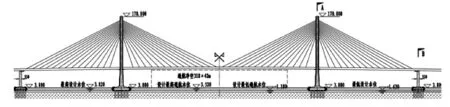
圖1 中國港珠澳大橋斜拉橋整體視圖
1 錨箱結構特點與制造加工難點
錨箱是由π型組焊件焊在腹板上組成的,其結構主要包括加強板、承壓板、隔板和錨板。鋼箱梁的載荷通過π型傳遞到斜拉索,因而π型組焊件既是錨箱主要件之一,也是非常重要的受力構件之一[1-4],其結構如圖2所示。
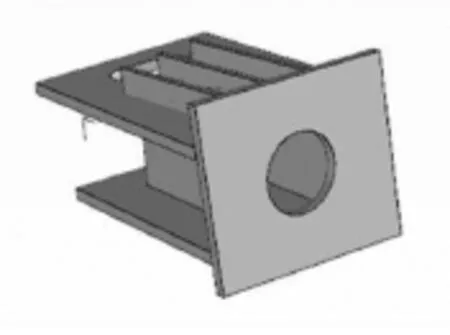
圖2 錨箱主要件——π型組焊件
π型組焊件與腹板的相對角度決定了斜拉索的施力方向,對精度的要求特別高(角度公差±0.1°),必須嚴格控制其制造質量。
由于中國港珠澳大橋錨箱的錨頭與索塔柱有1:11.2的傾斜角度,和以往承接的其它橋梁錨頭只有Y和Z軸方向的角度相比,增加了一個X軸方向的角度,成為立體錨箱(如圖3所示),3個方向的角度由于錨頭的位置的變化,角度也都隨之改變,每個都不相同,而且該角度的加工精度直接影響鋼錨箱的制造精度。
π型組焊件處于腹板外側,屬于偏心受拉狀態,要求兩者間的焊縫必須熔透,以確保焊接質量。
錨箱的各個件之間,由于傳遞拉力的特殊構造,帶孔承壓板與其上焊接件要磨光頂緊,除了角度的精度要求之外,還要達到表面的光潔度和平面度要求。其中的穿拉索的錨孔要求公差0~0.5 mm,表面粗糙度Ra不得大于12.5 μm。
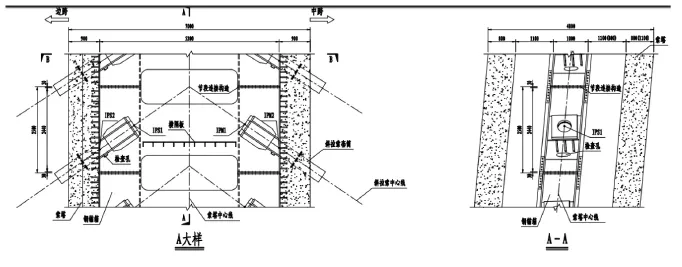
圖3 立體錨箱結構圖
2 π型組焊件機加工
π型組件一般是單件加工好后組裝焊接,對焊接的質量要求較高,因為變形是難以控制的因素。為了保證質量,本次采用首先粗加工、組焊,再機械精加工的辦法:其承壓板磨光頂緊面,以及孔和錨板的兩個側面留出余量,組焊后進行機加工。為了焊接熔透,錨板的兩個側面加焊了鋼襯墊,且鋼襯墊也需加工,如圖4所示。
3 多角度翻轉工作臺設計制造
如第1章所述,現有機床設備只能加工兩個角度的工件,第三個角度的出現使得加工遇到困難。由于工件量很大,工期也很緊,通過多次研究、論證,最終決定設計一套如圖5所示的多角度翻轉工作臺,以滿足加工要求。
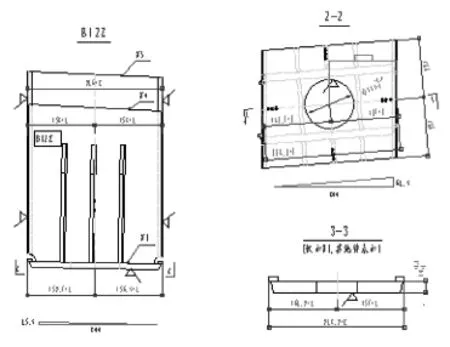
圖4 π型組焊件機加工圖
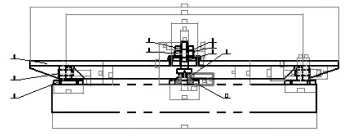
圖5 多角度翻轉工作臺
多角度翻轉工作臺的設計需解決的難點,主要包括工作臺的翻轉、固定、角度測量。
部分工件重達數千公斤,跨度在1米~2米之間,翻轉工作臺的重量和規模均需遠遠超過這些工件,方可達到使用要求。此外,翻轉后的受力面是一斜面,而受力點卻是若干點,如果設計不好,很容易造成無法翻轉,或者翻轉不準確、不穩定。
針對工作臺的固定問題,采用了40 mm厚的兩塊大板,一塊用T型螺栓固定在機床床面上,另一塊用于翻轉。由于翻轉板太重,為了減少壓力、實現靈活翻轉,在底部增加一盤推力球軸承。翻轉時,采用3點定位,端頭用2個支座穿軸,另一個端點用絲杠絲母調節角度。
測量翻轉角度時,用百分表檢測坐標數值,可提高精度,并實現角度的精確控制。
調整角度是通過旋轉絲桿,使得絲母向上運動,工作臺被頂起而與絲母形成斜面。由于水平方向會發生一定的偏移,因此在設計前,螺扣會卡死,無法轉動。而設計改進后,絲母兩側的軸在槽里隨力轉動,保證了旋轉靈活,不被卡死。角度調好后,用壓活螺栓固定即可。
工作臺設計完成后,即可進行π型組焊件機加工。工藝共分三步:
(1)鉗工按圖紙找正,立體劃線;
(2)按圖紙調整原來工作臺的角度,按線找正,鏜承壓板的孔,隨之銑面。
(3)再次調整翻轉工作臺的角度,按線找正,銑錨板的鋼襯墊。
4 加工效果驗收
加工結果表明:各項技術指標均符合要求,角度誤差在±0.1°以內;承壓板的厚度公差在±2 mm以內;錨板鋼襯余量至少3 mm,長度公差在0~2 mm之間,相比不經過加工而直接焊接成型的情況,精度提高了一倍以上。
