CCS水電站沉沙池側堰翻板閘門安裝
2016-11-18 09:38:31張自敏
水電站機電技術 2016年9期
關鍵詞:焊縫
張自敏
(中國水利水電第十四工程局有限公司機電安裝分公司,云南昆明650041)
CCS水電站沉沙池側堰翻板閘門安裝
張自敏
(中國水利水電第十四工程局有限公司機電安裝分公司,云南昆明650041)
厄瓜多爾辛科雷水電站(簡稱CCS水電站)沉沙池側堰布置兩扇翻板閘門,閘門為平面翻板閘門,閘門孔口尺寸(寬伊高)為6 m伊2.83 m,設計水頭2.83 m。閘門運行方式為翻轉啟閉。本文將閘門安裝過程及吊裝方法進行詳細說明,為同類型設備施工提供交流及參考。
沉沙池;翻板閘門;安裝;說明
1 工程概況
厄瓜多爾辛科雷水電站首部樞紐沉沙池側堰布置兩扇翻板閘門,該門為平面翻板閘門,閘門孔口尺寸(寬×高)為6 m×2.83 m,設計水頭2.83 m,支鉸型式為耳軸式,一孔一扇閘門。閘門運行方式為翻轉啟閉,啟閉設備為液壓啟閉機,液壓啟閉機容量為2×160 kN雙吊點,油缸行程4 m,翻轉角度50°。閘門結構見圖1。
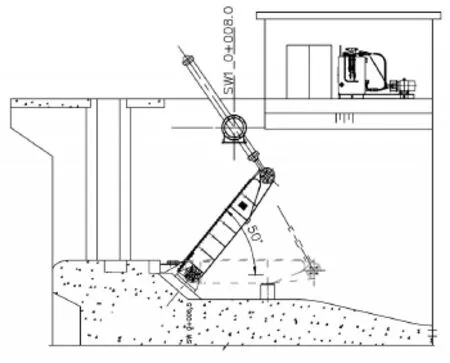
圖1 閘門整體結構圖
2 閘門及啟閉機安裝流程圖
閘門安裝流程見圖2:
3 技術交底、施工準備及測量點確認
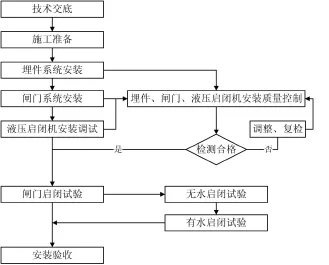
圖2 閘門安裝流程圖
施工前對參加埋件、閘門及液壓啟閉機安裝施工的現場技術員及質量管理員進行技術交底,主要講清安裝工藝、吊裝方法、質量控制要點及要求。安裝前根據安裝需要,進行測量控制點的布設,對所布設的測量控制點進行坐標測量,將坐標報測量咨詢復測批準。
4 埋件安裝
埋件安裝流程圖見圖3:
4.1底檻安裝
底檻安裝前,焊線架投放安裝所需的高程點及樁號,孔口中心線在線架上用鋼鋸條鋸出明顯標記,復測記錄,作為施工及備查依據。
底檻用QY25汽車式起重機布設在出口EL.1277.5 m平臺上吊裝到位,根據安裝控制點,利用千斤頂進行細調,保證底檻工作面的水平度、中心線及高程偏差均在規范允許的范圍之內。自檢合格后對底檻與一期埋板連接的地腳螺柱按圖進行焊接加固,完成后用全站儀及電子水準儀復測各安裝尺寸,經過復測合格,報請測量咨詢及專業咨詢驗收,驗收通過后,按圖紙說明對地腳螺栓螺母點焊牢固,與門體支座一起經專業咨詢簽字認可,進行二期混凝土的回填(見圖4)。
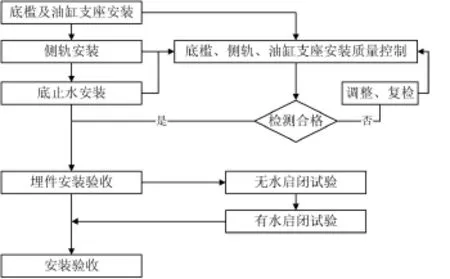
圖3 埋件安裝流程圖
4.2門體支座安裝
門體支座位于底檻下游側,支座地腳螺栓在一期混凝土中預埋,預留出200 mm高的二期混凝土,準確控制螺栓安裝位置難度較大,經論證后,門體支座地腳螺栓全預留安裝孔作為二期預埋。安裝孔上用型鋼支撐,支座與地腳螺栓安裝完成后,按圖紙要求調整加固,經復測合格,將支座四周固定可靠,防止在混凝土施工過程中位移,可靠加固后,用全站儀及電子水準儀復測各安裝尺寸,進行二期混凝土的回填(見圖4)。
4.3側軌安裝
底檻及支座二期混凝土達到一定強度后,用全站儀在底檻上測出安裝定位點,劃定位線,搭設施工腳手架,布設在出口EL.1277.5 m平臺汽車式起重機將側軌吊裝到位。以底檻為基準,底部高程EL. 1271.4 m,頂部高程EL.1275.092 m,側軌外圓弧半徑R4.3 m。底部支撐在型鋼上,高程調整到位后點焊固定,垂直度及平面度用經緯儀監測調整,連接螺栓與對應的一期埋板加固,雙螺母將側軌壓緊,自檢合格后與一期埋板連接的地腳螺栓按圖進行焊接加固。焊接完成后檢查,對焊接變形部位重新調整檢查,直到滿足控制的偏差要求,再進行二期混凝土回填。控制混凝土回填時間,進料均勻,振搗器不能與埋件的任何部件接觸。