經檢查,所有錨頭全部合格,順利通過了中國港珠澳大橋監理的質量驗收,在后續的組裝焊接過程中質量穩定。
5 結束語
自在我公司承接國內外斜拉橋錨箱加工項目以來,在中國港珠澳大橋中首次遇到多角度立體錨箱設計生產工作。在制造過程中,通過深入細致分析錨箱結構特點,合理安排設計制作工藝,利用精確機械加工手段,達到了焊接要求和質量,使錨箱的加工精度得以保證,提高了生產效率,大幅減少了焊接變形導致的額外糾正工作,為今后多種形式的斜拉橋的錨箱制造開辟了新途徑。
[1]王祿鵬, 劉曉光. 大跨度鋼箱梁斜拉橋全焊錨箱的制造及變形控制[J]. 鋼結構, 2002, 17(3): 27-29.
[2]機械設計手冊編委會. 機械設計手冊: 第2卷[M]. 北京: 機械工業出版社, 1991.
[3]金屬機械加工工藝人員手冊修訂組. 金屬機械加工工藝人員手冊[M]. 上海: 上海科學技術出版社, 1981.
[4]鐵道部. 鐵路鋼橋的制造規范: TB 10212-2009[S].
Processing Technology of Multi-angle Anchor Box in Hong Kong-Zhuhai-Macao Bridge of China
DING Tie-hua
(China Raiway Shanhaiguan Bridge Group Co., Ltd., Shanhaiguan, Hebei, 066205, China)
Anchor box, as an important part of cable-stayed bridge, its process design develops vigorously with the increasing technic and economic advantages of cable-stayed bridge. An example of newly built Hong Kong-Zhuhai-Macao Bridge of China is taken to analyze design and manufacture of a suite of multiangle roll-over table, which is based on new characteristics of 3D component of π-type welding part, and factors such as flipping, fixing and angle measurement, aiming at process of a multi-angle anchor box. Improved processing technology increases one time or more the precision, successfully passing the related acceptances, and opening up a new route for manufacture of various forms of anchor box for cable-stayed bridge.
Cable-stayed Bridge. Anchor Box; 3D Component; π-type Welding Part; Precision; Deformation; Hong Kong-Zhuhai-Macao Bridge of China
TH162
A
2095-8412 (2016) 05-976-03工業技術創新 URL: http://www.china-iti.com
10.14103/j.issn.2095-8412.2016.05.040
丁鐵花(1969-),女,河北秦皇島人,大學本科,工程師。主要研究方向:機械制造工藝與設備。
E-mail: dingtieh@aliyun.com