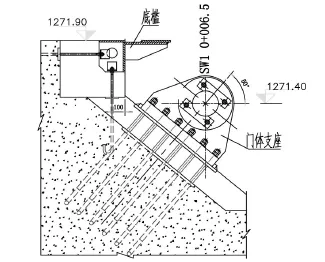
圖4 底檻及門體支座安裝斷面簡圖
4.4油缸支座安裝
油缸支座為圓錐外形結構,用型鋼制作安裝支架,將油缸支座置于支架上進行調整加固。支架與底部的插筋焊接牢固,支架與油缸支座用三角形鋼板連接焊接成一體,上、下游的加固插筋用型鋼接長與支座焊接可靠,用全站儀及電子水準儀對安裝質量進行檢查和控制。安裝簡圖見圖5。
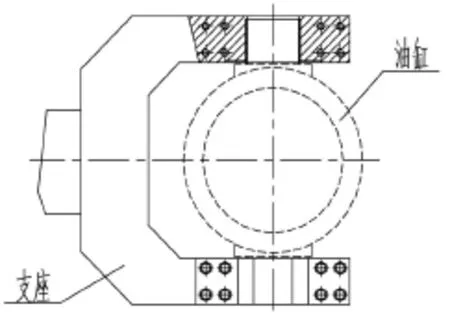
圖5 油缸與支座安裝簡圖
5 門體安裝
5.1門體拼裝焊接及涂裝
門體設計分塊制作,工地現場組裝焊接,門體總重15.514 t,外形尺寸:6 m×4.8 m,門體支座軸孔中心到油缸吊頭軸孔中心距4.35 m,充許偏差2 mm。門體拼裝在成品堆放場進行,采用QY25汽車式起重機將兩節門體按拼裝位置吊到鋼架上,按廠內組裝標記進行組對。以水封座為基準,找正門體,檢查兩節門體組裝的外形尺寸、水封座板平面度、門體扭曲度、對角線相對差及兩軸孔間距。門體外形尺寸以軸孔間距的正偏差來調節對接間隙,全部合格后進行加固焊。施焊前,聯合檢查復核,檢查合格后焊接加固。門體為全位置焊接,焊接順序:加固焊→邊梁腹板與面板的角焊縫→中間腹板與面板及后翼板的角焊縫→邊梁及次梁后翼板對接的仰焊縫→邊梁及次梁對接的立焊縫→面板與次梁對接的角焊縫→面板對接平焊縫。焊接方法:由短到長,先復板后面板,由內而外,分段退步,多層多道對稱施焊。施焊過程中注意觀查門體的變形量,控制好焊接速度。
焊接完成,門體組裝尺寸檢查,打磨焊縫,對焊縫進行焊縫外觀檢查,要求表面無裂紋、咬邊深度小于1 mm、表面無未融合、焊縫余高小于5 mm。檢查通過后,面板對接縫、邊梁對接縫及后翼板對接縫采用100%的超聲波UT檢測。焊縫一次檢查通過。
用角磨機將超聲波探傷液打磨干凈,吸油紙將表面擦拭干凈,手工涂刷環氧底漆兩道,環氧瀝青漆三道,總干漆膜厚度380μm±20%。檢測記錄漆膜厚度,采用半透明壓敏膠帶進行附著力測試,填寫附著力測試報告。
5.2水封安裝
門體拼裝結束,在拼裝現場進行門體的水封安裝,門體水封安裝結構復雜,側水封有三種結構斷面形式(見圖6),下部水封位于閘門面板的下游側型號為P2-30,長度L=820 mm,水封墊板為厚8 mm×寬108 mm×長820 mm,拆下水封壓板,將水封及水封墊板安裝在閘門上,使P2-30的P頭緊貼門體面板外邊緣位置,水封上的螺孔比螺栓小1 mm,上部水封位于閘門面板的上游側型號為L3-80,長度L=3 420 mm,無水封墊板,拆下水封壓板,將水封安裝在閘門上,對正壓板及螺栓孔,使L3-80水封緊貼壓板配孔。水封安裝到位,調整水封螺栓檢查水封的外形尺寸及外邊線的直線,達到圖紙要求的預壓縮3 mm。均勻多次緊固水封螺栓。上部及下部水封搭接部位,設計采用同材質的三角形水封填充,在圖示的安裝位置,先焊定位塊,預安裝接合面打毛處理,接合面均勻涂上膠水,三角形水封安裝到位,膠水干后檢查確認水封安裝質量。底水封按圖紙進行安裝。
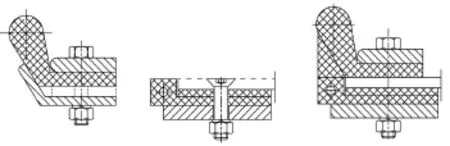
圖6 水封安裝斷面簡圖
5.3門體安裝
門體安裝前,安裝場地清理,門體安裝吊耳焊接,側輪安裝,清洗支座孔口及門體軸孔,門體在成品堆放場吊裝到運輸車上。安裝現場采用QY50汽車式起重機進行吊裝,先將油缸吊頭的軸安裝到位,用鐵絲捆綁土工布包裹,兩根鋼絲繩連接油缸吊頭的兩根軸,兩個5 t手拉葫蘆及鋼絲繩與門體吊耳連接,起吊門體調整門體安裝角度,門體與地面的夾角為40°左右。門體吊裝到位,采用千斤頂調整支座軸孔及門體軸孔的同心度,調整好止軸板的位置,進行軸穿裝,安裝止軸板。兩頭軸安裝完成,拆除安裝工器具,下放鋼絲繩,使門體以支座軸心旋轉,門體全部壓在下游的支凳上,卸除鋼絲繩,進行另一孔的吊裝(見圖7)。
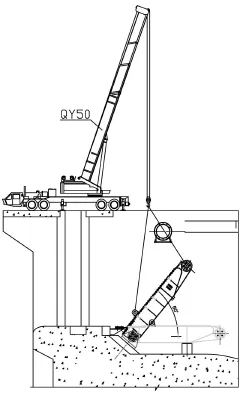
圖7 門體吊裝簡圖
6 液壓啟閉機的安裝
液壓啟閉機型號:OHLY-2×160-4.0,一站兩孔配置,由油缸總成、油缸支座、液壓泵站、控制柜、管路系統及開度信號器組成。啟門力2×160 kN,工作壓力8.4 MPa,工作行程3.8 m。
液壓啟閉機的油缸單件重1.9 t,總長5.8 m,油缸運到安裝現場,安裝缸上管路,用角鋼穿過油缸活塞桿吊頭與缸體吊點連接,防止吊裝過程中活塞桿滑出。拆除油缸支座上的壓板,清理油缸連接處,油缸吊離地面,吊頭無沖擊現象直接吊裝。確認油缸吊裝到位,安裝油缸軸的壓板,活塞桿未連接時,油缸支座上部以支座為圓心旋轉,搭設限制油缸缸體旋轉的架子,拆除鋼絲繩進行其他油缸的吊裝。
泵站及控制柜運到啟閉機室,吊放在大門前,通過撬棍、滾筒等方式移動到安裝位置,按圖進行安裝固定。油管采用不銹鋼無縫鋼管,油管出廠時,已經過酸洗鈍化處理,現場配制,部分彎頭現場彎制,油管采用氬弧焊,管內充氬氣焊接。焊接完成后進行不小于72 h的循環沖洗。沖洗時間到,在油管未端取油樣送檢,要求沖洗后油管中的液壓油清潔度達到NAS1638中的第8級。油樣合格后進行管路回裝。油箱清洗,用面粉揉團粘吸,經檢查確認,用專用加油小車向油箱加注液壓油。
油管油壓試驗,分兩次進行,先關閉油缸上的高壓球閥,進行泵站至球閥段的管路試壓,工作壓力設計計算值為8.4 MPa,最高試驗壓力12.6 MPa,試驗合格,接頭處連接可靠,無滲漏。打開油缸上的高壓球閥,往油缸有桿腔注油,注滿后再進行整體油壓試驗。
除去吊頭與缸體連接角鋼,油缸全行程往復動作三次,排除油缸和管路中的空氣,檢驗泵組、閥座及電氣操作系統的正確性和活塞桿伸出、收回運行平穩,無爬行現象。伸出活塞桿吊頭與閘門連接,進行連門調試。對廠家特性表上的技術參數進行現場檢驗,如閘門啟閉運行時間、速度、自動糾偏性能等。
7 結束語
辛科雷水電站沉沙池側堰翻板閘門及啟閉機安裝難度大,工序及工藝要求高,我們通過對以往電站的施工經驗,結合現場的實際情況制定了合理的施工工序及工藝,保證了安裝翻板閘門的安裝質量,供后續同結構條件的設備安裝借鑒。
TV547
B
1672-5387(2016)09-0019-04
10.13599/j.cnki.11-5130.2016.09.007
2016-04-15
張自敏(1986-),男,工程師,從事水電站金屬結構及機組安裝工作。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07